鼠标外壳的注塑模设计,鼠标外壳注塑模具设计
本作品内容为鼠标外壳的注塑模设计,格式为 doc ,大小 2422272 KB ,页数为 25页
('摘要本文是关于注塑模的设计,设计的制品是鼠标外壳。首先对制品进行外形设计方案的选择和产品工艺的分析,然后根据分析选择注塑材料和注射机。接着利用PRO/E进行鼠标外壳实体设计,并进行模具设计,也就是对模具的型腔、型芯和浇注系统进行设计,再完成模具的装配关键词:浇注系统注塑成型型芯目录第一章零件的工艺分析1.1鼠标外壳设计的初步方案‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥1.2产品的工艺分析‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥第二章模具设计2.1本塑件制品分析‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.1.2注塑机的确定‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.1.3模具结构设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.1.4注塑机参数校核‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2浇注系统设计、关键零部件设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.1浇注系统的设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.1.1主流道的设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.1.2冷料井设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.1.3分流道的设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.1.4浇口设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.2分型面的选择‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.3排气系统的设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.4成型零件的设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.5型腔的侧壁和底板厚度计算‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.6导向机构设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.7脱模机构设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥2.2.8冷却装置设计‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥‥第三章模具装配图与爆炸图第四章总结第一章零件的工艺分析1.1.1鼠标外壳设计的初步方案设计方案,是仿照下图:(a)(b)图1鼠标外形上图中的鼠标外壳是一个比较成熟的鼠标外形,是典型的微软系列的鼠标产品。在Pro/e中,构型方法是使用Pro/e中的高级曲面命令boundary来建立的首先建立几条空间曲线。三条横向的空间曲线,一条纵向的空间曲线,其具体的外形如下图1-14图1-14构图曲线我所设计的鼠标外形之所以选择使用如图1-13中的曲线构图有两方面的原因。首先,考虑鼠标的外形。有设计经验可得,人手自然放松放在鼠标上能够急促的面积越大。表示鼠标的外形越符合人体工学。鼠标的上盖的侧面的外形由曲线d所决定,这条曲线的趋势应该和人手掌的趋势相符合最好。由于设备和技术的欠缺。没办法精确的测量曲率。所以只有画出大概的形状。另外,由于使用主控文件建模,上盖,下盖,按键都是从这个外形中(主控件)切割出来的。所以在外形设计的时候也要充分考虑到切割后的外形的模具是否简单。脱模是否容易。上盖和下盖的截割面如下图1-14所示图1-15主控件切割如上图1-15示切割后上盖不用再设计拔模斜度,下盖也不用设计拔模斜度。因为切割的位置是鼠标最宽的地方。上盖上斜。下盖下斜的角度都比较大,所以不用设计拔模角。在结构方面,我们是分工合作的。我完成了上盖的结构。和按键的部分结构。我所设计的上盖和下盖的结合主要是依靠螺纹和套口定位。具体结构。如下图1-16图1-16上下壳结合外壳的厚度选择在1~~3mm之间。精度选择在IT5~~IT6精度等级之间表面粗糙度选择在2.5~~3.6之间初步具体的技术数据将在下部分报告中体现。1.2产品的工艺分析1.2.1注塑材料鼠标外壳的材料选择有多种。PT、ABS等等。因为经济性的考虑,一般选择ABS,。ABS树脂为不透明、白色或淡黄色的粉状体或粒状体,比重1.02~1.08。ABS树脂极易染色,其制品表面可喷涂和电镀.全名是:丙烯氰—丁二烯—苯乙烯共聚物。1、物理性能ABS树脂无毒、无嗅、坚韧、质硬、呈刚性,有较好的耐低温性和耐蠕变性。ABS树脂不透水,常温下吸水率<1%,表面可抛光。2、机械性能冲击强度ABS树脂有极好的冲击强度,而且在低温下强度下降不多。冲击强度的大小主要与橡胶含量、接枝率和橡胶形态等因素有关。拉伸强度ABS树脂的拉伸强度一般为35~50MPa,相氏横量为1.4~2.8GPa,屈服伸率2~4%。压缩强度ABS的压缩强度比拉伸强度大。标准ABS树脂在14.1MPa压缩负荷下,50℃经24小时,尺寸变化不超过0.2~1.7%。(1)弯曲强度ABS树脂的弯曲强度可达28~70MPa。(2)耐磨性ABS树脂扽爱模型能很好,虽不能作自润滑材料,但由于有良好的尺寸稳定性,故可做中等负荷的轴承。(3)抗蠕变性ABS树脂的抗蠕变性视品种不同而异,超高冲ABS制品可承受7MPa负荷,而尺寸不变化。3、热电性能一般ABS的热变形温度为93℃,耐热级可达115℃,脆化温度可达-7℃,通常在-40℃时仍有相当强度。ABS制品的使用温度为-40~100℃.ABS的热稳定性差,250℃时既能分解产生有毒的挥发性物质。一般ABS易燃,无自熄性。4、电性能ABS有良好的电绝缘性,且很少受温度、湿度影响,能在很大频率范围的保持恒定。5、化学性能ABS树脂对水、无机盐、碱及酸类几乎完全呈惰性,能溶于酮、醛、酯和氯化烃,而不溶于大部分醇类和烃类溶剂,但与烃类长期接触后软化和溶胀。ABS表面受冰醋酸、植物油等化学品的侵蚀能引起应力开裂。密度:1.02—1.16克/立方厘米;注射速度:建议使用快速的注射速度。流道和浇口:可以采用所有常规类型的浇口;收缩率:0.4%~0.7%;选择的具体材料是根据plasticadvisor资料库,选择UbeIndustriesLimited[UBE]供货商提供的UBEABSCTB3505[ABS001]材料。1.2.2塑件制件设计的工艺分析1、尺寸和精度尺寸:这里的尺寸是指塑料制件的总体尺寸大小。由于受塑料流动性的影响,对流动性差的塑料或薄壁制件,在注射或压住成型时塑件的尺寸不能太大,以免塑料容体充不满模具型腔或使产生的熔接痕强度过差,从而使塑件不能正常成型或对塑件的外观和强度产生影响。此外,塑件尺寸还受现有的成型设备规格,参数等的影响。尺寸精度:塑料制件尺寸公差:塑件图上无公差要求的默认为8级精度,本人所选塑件材料为丙烯氰—丁二烯—苯乙烯共聚物,故定塑件的等级为:5级精度。2、形状塑件的几何形状除应满足使用要求外,还应尽可能使其所对应的模具结构简单,便于加工。而本塑件的形状具备了以上的优点,故为模具设计带来了方便。3、壁厚塑件的壁厚应根据塑件的使用要求,如强度,刚度,尺寸大小,电气性能及装配要求等确定,塑件壁厚一般在1-4mm范围内。调节产品壁厚将决定材料的流动性能和制件模量。最小壁厚应满足:具有足够的强度和刚度;脱模时能经受脱模机构的冲击和振动;装配时能承受紧固力。壁厚过大:浪费材料,增加了压塑时间或冷却时间;也影响产品质量。同一个塑料零件的壁厚应尽可能一致。否则因冷却速度或固化速度不一致产生附加内应力。壁厚与流程的关系如下公式:S﹦(L/100+0.8)×0.7L≈120S=1.4综合考虑以上各种因素,及联系本人设计的塑件的性能和功能要求,初步确定塑件的壁厚为:2mm。4、加强筋等防止变形的结构设计加强筋:为提高塑件的强度和刚度,不能仅仅采用增大壁厚的方法,而常采用改变塑件的结构,增设加强的方法来满足其强度,刚度的要求。采用增设加强筋的方法,有时还能降低物料的充模阻力。改善流动性。起到辅助浇道的作用,改善熔体的充模状态加强筋的作用:增加制品强度;确定本塑件肋尺寸的一般标准:制件壁厚:h=2mm,每边的斜角(θ):0.5°~1.5,肋高(L):<=5h。圆角塑件底面与面之间一般应采用圆弧过渡,这样不仅可以避免塑件尖角处的应力集中提高塑件强度,而且可以改善物料的流动状态,降低充模阻力,便于充模。塑件转角处的圆角半径通常不要小于0.5~1mm,在不影响塑件使用的前提下应尽量取大些。第二章模具设计2.1模具设计与参数计算2.1.1本塑件制品分析1、产品要求从对本产品进行的工艺分析中可以得知,所设计的塑件材料为丙烯氰—丁二烯—苯乙烯共聚物,材料收缩率为:0.005,进行模具设计时,本人主要负责爆炸图中鼠标上盖注塑模设计,其精度要求不高,故可以一次注塑两个,采用方形分布的流道布置。塑件立体图如图3-1所示:图3-1鼠标上盖1.1、计算制品的体积重量该产品为鼠标上盖,材料采用丙烯氰—丁二烯—苯乙烯共聚物也就是ABS,查书《塑料模具设计》附录得知其密度为0.0011g/mm3,收缩率为0.5%。使用pro/engineer软件对三维试题产品自动计算出产品的体积,当然也可以根据实体尺寸手动计算出它的体积。下面是部分计算过程:通过计算塑件的体积为:V1=18397mm3塑件的重量:M1=ρ.V1=1.10×18397=20.249g浇注系统体积:V2≈2000mm3浇注系统重量:M2=ρ.V2=0.0011×2000=2.2g故M总=2M1+M2=2×20.249+2.2=42.48gρ—塑料密度2.1.2注塑机的确定根据制品的体积和重量查《塑料模具设计》表5—3选定注塑机型号为:JPH150A。注塑机的参数如下:注塑机最大注塑量:186g锁模力:1500KN注塑压力:194MPa最小模厚:180mm最大开距:800mm顶出行程:80mm注塑机定位孔直径:125mm注塑机拉杆的间距:410×410(mm×mm)喷嘴球半径:10mm喷嘴前端孔径:3mm2.1.3模具结构设计由于考虑到模具的成本和市场需求量,该产品应大批量生产,故本产品使用一模二腔,浇注系统根据plasticadviser分析结果,从鼠标的内壁注入。所以选用潜伏式浇口,而分流道设计选用U型截面的分流道.根据EMX插件中的模架资料库,选择FutabaSA-TYPE模架,大小为400×400mm。具体结构见模具设计图。2.1.4注塑机参数校核1、最大注塑量注塑机的最大注塑量应大于制品的重量或体积(包括流道及浇口凝料飞边),通常注塑机的实际注塑量最好在注塑机的最大注塑量的80%。所以选用的注塑机最大注塑量应0.8M机>=M塑件+M浇式中:M机——注塑机的最大注塑量,单位g。M机>=(M塑件+M浇)/0.8=(42.48)/0.8=53.1g而本人选定的注塑机注塑量为:186g,所以满足要求。2、锁模力校核锁模力是注射机锁模装置施加于模具的最大夹紧力。锁模力的作用在于平衡和克服模腔压力产生的使模具沿分型面张开的力,保持模具紧密锁和,防止溢料。注射机锁摸力与模腔压力的关系可用下式表示:F0≥K.P模.AF0——注射机锁模力;K——安全系数,一般取1.1~1.2;P模——熔融型料在型腔内的压力。(40Mpa~60MPa);A——塑件和浇注系统在分型面上的投影之和;由PRO\\E测得为12000mm2F锁机>K.P模.A=1.1×60×12000=792KN本人选定的注塑机为:1500,满足要求。模具与注塑机安装部分相关尺寸校核a、模具闭和高度长宽尺寸要与注塑机模板尺寸和拉杆间距相适合。即模具长×宽<拉杆面积模具长×宽为400×400(mm×mm)<注塑机拉杆间距410×410(mm×mm)故满足要求b、模具闭和高度校核模具实际厚度H模=340mm注塑机最小闭和厚度H最小=180mm即H模>H最小,故满足要求3、开模行程校核所选用的注塑机的最大行程与模具厚度有关(如全液压合模机构的注塑机),故注塑机开模行程应满足下式:S机-(H模-H最小)>H1+H2+(5~10)mm因为S机-(H模-H最小)=800-(340-180)=640mmH1+H2+(5~10)=20+70+10=100mm即S机-(H模-H最小)>H1+H2+(5~10)mm故满足要求H1——推出距离,单位mm;H2——包括浇注系统在内的塑件高度,单位mm;S机——注塑机最大开模行程。2.2浇注系统设计、关键零部件设计2.2.1浇注系统的设计浇注系统的设计是注塑模具设计的一个重要环节,它对注塑成型周期和塑件质量(如外观、物理性能、尺寸精度等)都有直接影响,故设计时要使型腔布置和浇口开始部位力求对称,防止模具承受偏载而产生溢料现象,而浇口的位置也要适当,尽量避免冲击嵌件和细小的型芯,防止型芯变形,浇口的残痕不影响塑件的外观。2.2.1.1主流道的设计主流道是塑料熔融体进入模具型腔时最先经过的部位,它将注塑机喷嘴注出的塑料熔体导入分流道或型腔。其形状为圆锥形,便于熔体顺利地向前流动,开模时主流道凝料又能顺利地拉出来。由于主流道要与高温塑料和注塑机喷嘴反复接触和碰撞,通常不直接开在定模板上而是将它单独设计成主流道衬套镶入定模板内。浇口套的选用:进料口直径:D=d+(0.5~1)mm=3+0.5≈4mm式中d为注塑机喷嘴口直径。球面凹坑半径:R=r+(0.5~1)mm=10+0.5=10.5mm式中r为注塑机喷嘴球头半径。所选浇口套的立体图如图3-2所示:图3-2浇口套2.2.1.2冷料井设计冷料井位于主流道正对面的动模板上,或处于分流道末端。其作用是捕集料流前锋的“冷料”,防止“冷料”进入型腔而影响塑件质量,开模时又能将主流道的凝料拉出。冷料井的直径宜大于主流道大端直径,长度约为主流道大端直径。其结构见下一页的铸件图。2.2.1.3分流道的设计分流道截面形状可以是圆形、半圆形、矩形、梯形和U形等,圆形和正方形截面流道的比面积最小(流道表面积与体积之比值称为比表面积),塑料的温度下降小,阻力亦小,流道的效率最高,但是加工较困难,于是选用U形。因为U形截面分流到热量损失仅大于圆形和正方形截面的分流道,但又比圆形和正方形的截面流道容易脱模,而且,加工容易。所以U形截面分流道具有优良的综合性能。分流道的尺寸:分流道尺寸由塑料品种、塑件的大小及流道长度确定。对于重量在200g以下,壁厚在3mm以下的塑件可用以下经验公式计算分流道的直径。D=0.2654W1/2L1/4式中:D——分流道的直径,mm;W——塑件的质量,g;I——分流道的长度,mm;由于所设计的塑件的质量小于200g,故按以上公式确定其直径。D=0.2654W1/2L1/4=0.2654×4.3911/2401/4=1.4mm由于此式计算的分流道直径限于3.2mm~9.5mm,而所算出来的结果小于此范围,故参考《塑料模具设计》p78表6-1聚苯乙烯的分流道推荐值,定出分流道直径为4mm。其剖视图如图3-3所示(a)(b)图3-3分流道剖视图r=4mm,h=2r分流道的布置:选用平衡式的分流道布局。具体结构见下页的铸件图。2.2.1.4浇口设计浇口又称进料口,是连接分流道与型腔之间的一段细短流道,其截面积约为分流道的0.03~0.09,长度约为0.5mm~2mm。浇口形式有直浇口、侧浇口、点浇口和潜伏性浇口等,通过MOLDFLOW软件分析可知选潜伏式浇口较为合理图3-4plasticadvisor浇口位置分析因为,如上图3-4所示。经过浇口分析。鼠标浇口位置最好是在蓝色位置里面和外面都可但是,主流道在凹模的一边。而且,浇口最好不要开在外形的一边。所以选择潜伏式浇口其结构如下图3-5、图3-6图3-5潜伏式浇道参考图图3-6模具设计的浇道浇口直径为2mm,具体结构见下面的铸件图3-7图3-7铸件图2.2.2分型面的选择定模和动模相接触的面称为分型面,分型面的形状有平面、斜面、阶梯面和曲面等。结合分析塑件的形状,可知分型面为曲面,而为了有利于脱模,设置分型面时应使塑件留在动模的一侧。其形状如下图3-8所示。为了使加工比较简便。分模面应该尽可能多用平面组成。图3-8分模面2.2.3排气系统的设计利用型芯、顶杆、镶拼件等的间隙排气,具体结构见模具装配图。2.2.4成型零件的设计直接与塑料接触构成塑件形状的零件称为成型零件,其中构成塑件外形的成型零件成为凹模,构成塑件内部形状的成型零件成为凸模(型芯)。由于凹、凸模件直接与高温、高压的塑料接触,并且脱模时反复与塑件摩擦,因此,要求凹、凸模件具有足够的强度、刚度、硬度、耐磨性、耐腐蚀性以及足够低的表面粗糙度。凹模结构:由于上盖形状不太复杂,故选用整体凹模;凸模:选用整体凸模。其结构见下图3-9、图3-10示,尺寸图见工程附图图3-9凹模图3-10凸模2.2.5型腔的侧壁和底板厚度计算通常模具设计中,型腔壁厚及支承板厚度不通过计算确定,而是凭经验确定。参考《塑料模具设计》中的经验数据表可以得知:型腔侧壁厚度S的经验值为:S=0.2L+17=0.2×200+17=57mm支承板厚度h的经验数据:h≈0.12b≈0.12×200≈24mm2.2.6导向机构设计导向机构的作用:(1)定位作用:合模时保证动定模正确的位置,以便合模后保持模具型腔的正确形状;(2)导向作用:合模时引导动模按序正确闭和,防止损坏凹、凸模。(3)承载作用:导柱在工作中承受一定的侧向压力。导向机构结构及设计:模具设计通常购买标准模架,其中包括了导向机构,导向机构包括导套和导柱,根据模架的尺寸结构选用φ35的导柱,然后选用相对应的导套。其结构见下图3-11和图3-12所示图3-11导套图3-12导柱2.2.7脱模机构设计注塑成型每一循环中,塑件必须从模具中凹、凸模脱出,完成脱出塑件的装置成称为脱模机构,也称顶出机构。设计原则:(1)因为塑料收缩使抱紧凸模,所以顶出力应尽量靠近凸模;(2)顶出力应作用在塑件刚性和强度最大的部位,如加强肋、凸缘、厚壁等出,,以防止塑件变形和损坏;(3)为保证良好的塑件外观,顶出位置应尽量设在塑件内部或对塑件外观影响不大的部位。脱模机构的设计:设计成顶杆脱模机构,选用φ2的顶杆,具体结构见下图图3-13顶杆2.2.8冷却装置设计为了缩短成型周期,需要对模具进行冷却,常用水对模具进行冷却,即在注塑完后通循环冷水到靠近型腔的零件上或型腔零件上的孔内,以便迅速使模具冷却。1、设计原则:冷却水孔数量尽可能的多,孔径尽可能大;冷却水孔至型腔表面的距离应尽可能相等;冷却水孔道不应穿过镶块或其接缝部位,以防漏水;冷却水孔应避免设在塑件的熔接痕处;进出口水管接头的位置应尽可能设在模具的同一侧,通常应设在注塑机的背面;根据以上原则设计出模具的水流道,具体结构见模具装配图和工程图第三章模具装配图与爆炸图图4-1装配图图4-2爆炸图总结历经近三个月的毕业设计即将结束,敬请各位老师对我的设计过程作最后检查。在这次毕业设计中通过参考、查阅各种有关模具方面的资料,特别是模具在实际中可能遇到的具体问题,使我在这短暂的时间里,对模具的认识有了一个质的飞跃。使我对塑料模具设计的各种成型方法,成型零件的设计,成型零件的加工工艺,主要工艺参数的计算,产品缺陷及其解决办法,模具的总体结构设计及零部件的设计等都有了进一步的理解和掌握。模具在当今社会生活中运用得非常广泛,掌握模具的设计方法对我们以后的工作和发展有着十分重要的意义。从陌生到开始接触,从了解到熟悉,这是每个人学习事物所必经的一般过程,我对模具的认识过程亦是如此。经过三个月的努力,我相信这次毕业设计一定能为两年的大学生涯划上一个圆满的句号,为将来的事业奠定坚实的基础参考文献【1】王文广,田宝善,田雁晨《塑料注塑模具设计技巧与实例》.北京:化学工业出版社【2】冯炳尧等.《模具设计与制造简明手册》[M].上海:上海科学出版社【3】黄雁,彭华太《塑料模具制造技术》[M]广州:华南理工大学出版社【4】申开智.《塑料成型模具(第二版)》[M]北京;中国轻工业出版社【5】王兴天《注塑成型技术》[M]北京:化学工业出版社【6】王文俊.《实用塑料成型工艺北京》[M]国防工业出版社【7】朱光力,万金保《塑料模具设计》[M]北京:清华大学出版社',)
提供鼠标外壳的注塑模设计,鼠标外壳注塑模具设计会员下载,编号:1700826413,格式为 docx,文件大小为25页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载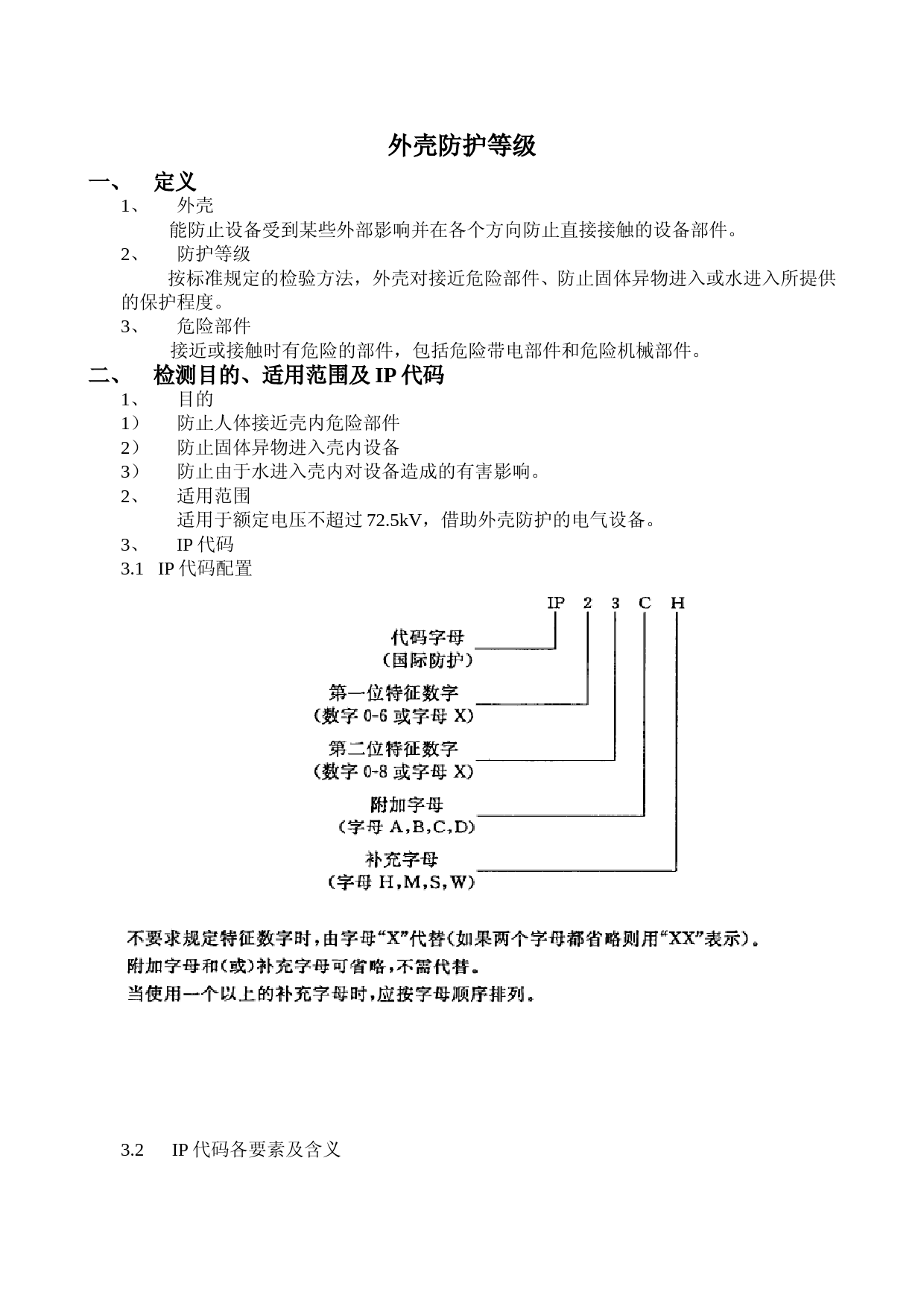 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载