SIEMENS数控车床编程实例
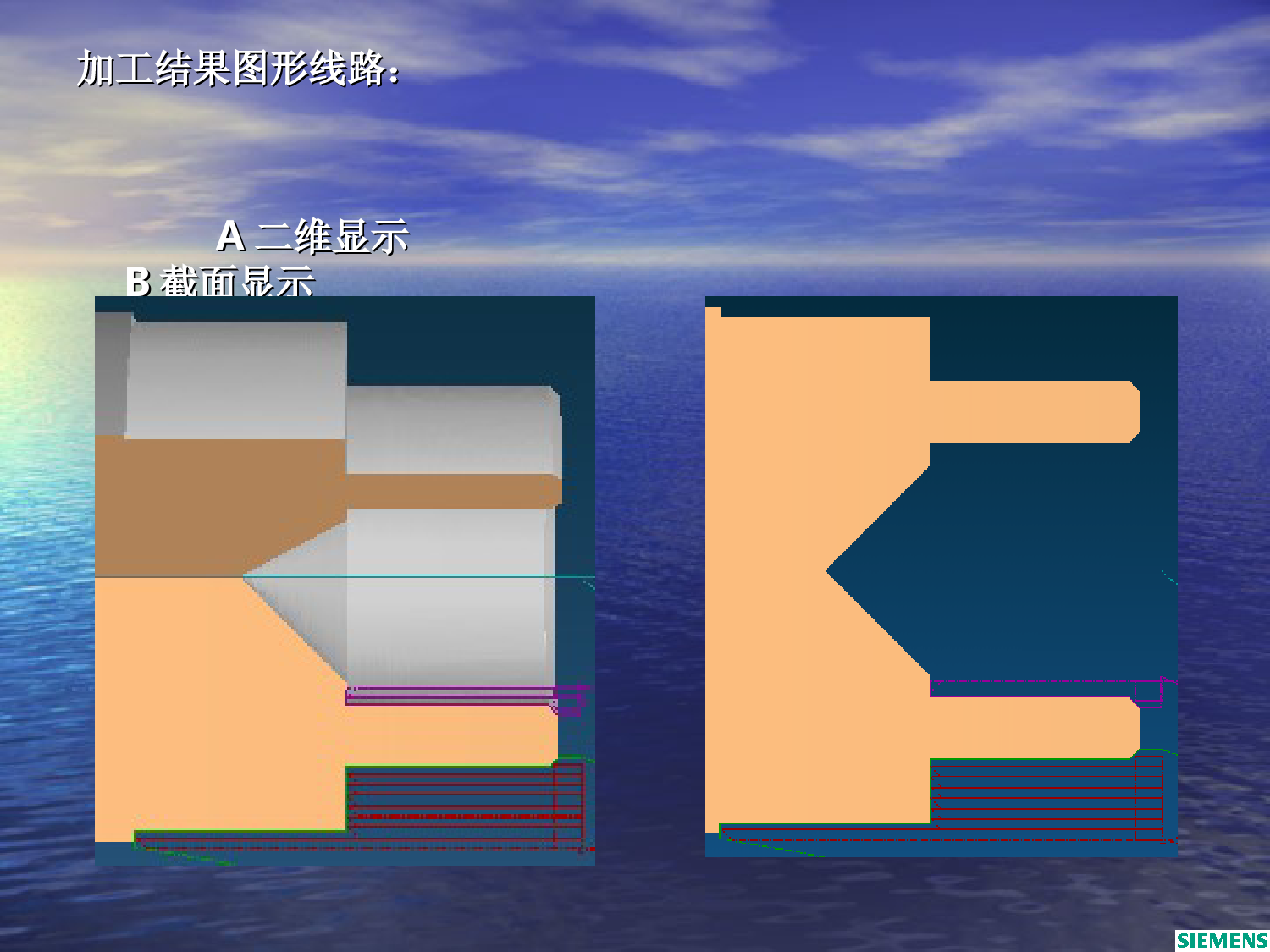
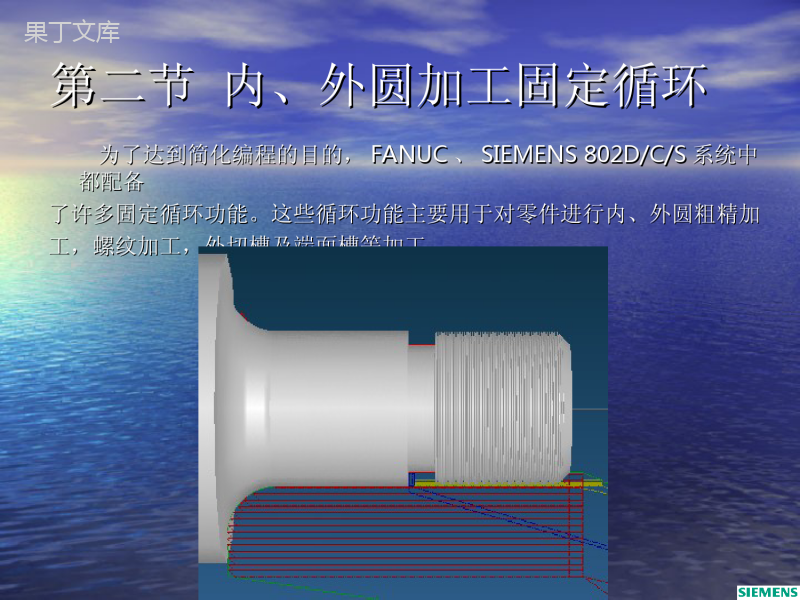

SIEMENSSIEMENSSINUMERIK802SSINUMERIK802SSINUMERIK802CSINUMERIK802C第一节第一节SIEMENSSIEMENS系统功能简介系统功能简介第二节内、外圆加工固定循环第二节内、外圆加工固定循环第三节螺纹加工及其固定循环第三节螺纹加工及其固定循环第四节子程序第四节子程序第五节参数编程与坐标系变换编程第五节参数编程与坐标系变换编程第六节第六节SIEMENSSIEMENS系统及其车床的操系统及其车床的操作作思考与练习思考与练习第一节第一节SIEMENSSIEMENS系统功能简系统功能简介介一、一、SIEMENSSIEMENS数控系统简介数控系统简介SIEMENSSIEMENS数控系统主要由德国数控系统主要由德国SIEMENSSIEMENS公司生产,已经形成了多个系统。公司生产,已经形成了多个系统。1.1.SINUMERIK8/3SINUMERIK8/3系列系列2.2.SINUMERIK810/820/850/880SINUMERIK810/820/850/880系列系列3.3.SINUMERIK840DSINUMERIK840D系列系列4.4.SINUMERIK810DSINUMERIK810D系列系列5.5.SINUMERIK802SINUMERIK802系列系列6.6.SINUMERIKSINUMERIKShopmiallShopmiall系列系列7.7.SINUMERIKSINUMERIKShopturnShopturn系列系列第二节内、外圆加工固定循环第二节内、外圆加工固定循环为了达到简化编程的目的,为了达到简化编程的目的,FANUCFANUC、、SIEMENS802D/C/SSIEMENS802D/C/S系统中系统中都配备都配备了许多固定循环功能。这些循环功能主要用于对零件进行内、外圆粗精加了许多固定循环功能。这些循环功能主要用于对零件进行内、外圆粗精加工,螺纹加工,外切槽及端面槽等加工。工,螺纹加工,外切槽及端面槽等加工。一、一、LCYC95LCYC95(毛坯切削固定循(毛坯切削固定循环)环)1.1.指令格式:指令格式:_CNAME=“_CNAME=“轮廓子程序名”;轮廓子程序名”;R105=___R106=___R108=___R109=___R105=___R106=___R108=___R109=___;;R110=___R111=___R112=___R112=___R110=___R111=___R112=___R112=___;;LCYC95LCYC95;;各参数说明:各参数说明:参数参数功能、含义及规定功能、含义及规定_CNAME=_CNAME=调用轮廓子程序,轮廓子程序名加“”指定调用轮廓子程序,轮廓子程序名加“”指定R105R105加工类型加工类型1~121~12R106R106精车余量,无符号(精车余量,无符号(XX向为半径量)向为半径量)R108R108背吃刀量,无符号(背吃刀量,无符号(XX向为半径量)向为半径量)R109R109粗车切入角,在加工端面时该值必须为零粗车切入角,在加工端面时该值必须为零R110R110粗车时的退刀量(粗车时的退刀量(XX向以半径量表示)向以半径量表示)R111R111粗车进给速度粗车进给速度R112R112精车进给速度精车进给速度二、二、LCYC93LCYC93(切槽固定循环)(切槽固定循环)切槽循环主要用于圆柱形工件内、外形槽的切槽加工。但是,所加工切槽循环主要用于圆柱形工件内、外形槽的切槽加工。但是,所加工的槽必须是以槽中心为对称的轮廓。的槽必须是以槽中心为对称的轮廓。1.1.指令格式:指令格式:R100=___R101=___R105=___R103=___R107=___R108=___R100=___R101=___R105=___R103=___R107=___R108=___;;R114=___R115=___R116=___R117=___R118=___R119=___R114=___R115=___R116=___R117=___R118=___R119=___;;LCYC93LCYC93;;各参数说明:各参数说明:参数参数功能、含义及规定功能、含义及规定R100R100横向坐标轴起始点横向坐标轴起始点R101R101纵向坐标轴起始点纵向坐标轴起始点R105R105加工类型加工类型1~81~8R106R106精加工余量,无符号(精加工余量,无符号(XX向、向、ZZ向余量相向余量相等)等)R107R107刀具宽度,无符号刀具宽度,无符号R108R108背吃刀量,无符号(背吃刀量,无符号(XX向为半径量)向为半径量)R114R114槽宽无符号槽宽无符号参数参数功能、含义及规定功能、含义及规定加工方式与切削动作加工方式与切削动作毛坯切削循环的加工方式用参数毛坯切削循环的加工方式用参数R105R105表示,按形式分成表示,按形式分成33类类1212种:种:第一第一类为纵向加工与横向加工;第二类为内部加工与外部加工;第三类为粗加类为纵向加工与横向加工;第二类为内部加工与外部加工;第三类为粗加工、精加工与综合加工。这工、精加工与综合加工。这1212种形式见下表:种形式见下表:数值(数值(R105R105==))纵向纵向//横向横向外部外部//内部内部粗加工粗加工//精加工精加工//综合加工综合加工11纵向纵向外部外部粗加工粗加工22横向横向外部外部粗加工粗加工33纵向纵向内部内部粗加工粗加工44横向横向内部内部粗加工粗加工55纵向纵向外部外部精加工精加工66横向横向外部外部精加工精加工77纵向纵向内部内部精加工精加工88横向横向内部内部精加工精加工99纵向纵向外部外部综合加工综合加工1010横向横向外部外部综合加工综合加工1111纵向纵向内部内部综合加工综合加工1212横向横向内部内部综合加工综合加工LCYCLCYC外圆固定循环编程例题:外圆固定循环编程例题:LJ.MPFLJ.MPF主程序主程序AA3.SPFAA3.SPF(子(子程序)程序)N10G90G94N10G00X19.8Z2N10G90G94N10G00X19.8Z2N20M03S400N20G01Z0N20M03S400N20G01Z0N30T1D1N30X23.8Z-2N30T1D1N30X23.8Z-2N40G00X52Z2N40G00X52Z2N40Z-25N40Z-25N50_CNAME="AA3“N50_CNAME="AA3“N50X24N50X24R105=1.000R106=0.100R105=1.000R106=0.100N60X28.16Z-45.8N60X28.16Z-45.8R108=1.000R109=0.000R108=1.000R109=0.000N70G02X44.08Z-53N70G02X44.08Z-53CR=8CR=8R110=1.000R111=100.000R110=1.000R111=100.000N80G01X52N80G01X52R112=80.000R112=80.000N90RET/M17N90RET/M17N60LCYC95N60LCYC95N60G00X100Z100N60G00X100Z100N70T2D1N70T2D1N80S1000F80N80S1000F80N90AA3N90AA3N100G00X100Z100N100G00X100Z100……LCYC95LCYC95内孔固定循环编程例题:内孔固定循环编程例题:LJ2.MPFLJ2.MPF(主程序)(主程序)N10G90G54G94N10G90G54G94N20T6D1N20T6D1(内孔车刀)(内孔车刀)N30M03S500N30M03S500N40G00X20Z2N40G00X20Z2N50_CNAME="AA1"N50_CNAME="AA1"R105=3.000R106=0.100R105=3.000R106=0.100R108=1.000R109=7.000R108=1.000R109=7.000R110=1.000R111=100.000R110=1.000R111=100.000R112=50.000R112=50.000LCYC95LCYC95N60G00X20Z2N60G00X20Z2N70S1000F80N70S1000F80N80AA1N80AA1N90G00Z100N90G00Z100N100X100N100X100N110T1D1N110T1D1N120S400N120S400N130G00X52Z2N130G00X52Z2N140_CNAME="AA2"N140_CNAME="AA2"R105=1.000R106=0.100R105=1.000R106=0.100R108=1.000R109=0.000R108=1.000R109=0.000R110=1.000R111=100.000R110=1.000R111=100.000R112=80.000R112=80.000LCYC95LCYC95N150G00X100Z100N150G00X100Z100N160T2D1N160T2D1N170S1000F80N170S1000F80N180AA2N180AA2N190G00X100Z100N190G00X100Z100N200M30N200M30AA1.SPFAA1.SPF(子程序)(子程序)N10G00X26Z2N10G00X26Z2N20G01Z0N20G01Z0N30X24Z-1N30X24Z-1N40Z-20N40Z-20N50X21N50X21N60RETN60RET加工结果图形线路:加工结果图形线路:AA二维显示二维显示BB截面显示截面显示LCYC95LCYC95毛坯切削循环走刀详解:毛坯切削循环走刀详解:二、二、SIEMENS802SIEMENS802系列数控系统常用功能指令介绍系列数控系统常用功能指令介绍11、准备功能指令:、准备功能指令:GG指令指令组别组别功能功能程序格式及说明程序格式及说明G00G000101快速点定位快速点定位G00X__Z__G00X__Z__;;G01G01▲▲直线插补直线插补G01X__Z__F__G01X__Z__F__;;G02G02顺时针圆弧插补顺时针圆弧插补G02X__Z__CR=__F__G02X__Z__CR=__F__;;G03G03逆时针圆弧插补逆时针圆弧插补G03X__Z__I__K__F__G03X__Z__I__K__F__;;G04G04﹡﹡0202暂停暂停G04F__G04F__或或G04S__G04S__;;FF为秒为秒SS为主轴为主轴圈数圈数CIPCIP★★0101通过中间点的圆弧通过中间点的圆弧CIPX__Z__ICIPX__Z__I11__K__K11__F____F__;;G05G05☆☆G05X__Z__IX=__KZ=__F__G05X__Z__IX=__KZ=__F__;;CTCT★★带切线过渡圆弧带切线过渡圆弧CTX__Z__ICTX__Z__I11__K__K11__F____F__;;注:▲表示开机默认;﹡表示非模态指令;★表示▲表示开机默认;﹡表示非模态指令;★表示802D802D特有指令;☆表示特有指令;☆表示802S/802C/802D802S/802C/802D系统通用指令。系统通用指令。GG指令指令组别组别功能功能程序格式及说明程序格式及说明G17G170606选择选择XYXY平面平面G17G17;;G18G18▲▲选择选择ZXZX平面平面G18G18;;G19G19选择选择YZYZ平面平面G19G19;;G25G25﹡﹡33主轴转速下限主轴转速下限G25S__S1=__S2=__G25S__S1=__S2=__;;G26G26﹡﹡主轴高速限制主轴高速限制G26S__S1=__S2=__G26S__S1=__S2=__;;G33G330101恒螺距螺纹切削恒螺距螺纹切削G33Z__K__SF__G33Z__K__SF__;;G34G34★★变螺距,螺距增加变螺距,螺距增加G34Z__K__F__G34Z__K__F__;;G35G35★★变螺距,螺距减小变螺距,螺距减小G35Z__K__F__G35Z__K__F__;;G40G40▲▲0707刀尖半径补偿取消刀尖半径补偿取消G40G40;;G41G41刀尖半径左补偿刀尖半径左补偿G41G01X__Z__G41G01X__Z__;;G42G42刀尖半径右补偿刀尖半径右补偿G42G01X__Z__G42G01X__Z__;;G53G53﹡﹡99取消零点偏置取消零点偏置G53G53;;G500G50088取消零点偏置取消零点偏置G500G500;;G54~G59G54~G59★★零点偏置零点偏置G54G54;或;或G55G55;等;等G54~G57G54~G57零点偏置零点偏置G54G54;或;或G55G55;等;等GG指令指令组别组别功能功能程序格式及说明程序格式及说明G64G641010连续路径加工连续路径加工G64G64;;G70G70((G700G700))★★1313英制英制G70G70;(;(G700G700););G71G71▲▲((G710G710★★))公制公制G71G71;(;(G710G710););G74G74﹡﹡22返回参考点返回参考点G74X1=0Z1=0G74X1=0Z1=0;;G75G75﹡﹡返回固定点返回固定点G75FP=2X1=0Z1=0G75FP=2X1=0Z1=0G90G90▲▲1414绝对值编程绝对值编程G90G01X__Z__F__G90G01X__Z__F__;;ACAC★★G91G01X__Z=AC__F__G91G01X__Z=AC__F__;;G91G91增量值编程增量值编程G91G01X__Z__F__G91G01X__Z__F__;;ICIC★★G90G01X__Z=AC__F__G90G01X__Z=AC__F__;;G94G94每分钟进给每分钟进给mm/minmm/minG95G95▲▲每转进给每转进给mm/rmm/rG96G96恒线速度恒线速度G96S500LIMS=__G96S500LIMS=__;(;(500m/min500m/min))G97G97取消恒线速度取消恒线速度G97S800G97S800;(;(800r/min)800r/min)GG指令指令组别组别功能功能程序格式及说明程序格式及说明DIAMOFDIAMOF★★2929半径量方式半径量方式DIAMOFDIAMOF;;G22G22☆☆G22G22;;DIAMONDIAMON★★▲▲直径量方式直径量方式DIAMONDIAMON;;G23G23☆☆G23G23;;TRANSTRANS★★框架框架指令指令可编程平移可编程平移TRANSX__Z__TRANSX__Z__;;ATRANSATRANS★★ATRANSX__Z__ATRANSX__Z__;;G158G158☆☆G158X__Z__G158X__Z__;;CYCLE93CYCLE93★★车削车削循环循环切槽切削切槽切削CALLCYCLE9___CALLCYCLE9___();();LCYC9____LCYC9____;;LCYC93LCYC93☆☆CYCLE94CYCLE94★★退刀槽(退刀槽(EE型和型和FF型)切削型)切削LCYC94LCYC94☆☆CYCLE95CYCLE95★★毛坯切削毛坯切削LCYC95LCYC95☆☆CYCLE97CYCLE97★★螺纹切削螺纹切削LCYC97LCYC97☆☆22、辅助功能指令:、辅助功能指令:MM指令指令功能功能程序格式及说明程序格式及说明MM辅助功能辅助功能用于进行开关操作,一个程序段最多可以有用于进行开关操作,一个程序段最多可以有55个个MM功功能。能。M0M0程序停止程序停止用用M0M0停止程序执行;按“启动”键加工继续执行。停止程序执行;按“启动”键加工继续执行。M1M1程序有条件停止程序有条件停止与与M0M0一样,但在“条件停有效”功能别触发才生一样,但在“条件停有效”功能别触发才生效。效。M2M2程序结束程序结束在程序最后一段被写入。在程序最后一段被写入。M30M30程序结束程序结束MM功能停止程序结束并返回。功能停止程序结束并返回。M17M17子程序结束子程序结束别写在子程序最后一段别写入,并返回主程序。别写在子程序最后一段别写入,并返回主程序。M3M3主轴顺时针旋转主轴顺时针旋转M4M4主轴逆时针旋转主轴逆时针旋转M5M5主轴停止旋转主轴停止旋转M6M6更换刀具更换刀具在机床数据有效时用在机床数据有效时用M06M06;其它情况直接用;其它情况直接用TT换刀。换刀。M40M40自动变换齿轮级自动变换齿轮级M41~M4M41~M455齿轮级齿轮级11到齿轮到齿轮级级5533、、FF、、SS、、TT功能以及其他特别指令:功能以及其他特别指令:功能指令功能指令功能功能程序格式及说明程序格式及说明FF进给速度进给速度G94G94时时FF单位为单位为mm/minmm/min;;G95G95时时FF单位为单位为mm/rmm/r。。SS主轴转速主轴转速单位单位r/minr/min在在G96G96中中SS为恒切削速度单位为恒切削速度单位m/minm/min。。TT刀具号刀具号T___T___;;PP子程序调用次数子程序调用次数L781P___L781P___;;CHFCHF倒角倒角两轮廓之间插入倒角,两轮廓之间插入倒角,G01X__Z__CHF=__G01X__Z__CHF=__;;RNDRND倒圆角倒圆角两轮廓之间插入过渡圆弧,两轮廓之间插入过渡圆弧,G01X__Z__RND=__G01X__Z__RND=__;;ARAR圆弧插补张角圆弧插补张角单位度。单位度。CRCR圆弧插补半径圆弧插补半径大于半圆的圆弧带负号。大于半圆的圆弧带负号。IXIX中间点坐标中间点坐标用于中间点圆弧插补用于中间点圆弧插补G05G05中。中。IZIZSFSF螺纹切入角螺纹切入角在在G33G33中螺纹切入角度偏移量中螺纹切入角度偏移量0.001~359.9990.001~359.999。。SPOSSPOS主轴定位主轴定位主轴在给定的位置停止。主轴在给定的位置停止。STOPRESTOPRE停止解码停止解码特殊功能。特殊功能。IFIF跳转条件跳转条件有条件跳转,有条件跳转,N10IFR1>5GOTOBMA1N10IFR1>5GOTOBMA1;;GOTOBGOTOB向后跳转指令向后跳转指令N10GOTOBMA1N10GOTOBMA1;;功能指令功能指令功能功能程序格式及说明程序格式及说明GOTOFGOTOF向后跳转指令向后跳转指令N10GOTOFMA1N10GOTOFMA1;;RETRET子程序结束子程序结束与与M17M17一样一样R0R0到到R24R2499计算参数计算参数R0R0到到R99R99可以自由使用,可以自由使用,R100R100到到R249R249作为加工循作为加工循环用环用计算功能计算功能除了除了+-/+-/四则运算外还可以有以下计算功能:四则运算外还可以有以下计算功能:SINSIN()()正弦正弦R1=SINR1=SIN((17.3517.35))COSCOS()()余弦余弦R2=COSR2=COS((R3R3))TANTAN()()正切正切R4=TANR4=TAN((R5R5))SQRTSQRT()()平方根平方根R6=SQRTR6=SQRT((R7R7))ABSABS()()绝对值绝对值R8=ABSR8=ABS((R9R9))TRUNCTRUNC(())取整取整R10=TRUNSR10=TRUNS((1111))33、、FF、、SS、、TT功能以及其它指令:功能以及其它指令:G00G00(快速点定位)(快速点定位)““时间就是金钱”对时间就是金钱”对CNCCNC机床也是如此,刀具必须快速从起始点运行到工机床也是如此,刀具必须快速从起始点运行到工件处。件处。今天的今天的CNCCNC机床可以实现速度极高的运动。机床可以实现速度极高的运动。虽然其速度只等于步行的速度,但是对机床而言,通常只使用短行程轨迹,虽然其速度只等于步行的速度,但是对机床而言,通常只使用短行程轨迹,所以该速度已足够了;几秒钟就接近目标,看不到刹车行程。所以该速度已足够了;几秒钟就接近目标,看不到刹车行程。为了节约时间,刀具尽可能靠近刀具移动,在刀具与工件相垂直处加工时,为了节约时间,刀具尽可能靠近刀具移动,在刀具与工件相垂直处加工时,甚至对专业人员也是很高的操作。格式:甚至对专业人员也是很高的操作。格式:G00X__Z__F__G00X__Z__F__;;G01(G01(直线插补)直线插补)根据根据DIN66025DIN66025标准,所有直线均用标准,所有直线均用G01G01((G1G1缩写)来编程。缩写)来编程。格式:格式:G01X__Z__F__G01X__Z__F__;;G02/G03G02/G03(圆弧插补)(圆弧插补)根据根据DIN66025DIN66025标准,所有直线均用标准,所有直线均用G02/G03G02/G03((G2/G3G2/G3缩写)来编程。缩写)来编程。格式:格式:G02/G03X__Z__CR=__F__G02/G03X__Z__CR=__F__;;G02/G03X__Z__I__K__F__G02/G03X__Z__I__K__F__;;假如要编程一条弧线,首先必须确定旋转方向。根据假如要编程一条弧线,首先必须确定旋转方向。根据DINDIN标准,规定如下:标准,规定如下:对于CNC铣床,定义容易理解,而对CNC车床,由于类型繁多,如平轨床身机床或斜床身机床,就存在问题:在编程弧线时,必须确定终点(和旋转方向)和圆心:在编程弧线时,必须确定终点(和旋转方向)和圆心:圆心圆心MM是参照起始点是参照起始点AA来确定的。来确定的。II、、KK为圆心增量坐标;为圆心增量坐标;II为圆心相对与圆弧起点的为圆心相对与圆弧起点的XX向增量值;向增量值;KK为圆心相对与圆弧起点的为圆心相对与圆弧起点的ZZ向增量值;向增量值;如下图所示:如下图所示:G05G05(通过中间点圆弧插补)(通过中间点圆弧插补)如果不知道圆弧的圆心、半径或张角,但已经知道圆弧轮廓上三个点的如果不知道圆弧的圆心、半径或张角,但已经知道圆弧轮廓上三个点的坐标,则可以使用坐标,则可以使用G05G05功能:功能:格式:格式:N10G90X40Z30N10G90X40Z30;;N20G05X40Z50KZ=40IX=45N20G05X40Z50KZ=40IX=45;;G17/G18/G19G17/G18/G19(坐标平面选择指令(坐标平面选择指令))G17G17表示选择表示选择XYXY平面,平面,G18G18表示选择表示选择ZXZX平面,平面,G19G19表示选择表示选择YZYZ平面。平面。一般,数控车床默认在一般,数控车床默认在ZXZX平面内加工,平面内加工,数控铣床默认在数控铣床默认在XYXY平面内加工平面内加工G25/G26G25/G26(主轴转速极限)(主轴转速极限)可以限定主轴在特定情况下的极限值范围可以限定主轴在特定情况下的极限值范围格式:格式:G25S__G25S__;;G26S__G26S__;;编程例题:编程例题:N10G25S12N10G25S12;主轴转速下限;主轴转速下限1212转转//分钟分钟N20G26S700N20G26S700;主轴转速上限;主轴转速上限700700转转//分钟分钟G33G33(恒螺距螺纹切削)(恒螺距螺纹切削)用用G33G33功能可以加工以下类型的恒螺距螺纹:功能可以加工以下类型的恒螺距螺纹:11、、圆柱螺纹圆柱螺纹22、、圆锥螺纹圆锥螺纹33、、外螺纹外螺纹//内螺纹内螺纹44、、单螺纹和多线螺纹单螺纹和多线螺纹55、、多段连续螺纹多段连续螺纹前提条件:主轴上必须要有位移测量系统。前提条件:主轴上必须要有位移测量系统。格式:格式:左旋和右旋螺纹由主轴旋转方向左旋和右旋螺纹由主轴旋转方向M03M03和和M04M04确定(确定(M03—M03—右旋右旋M04M04——左旋左旋))以下为以下为G33G33螺纹切削中的可编程的尺寸量:螺纹切削中的可编程的尺寸量:注释:注释:螺纹长度中要考虑导入空刀量和退出空刀量。螺纹长度中要考虑导入空刀量和退出空刀量。G34/G35G34/G35(变螺距圆锥螺纹)(变螺距圆锥螺纹)802D802D系统适用系统适用11)指令格式:)指令格式:G34Z__K__F__G34Z__K__F__;(增螺距圆柱螺纹);(增螺距圆柱螺纹)G35X__I__F__G35X__I__F__;(减螺距端面螺纹);(减螺距端面螺纹)G35X__Z__K__F__G35X__Z__K__F__;(减螺距圆锥螺纹);(减螺距圆锥螺纹)G34G34增螺距螺纹;增螺距螺纹;G35G35减螺距螺纹;减螺距螺纹;II、、KK为起始处螺距;为起始处螺距;FF为主轴每转螺距的增量或减量;为主轴每转螺距的增量或减量;其余参数同于其余参数同于G33G33参数。参数。G40G40((刀尖半径补偿取消刀尖半径补偿取消););G41G41((刀尖半径左补偿刀尖半径左补偿););G42G42((刀尖半径右补偿刀尖半径右补偿););11、轮廓和刀具轨迹:、轮廓和刀具轨迹:为了获得精确加工尺寸的工件,在车削和铣削时,都要必须注意到刀具形状。为了获得精确加工尺寸的工件,在车削和铣削时,都要必须注意到刀具形状。尽管刀尖表面为圆弧状,但纵向假如铣刀是以其中心点沿尽管刀尖表面为圆弧状,但纵向假如铣刀是以其中心点沿工件工件车削和端面切削不存在偏差。轮廓移动的。车削和端面切削不存在偏差。轮廓移动的。假如刀具未修正,圆锥车削或半径越大,切削后留下的量就假如刀具未修正,圆锥车削或半径越大,切削后留下的量就越小。越小。半径车削会产生尺寸偏差。半径车削会产生尺寸偏差。刀尖半径补偿刀尖半径补偿和和刀具半径修正刀具半径修正补偿或偏置是使用补偿或偏置是使用G41G41和和G42G42功能实现的。功能实现的。编程例题:编程例题:G01/G00G41/G42X~Z~G01/G00G41/G42X~Z~;建立刀具补偿段;建立刀具补偿段…………轮廓切削程序段轮廓切削程序段…………G01/G00G40X~Z~G01/G00G40X~Z~;撤消刀具补偿段;撤消刀具补偿段运动方向运动方向==观察方向观察方向G41G41刀具位于轮廓的左边刀具位于轮廓的左边G42G42刀具位于轮廓的左边刀具位于轮廓的左边G40G40取消取消G41G41和和G42G42注:车床上判断注:车床上判断G41G41和和G42G42的时候要注意前置与后置刀架之分。的时候要注意前置与后置刀架之分。G54…G57G54…G57,,G500G500,,G53G53(可设定的零(可设定的零点偏置)点偏置)G54G54;第一可设定零点偏置;第一可设定零点偏置G55G55;第一可设定零点偏置;第一可设定零点偏置G56G56;第一可设定零点偏置;第一可设定零点偏置G57G57;第一可设定零点偏置;第一可设定零点偏置G500G500;取消可设定零点偏置—模态有效;取消可设定零点偏置—模态有效G53G53;取消可设定零点偏置—程序段方式有效,;取消可设定零点偏置—程序段方式有效,可编程的零点偏置也一起取消。可编程的零点偏置也一起取消。编程举例:编程举例:N10G54…N10G54…;调用第一可设定零点偏置;调用第一可设定零点偏置N20X…Z…N20X…Z…;加工工件;加工工件……N90G500G00X…N90G500G00X…;取消可设定零点偏置;取消可设定零点偏置输入输入//修改零点偏置值修改零点偏置值操作步骤:操作步骤:G74/G75G74/G75(返回参考点(返回参考点//固定固定点)点)11、、G74G74(返回参考点):(返回参考点):格式:格式:G74X0Z0G74X0Z0说明:用说明:用G74G74指令实现指令实现NCNC程序中回参考点功能,每个轴的方向和速度储程序中回参考点功能,每个轴的方向和速度储存存在机床数据中。在机床数据中。编程举例:编程举例:N10G74X0Z0N10G74X0Z022、、G75G75(返回固定点):(返回固定点):格式:格式:G75X0Z0G75X0Z0说明:用说明:用G75G75可以返回到机床中某个固定点,比如换刀点。固定点的位置可以返回到机床中某个固定点,比如换刀点。固定点的位置固定地存储在机床数据中,它不会产生偏移。固定地存储在机床数据中,它不会产生偏移。编程举例:编程举例:N10G75X0Z0N10G75X0Z0G90/G91G90/G91(绝对和增量位置数(绝对和增量位置数据)据)G90G90;绝对尺寸;绝对尺寸G91G91;增量尺寸;增量尺寸编程举例:编程举例:N10G90X20Z90N10G90X20Z90N20X75Z-32N20X75Z-32N30…N30…G96/G97G96/G97(恒定切削功能)(恒定切削功能)说明:说明:当当G96G96生效时,主轴转速会随着当前加工的工件直径的变化而变生效时,主轴转速会随着当前加工的工件直径的变化而变化化从而始终保证刀具切削处编程的切削速度保持恒定。从而始终保证刀具切削处编程的切削速度保持恒定。格式:格式:G96S…LIMS=…F…G96S…LIMS=…F…;恒定切削生效;恒定切削生效……;加工轮廓程序;加工轮廓程序G97G97取消恒定切削取消恒定切削SS切削速度,单位米切削速度,单位米//分钟分钟LIMSLIMS主轴转速上限,只有在主轴转速上限,只有在G96G96中才生效中才生效FF转进给,单位毫米转进给,单位毫米//转转
提供SIEMENS数控车床编程实例会员下载,编号:1701026926,格式为 xlsx,文件大小为36页,请使用软件:wps,office Excel 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载