麻花钻热处理工艺设计说明
本作品内容为麻花钻热处理工艺设计说明,格式为 doc ,大小 592936 KB ,页数为 19页
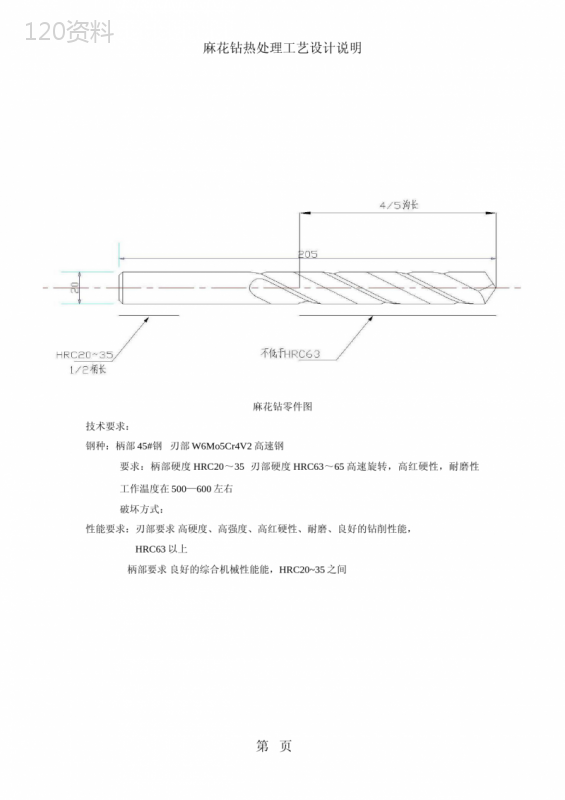
('麻花钻热处理工艺设计说明麻花钻零件图技术要求:钢种:柄部45#钢刃部W6Mo5Cr4V2高速钢要求:柄部硬度HRC20~35刃部硬度HRC63~65高速旋转,高红硬性,耐磨性工作温度在500—600左右破坏方式:性能要求:刃部要求高硬度、高强度、高红硬性、耐磨、良好的钻削性能,HRC63以上柄部要求良好的综合机械性能能,HRC20~35之间第页麻花钻热处理工艺设计说明目录前言……………………………………………………………………1.麻花钻的服役条件和失效形式…………………………………1.1麻花钻的工作条件………………………………………………1.2麻花钻的失效形式………………………………………………2.麻花钻的性能要求………………………………………………3.麻花钻的选材……………………………………………………4.麻花钻的热处理工艺流程………………………………………4.1零部件用钢的分析………………………………………………4.1.1相关钢种化学成分的作用……………………………………4.1.2相关钢种的热处理工艺性能分析……………………………4.1.3钢材的组织性能与各种热处理工艺的关系…………………4.2热处理工艺方案、工艺参数及其论证…………………………4.2.1部件的加工工艺路线及其简单论证…………………………4.2.2确定预备热处理工艺方案、工艺参数及其论证……………4.2.3确定最终热处理工艺方案、工艺参数及其论证……………4.2.4整体工艺过程…………………………………………………4.2.5确定辅助工序方案……………………………………………4.2.6选择加热设备…………………………………………………4.2.7确定工序质量检测项目、标准方法…………………………参考文献………………………………………………………………前言《麻花钻热处理工艺》是参考《热处理手册》、《金属工艺学》等书籍编辑而成的。金属热处理是机械制造中的重要工艺之一,与其他加工工艺相比,热处理一般不改变工件的形状和整体的化学成分,而是通过改变工件内部的显微组织,或改变工件表面的化学成分,赋予或改善工件的使用性能。对麻花钻进行热处理就是为了改善其内部组织结构,从而改变其性能,达到使用要求!第页麻花钻热处理工艺设计说明本书内容包括麻花钻的服役条件、失效形式、选材及其热处理工艺流程。其中对材料的成分、热处理工艺等方面做了详细说明,并配有图片,简洁明了,增强了文章的可读性及实用性!本设计层次分明,条理清晰,结构合理,重点突出,内容深入浅出通俗易懂。由于设计中作者水平有限,难免存在错误和不妥之处,殷切希望大家批评指正!陈永涛2010年10月23日1.麻花钻的工作条件,失效形式1.1麻花钻的工作条件工具的工作条件比较复杂,各种工具的工作条件又有较大的差异,加工时往往以摩擦为主,常有较大的冲击。机用工具切削速度较高,会产生大量的切削热,有时会发生切削刃软化现象。作为机床上使用的金属切削工具,其主要工作部分是刀刃或刀尖,刀具在进行切削时,刀尖与工件之间,刀尖与切除的切削之间要产生强烈的摩擦,刀尖要承受挤压应力,弯曲应力,还要承受不同程度的冲击力。同时伴随摩擦会产生高温。金属切削工具首先应具备高的硬度和耐磨性。在一定条件下,工具的硬度越高,其耐磨性也越高。同时切削工具还具备足够的韧性,否则可能因为脆性过大,在外力作用下产生蹦刃,折断,破碎等现象。红硬性也是切削工具的重要性能,特别是高速切削工具,红硬性特别重要。1.2麻花钻的失效形式由于工具种类的不同以及使用条件的差异,起失效形式也有所第页麻花钻热处理工艺设计说明不同。切削工具失效主要由于磨损、横刃、外缘点磨损、崩刃、剥落、折断或加工的工件打不到技术要求等原因造成的(1)磨损磨损时切削工具在正常使用情况下最常见的失效形式。当切削工具发生严重磨损时,工具与被加工工件之间摩擦力增大,表现为切削时发出尖叫声或严重的震动,甚至无法切削。磨损的产生大都是由于工具的切削刃与被切削工件之间的摩擦所产生的。有时也可能是由于在工具表面形成积痟瘤,形成粘合磨损所造成的。(2)崩刃崩刃也是常见的失效形式,其中包括大的崩刃,小的崩刃,掉牙,掉齿等现象,很多的崩刃产生是由于切削时切削刃长期受循环应力所造成的一种疲劳断裂现象。对间断切削的工具或切削时承受较大的载荷的工具如何提高韧性,减少崩刃非常重要。这类工具要求材料组织均匀,不应有严重的碳化物偏析,热处理硬度不宜过高,不能产生淬火,过热及回火不足等增加工具脆性的现象。(3)断裂,破碎切削工具由于受到较大的冲击力或因工具自身的脆性较大有时会产生整体断裂,破碎现象。比如钻头的扭断,折断,拉倒的拉断,折断。工具的断裂,破碎现象的产生与工具本身的韧性不是有关,但不是所有的断裂,破碎现象都是因为工具脆性较大而引起的。(4)被加工工件达不到要求在切削过程中,由于工具产生了严重的磨损或工具的切削刃上有明显的崩刃现象,这时工具虽然可以继续加工,但由于被加工工件的尺寸精度或表面粗糙度达不到技术要求,而使麻花钻不能使用。2.麻花钻的性能要求第页麻花钻热处理工艺设计说明作为切削工具如果用普通碳素钢应具有一下性能:良好的退火组织,网状碳化物不能太严重。具体要求:表2-1普通碳素钢性能钢号珠光体组织网状碳化物T7,T8,T9¢≤60mm¢≤60mm≤2级T10,T11,T12,¢≤60mm¢≤60mm≤2级9SiCr,Cr06,CrWMn≤5级¢≤60mm≤3级供作丝锥用9SiCr2-1.5级¢≤60mm≤2级碳素钢与合金钢的退火要求必须是退火珠光体和网状碳化物而且必须按照国家标准的鉴别图进行评定。合格产品级别为:直径≤50-70mm≤3级:直径70-120mm≤5级:直径≥120mm≤6级。球化组织良好的钢淬火过热敏感性小,可切削性好,工艺性能好。严重的碳化物使钢的塑性降低,淬火开裂倾向增大,增加刀尖的脆性,见底刀具的使用寿命。作为高速钢的要求:高速钢的碳化物不均匀度要按国标要求(GB9313)的规定。碳化物不均匀度过高,钢的强度和红硬性下降,脆性增大,工具容易产生崩刃,断齿等现象,显著降低工具的使用寿命,同时碳化物不均匀度增加会造成淬火过热时钢的晶粒不均匀的长大,增加钢的淬火过热敏感性,增加工具钢的淬火开裂倾向。高速钢种的的碳化物尺寸不应过大否则也会降低工具的使用寿命,甚至造成工具切削时,产生崩刃现象。高速钢中大块碳化物的尺寸应符合国标。3.麻花钻的选材工具钢主要有普通工具钢和高速钢两大类型。普通工具钢中不含合金元素的钢种有T7,T8,T12等碳素工具钢。这类钢热处理可以得到较高的硬度,有较高的耐磨性和良好的可加工性能,且价格低廉。但这类刚红硬性差,淬透性低,淬火畸变和开裂倾向性大,因此这类钢适用于制造要求硬度高,形状简单的工具。其中T7钢有较高的强第页麻花钻热处理工艺设计说明度和韧性,适用于制造承受冲击载荷的工具:T8,T10,T12钢的耐磨性高,韧性低,适用于制造要求耐磨性高而承受冲击载荷较小的工具。普通工具钢中含有合金元素的钢种有9SiCr,CrWMn,Cr12MoV等。这类钢含有一定数量的合金元素,因而具有稍高的耐回火性能,以及有较小的淬火畸变和较小的淬火开裂倾向。这类钢适用于制造形状比较复杂的手工工具和红硬性要求不高的切削工具。其中Cr12型高碳高Cr钢具有很高的淬透性,耐磨性,较高的耐回火性,以及很小的淬火畸变,适用于制造截面较大,形状复杂,耐磨性要求较高的工具。从性能和成分上来划分,高速钢主要包括通用高速钢,高碳高速钢。通用高速钢用于制造各类普通工具。高碳高速钢耐磨性和切削性能高于普通高速钢。含合金元素较少的低合金高速钢价格稍低,在某些使用条件下可以作为高速钢的代替品,制造一些不太重要的切削工具。高速钢由于所含合金元素的种类和数量不同,其耐磨性,韧性,红硬性,可磨削性,可切削性级冷热塑性等工艺性能会有很大的差别。在选择切削工具的材料时,首先应根据工具的类型,切削方式,被加工材料的可加工性,以及切削规范等因素确定耐磨性,韧性和红硬性中哪种性能对这种工具最重要,在根据下表或其他类似资料确定那种材料可以满足这些性能要求,此外材料的工艺性能和价格也应作为考虑的因素。表3-1高速钢使用性能举例表3-2制造各类钢常用钢种第页麻花钻热处理工艺设计说明表3-2列举了各种工具常用的材料。列在前面的材料为首推材料,列在后面的为替代品或在某些特殊情况下使用的材料。例如高速钢用于制造手工工具,是由于耐磨性等方面的特殊要求。表中所列材料仅为一般情况下的正常选择。所以选用W6Mo5Cr4V2。4.麻花钻的热处理工艺流程4.1零部件用钢的分析4.1.1相关钢种化学成分的作用相关钢种化学成分如表4-1表4-1相关钢种化学成分W6Mo5Cr4V2的化学成分45#的化学成分C0.8~0.9%0.42~0.50%W5.5~6.75%Mo4.5~5.5%V1.75~2.20%Cr3.8~4.40%碳的作用:提高淬硬性和热硬性,随着碳含量的增加淬火回火后硬度和热硬性都增加钨的作用:获得热硬性的主要元素,在钢中形成M6C是共晶碳化物的主要组成它还以二次碳化物由奥氏体析出。第页麻花钻热处理工艺设计说明钼的作用:Mo和W可相互取代,故也是获得热硬性的元素,并减小碳化物的不均匀性。钒的作用:提高马氏体回火稳定性,阻碍马氏体分解同时提高高速钢的热硬性。铬的作用:铬在钢中主要存在于M23C6中,也溶于M6C和MC型碳化物,促使其溶于奥氏体,增加奥氏体合金度。淬火加热时,铬几乎溶于奥氏体,主要起增加钢的淬透性作用。4.1.2相关钢种的热处理工艺性能分析。W6Mo5Cr4V2淬火后:①淬透性淬透性随淬火温度的提高淬透性增加。因为温度升高奥氏体晶粒尺寸增大淬透性提高。淬硬性随淬火温度的升高而增大,但是如果温度过高奥氏体晶粒过于粗大淬火后会产生开裂或变形。②变形倾向淬火后变形分两种:翘曲变形和体积变形。翘曲变形主要是加热时工件在炉内放置不当或搓火前后没有定型处理或冷却不均匀所造成。另一方面淬火前后组织不一样引起体积变形。淬火之前一般为珠光体组织,淬火后为马氏体组织。由于两种组织的比容不同,淬火前后将引起体积变化,从而产生变形,但这种变形只按比例使工件胀缩但不改变形状。应力也会引起形状变形。③淬硬性淬硬性表示钢淬火时的硬化能力。它主要与钢的含碳量有关,更确切的是说是它取决于淬火后马氏体中的含碳量,马氏体中的含碳量越高钢的淬硬性越高。4.1.3钢材的组织性能(硬度、强度、耐磨性、塑韧性等)与各种热处理工艺的关系W6Mo5Cr4V2在820~870℃预备热处理后所获得的组织主要是粒状珠光体。铁素体基体上分布着粒状渗碳体的组织就是粒状珠光体,成分一定时,渗碳体颗粒越细晶界面越多,则钢的硬度和强度越高。碳化物越接近等轴状,分布越均匀,则韧性越好,在成分相同的条件下比片状珠光体的硬度稍低,但塑性好。在1210~1230℃淬火后,所获得的组织主要是马氏体。碳在α第页麻花钻热处理工艺设计说明-Fe中的过饱和的固溶体就是马氏体。马氏体具有高硬度、高强度和耐磨性,但是片状马氏体韧性很差,硬而脆。板条马氏体的韧性比片状马氏体的好得多,即在具有较高强度,硬度的同时,还具有相当高的塑性韧性。淬火组织在540~560℃三次回火后,主要获得回火马氏体组织。马氏体分解后形成α相和弥散的ε-碳化物组成的复相组织称为回火马氏体。与淬火马氏体相比,回火马氏体除了具有高硬度、强度和耐磨性外塑性韧性低,克服了淬火马氏体脆而硬的特点。4.2热处理工艺方案、工艺参数及其论证4.2.1部件的加工工艺路线及其简单论证1)下料→焊接→去应力退火:选择45#钢和W6Mo5Cr4V2两种不同的材料焊接在一起,由于焊接所产生的热量使接口处存在热应力,故要进行一次去应力退火。图4-1去应力退火曲线去应力退火:加热温度
提供麻花钻热处理工艺设计说明会员下载,编号:1700816648,格式为 docx,文件大小为19页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载