钢卷尺操作规程
本作品内容为钢卷尺操作规程,格式为 doc ,大小 39424 KB ,页数为 2页
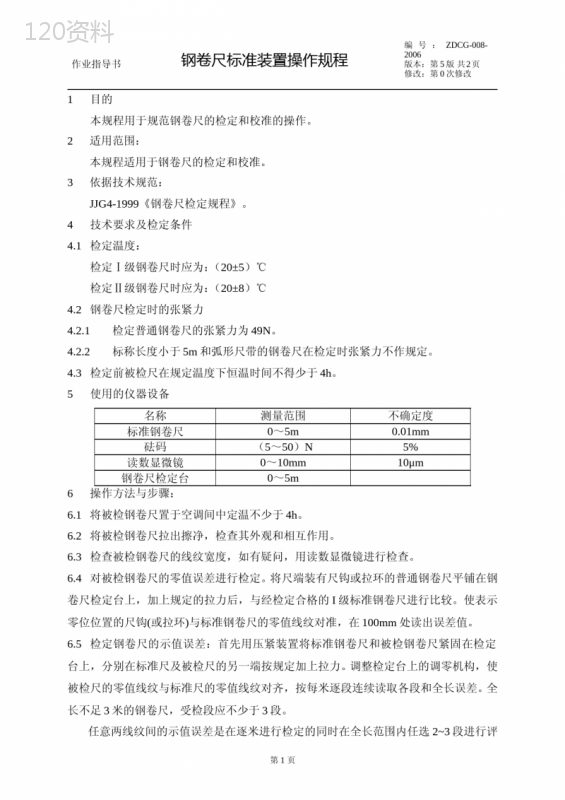
('钢卷尺标准装置操作规程编号:ZDCG-008-2006作业指导书版本:第5版共2页修改:第0次修改1目的本规程用于规范钢卷尺的检定和校准的操作。2适用范围:本规程适用于钢卷尺的检定和校准。3依据技术规范:JJG4-1999《钢卷尺检定规程》。4技术要求及检定条件4.1检定温度:检定Ⅰ级钢卷尺时应为:(20±5)℃检定Ⅱ级钢卷尺时应为:(20±8)℃4.2钢卷尺检定时的张紧力4.2.1检定普通钢卷尺的张紧力为49N。4.2.2标称长度小于5m和弧形尺带的钢卷尺在检定时张紧力不作规定。4.3检定前被检尺在规定温度下恒温时间不得少于4h。5使用的仪器设备名称测量范围不确定度标准钢卷尺0~5m0.01mm砝码(5~50)N5%读数显微镜0~10mm10μm钢卷尺检定台0~5m6操作方法与步骤:6.1将被检钢卷尺置于空调间中定温不少于4h。6.2将被检钢卷尺拉出擦净,检查其外观和相互作用。6.3检查被检钢卷尺的线纹宽度,如有疑问,用读数显微镜进行检查。6.4对被检钢卷尺的零值误差进行检定。将尺端装有尺钩或拉环的普通钢卷尺平铺在钢卷尺检定台上,加上规定的拉力后,与经检定合格的I级标准钢卷尺进行比较。使表示零位位置的尺钩(或拉环)与标准钢卷尺的零值线纹对准,在100mm处读出误差值。6.5检定钢卷尺的示值误差:首先用压紧装置将标准钢卷尺和被检钢卷尺紧固在检定台上,分别在标准尺及被检尺的另一端按规定加上拉力。调整检定台上的调零机构,使被检尺的零值线纹与标准尺的零值线纹对齐,按每米逐段连续读取各段和全长误差。全长不足3米的钢卷尺,受检段应不少于3段。任意两线纹间的示值误差是在逐米进行检定的同时在全长范围内任选2~3段进行评第1页钢卷尺标准装置操作规程编号:ZDCG-008-2006作业指导书版本:第5版共2页修改:第0次修改定,其示值误差不得超过相应段允许误差的要求。当被检尺全长大于检定台面长度时,可用分段法进行检定,其全长误差为各段误差的代数和。毫米和厘米分度示值误差是在发现有疑问时,用分度值为0.0lmm的读数显微镜进行检定。6.6在检定的同时,认真做好原始记录。6.7收回被检钢卷尺,处理数据,出具检定证书。6.8对标准钢卷尺上油、保养,妥善保存。第2页',)
提供钢卷尺操作规程会员下载,编号:1700742519,格式为 docx,文件大小为2页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载