焊接钢管壁厚规格表【大全】,焊接钢管规格表大全 国标
本作品内容为焊接钢管壁厚规格表【大全】,格式为 doc ,大小 142888 KB ,页数为 3页
('焊接钢管壁厚规格表内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.焊接钢管规格尺寸常用标准目前市场上比较常用的规格主要有219mm至3620mm,壁厚基本在6mm至26mm之间,这些在市场上基本都有现货,螺旋焊接钢管主要执行标准有5037和9711和API三种,这些常用规格中常年有现货的执行标准通常为5037标准,5037螺旋焊管主要是作为输水管道或者钢结构使用,如果用于石油、天然气行业应该执行标准为9711,如果是出口的钢管执行标准为API,这三种标准的区别在于对于钢管壁厚下差范围的规定、对于焊缝质量的检测、对于材质的要求等方面。螺旋焊接钢管壁厚规格的测量方法在冷态情况下采用水浸法的超声波脉冲反射方式,在热态情况下不能采用这种方式,因此必须采用非接触测量法。非接触测量法有利用线的放射线方式和利用电磁超声波的超声波方式。利用电磁超声波的超声波壁厚计的优点是,还可应用于在内部有工具情况下用放射线无法测定的对象。电磁超声波方式要求螺旋钢管表面和测定计的距离要靠近,但在实际操作时是很困难的。近开发了采用激光超声波在螺旋钢管表面与测量计的距离大的情况下能进行测定的超声波式热态壁厚计,并已应用于实际。利用线的放射线方式以往只能测量线透射部分的2处壁厚的平均值,但是随着采用多角度配置放射线进行多点壁厚测定的热态壁厚计的实际应用,目前已能够在线把握每一根管所发生的偏心。将这些数据反映到加热条件和轧机的设定及控制中,取得了稳定质量、保证质量的效果非常明显。螺旋焊管在出厂前都要进行打坡口,这主要住方便在管道安装过程中的焊接,以下是打坡标准。1、对于大口径螺旋焊管打坡口原则上是不允许火焰切割再用角磨机打磨的,这样会对管道造成不良的热效应,但是对于现场没有坡口机的施工单位来说,用环形火焰切割机打45度切割后,再用角磨机修理的现象非常常见。2、一般我们会选用U型坡口或复合型坡口,由于U型坡口、复合坡口加工耗时、耗力制约管道焊接功率。V形坡口加工简略,省时、省力,但大口径、厚壁管线V型坡口全主动焊接时,如焊接工艺参数挑选不妥,将招致焊接缺点发生。3、跟着管道建立用焊管强度等级进步至X70、X80等级,管径和壁厚的增大,从2003年起在管道施工中逐步开端使用主动焊技能。管道主动焊技能由于焊接功率高,劳动强度小,焊接进程受人为因素影响小等优势,在大口径、厚壁螺旋焊管建立的使用中具有很大潜力。螺旋管的质量检查和验收,应由供方技术质量监督部门进行。供方必须保证交货螺旋管符合相应产品标准的规定。需方有权按相应产品标准进行检查和验收。螺旋管应成批提交验收,组批规则应符合相应产品标准的规定。螺旋管的检验项目、取样数量、取样部位和试验方法,按相应产品标准的规定。经需方同意,螺旋管可按轧制根数组批取样。螺旋管生产厂家验收螺旋管时应注意以下四点:一、根据合同对照螺旋管的数量、规格等,保证符合双方的协定。二、检查螺旋管的标识是否正确,比如品牌、厂家、材质、日期等,都是很重要的,就像是“身份证”一样。三、注意螺旋管的堆放是否合理,要把相同规格的螺旋管堆放在一起,而且,不能码放太高,否则螺旋管就会受损,这也能体现出一个厂家的专业素质和服务态度。四、注意螺旋管的弯曲度问题,可能在搬运或是码放的过程中,因为不合理的操作,对螺旋管的弯曲度造成影响,一定要仔细检查。内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.',)
提供焊接钢管壁厚规格表【大全】,焊接钢管规格表大全 国标会员下载,编号:1700742310,格式为 docx,文件大小为3页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载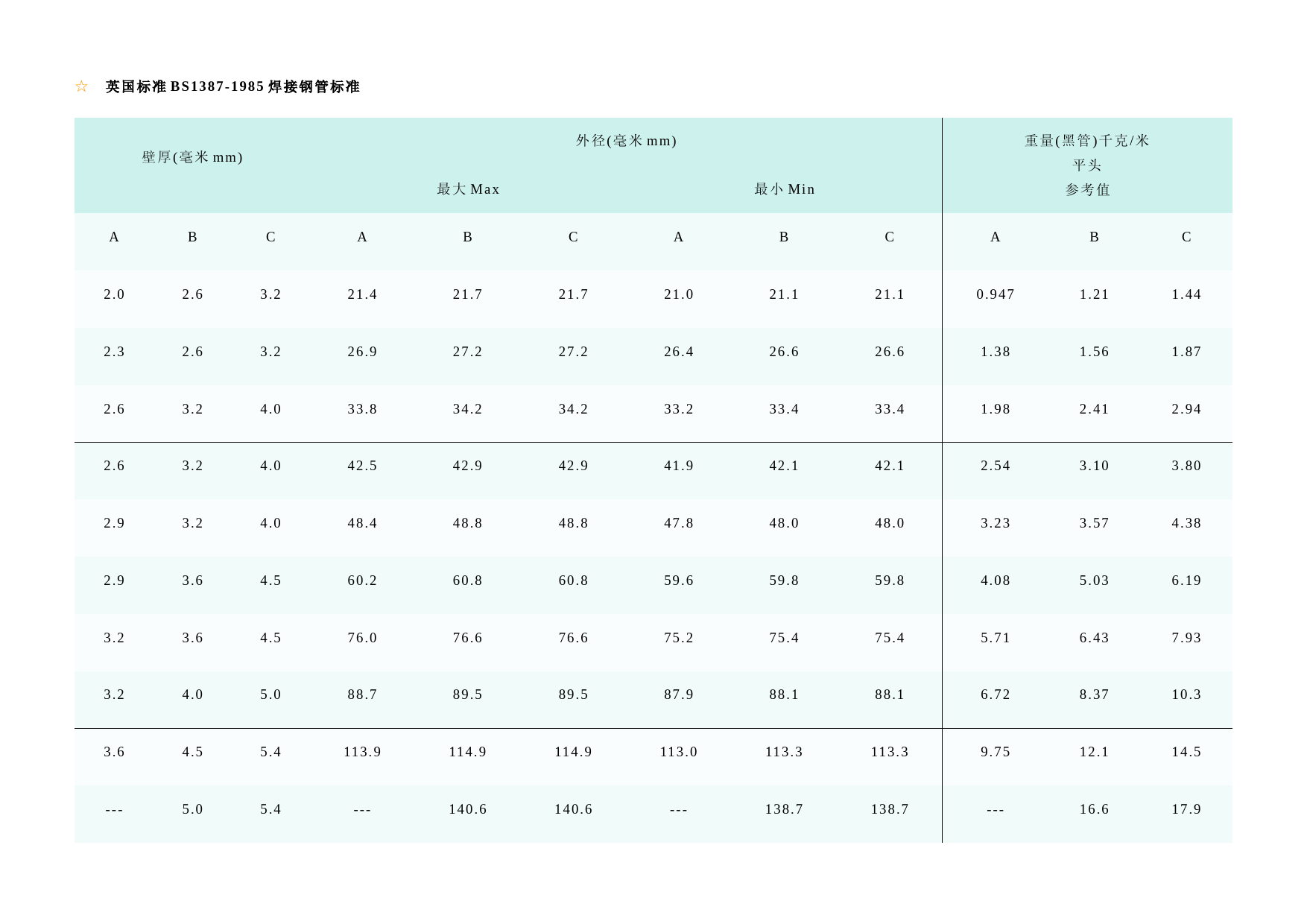 下载
下载 下载
下载 下载
下载 下载
下载