波峰焊常见问题与处理方案,班主任常见问题处理方案
本作品内容为波峰焊常见问题与处理方案,格式为 doc ,大小 34856 KB ,页数为 3页
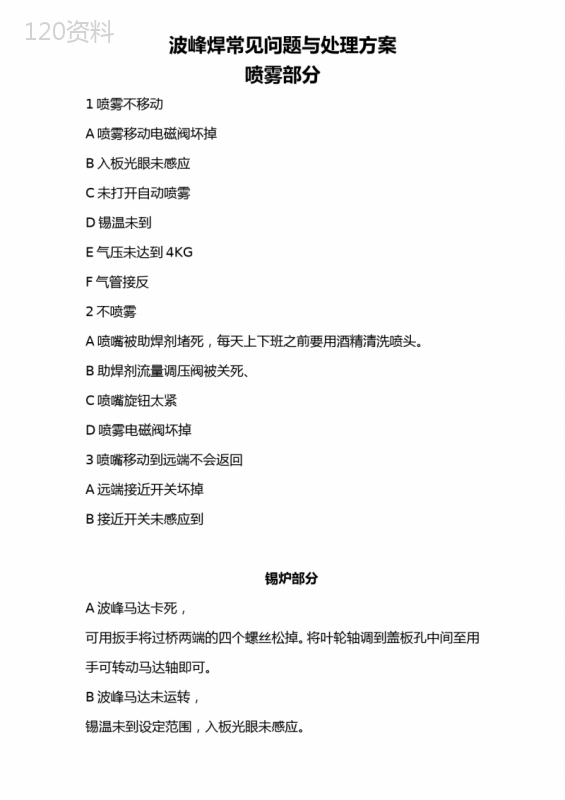
('波峰焊常见问题与处理方案喷雾部分1喷雾不移动A喷雾移动电磁阀坏掉B入板光眼未感应C未打开自动喷雾D锡温未到E气压未达到4KGF气管接反2不喷雾A喷嘴被助焊剂堵死,每天上下班之前要用酒精清洗喷头。B助焊剂流量调压阀被关死、C喷嘴旋钮太紧D喷雾电磁阀坏掉3喷嘴移动到远端不会返回A远端接近开关坏掉B接近开关未感应到锡炉部分A波峰马达卡死,可用扳手将过桥两端的四个螺丝松掉。将叶轮轴调到盖板孔中间至用手可转动马达轴即可。B波峰马达未运转,锡温未到设定范围,入板光眼未感应。整机未动作A急停按下。B温度未到C控制电路保险烧掉D入板光眼未感应波峰焊焊接工艺1连锡形成原因A相邻导线或焊盘间距太小。B元器件引脚伸出PCB板太长并且倾斜C预热温度高或太低D.PCB传送速度快E导轨倾角小F锡炉温度低G助焊剂太多2锡点发黄,PCB板表面不干净A预热温度太高B助焊剂流量太小,没喷到C二次波峰过锡挡板太高。使锡表面残留物无法流出,可适当调低3虚焊A锡炉温度太低或太高,一般无铅焊接应保持在265℃--270℃之间。B波峰太低过不到锡C传送速度太快或焊接时间过长D助焊剂没喷到4焊点不亮A锡炉中锡渣太多,特别是铜的的过量积累,会使焊点外观呈灰色B锡条中锡含量过低C锡炉温度过高使锡料表面失去特有的金属光泽。5拉尖A导轴倾角太小,适当调大导轨倾角B锡渣太多,预热或锡炉温度太低。',)
提供波峰焊常见问题与处理方案,班主任常见问题处理方案会员下载,编号:1700820443,格式为 docx,文件大小为3页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载