注塑机安全操作规程,注塑机安全操作规程文件
本作品内容为注塑机安全操作规程,格式为 docx ,大小 17876 KB ,页数为 2页
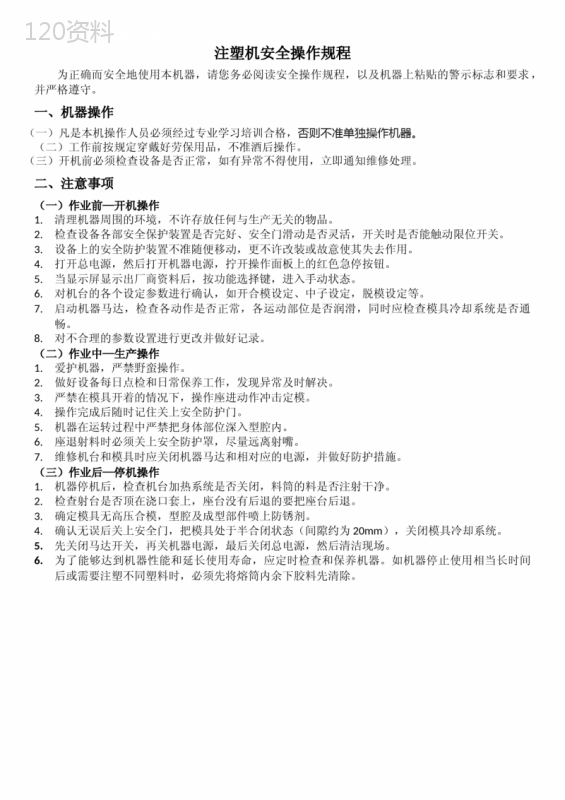
('注塑机安全操作规程为正确而安全地使用本机器,请您务必阅读安全操作规程,以及机器上粘贴的警示标志和要求,并严格遵守。一、机器操作(一)凡是本机操作人员必须经过专业学习培训合格,否则不准单独操作机器。(二)工作前按规定穿戴好劳保用品,不准酒后操作。(三)开机前必须检查设备是否正常,如有异常不得使用,立即通知维修处理。二、注意事项(一)作业前—开机操作1.清理机器周围的环境,不许存放任何与生产无关的物品。2.检查设备各部安全保护装置是否完好、安全门滑动是否灵活,开关时是否能触动限位开关。3.设备上的安全防护装置不准随便移动,更不许改装或故意使其失去作用。4.打开总电源,然后打开机器电源,拧开操作面板上的红色急停按钮。5.当显示屏显示出厂商资料后,按功能选择键,进入手动状态。6.对机台的各个设定参数进行确认,如开合模设定、中子设定,脱模设定等。7.启动机器马达,检查各动作是否正常,各运动部位是否润滑,同时应检查模具冷却系统是否通畅。8.对不合理的参数设置进行更改并做好记录。(二)作业中—生产操作1.爱护机器,严禁野蛮操作。2.做好设备每日点检和日常保养工作,发现异常及时解决。3.严禁在模具开着的情况下,操作座进动作冲击定模。4.操作完成后随时记住关上安全防护门。5.机器在运转过程中严禁把身体部位深入型腔内。6.座退射料时必须关上安全防护罩,尽量远离射嘴。7.维修机台和模具时应关闭机器马达和相对应的电源,并做好防护措施。(三)作业后—停机操作1.机器停机后,检查机台加热系统是否关闭,料筒的料是否注射干净。2.检查射台是否顶在浇口套上,座台没有后退的要把座台后退。3.确定模具无高压合模,型腔及成型部件喷上防锈剂。4.确认无误后关上安全门,把模具处于半合闭状态(间隙约为20mm),关闭模具冷却系统。5.先关闭马达开关,再关机器电源,最后关闭总电源,然后清洁现场。6.为了能够达到机器性能和延长使用寿命,应定时检查和保养机器。如机器停止使用相当长时间后或需要注塑不同塑料时,必须先将熔筒内余下胶料先清除。三、检修保养(一)结合实际按照《注塑机使用说明书》进行检修和保养。(二)常规检修保养项目检修保养内容每日检修保养1.确定紧急停止按制能切断油泵部分马达电源。2.保持注塑机和机身四周清洁。3.检查温度针与发热筒是否操作正常。4.检查安全门拉开时能否终止锁模。5.检查模具是否稳固安装在锁模头板及移动模板上。6.检查各冷却运水喉管是否有漏水现象,收紧漏水的喉管。7.检查所有罩板是否稳固安装于机器上。8.开机运行一段时间后,检查油温是否上升超过摄氏50度。检查供应冷却水温度,油温应保持在30-50摄氏度。每周检修保养1.检查各润喉管是否有折断或破损。2.检查各安全门限位咭制的滑轮是否有磨损。3.检查机械各活动组件螺丝是否松脱,如有则重新收紧。每月检修保养1.检查各电器件与接线是否有松脱,如有则重新收紧。2.检查油压系统的工作压力是否过低或过高。3.检查全机各部分是否有漏油现象,如有则收紧漏油的油喉接头或更换损坏油压组件油封。4.检查系统压力表是否操作正常。每季检修保养1.检查各电偶线、发热筒安装是否稳固。2.检查各电子尺和近接开关的安装是否稳固。3.重新检查射咀中心度。每半年检修保养1.检查电箱内部的继电器及电磁接触器的接点是否老化,如有需要更换新件。2.检查电箱内部、机身外的电线接驳是否稳固,有没有反松。3.检查速度、压力的线性比例,如有需要可重新调校。4.清洗油箱。每年检修保养1.检查安全机械部分的固定螺丝是否收紧。2.清洗冷却器管内外壁、油箱。3.清洗滤油器上污物及清扫空气滤器上灰尘。4.检查压力油是否需要更换。5.清扫电动机扇叶及外毂表面灰尘。并注入润滑油脂于轴承上。6.检查机身外露的电线,如损伤,必须更换。7.检查油压马达部分轴承组合是否有噪音发出,重新注入润滑油脂或更换新轴承。8.重新检查机身水平,锁模头板与移动模板间的平行度。9.检查速度、压力的线性比例,如有需要可重新调校10.检查油压系统的工作压力是否过低或过高11.检查全机各部分是否有漏油现象',)
提供注塑机安全操作规程,注塑机安全操作规程文件会员下载,编号:1700831012,格式为 docx,文件大小为2页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载