数控车编程实例,数控车编程实例加图形
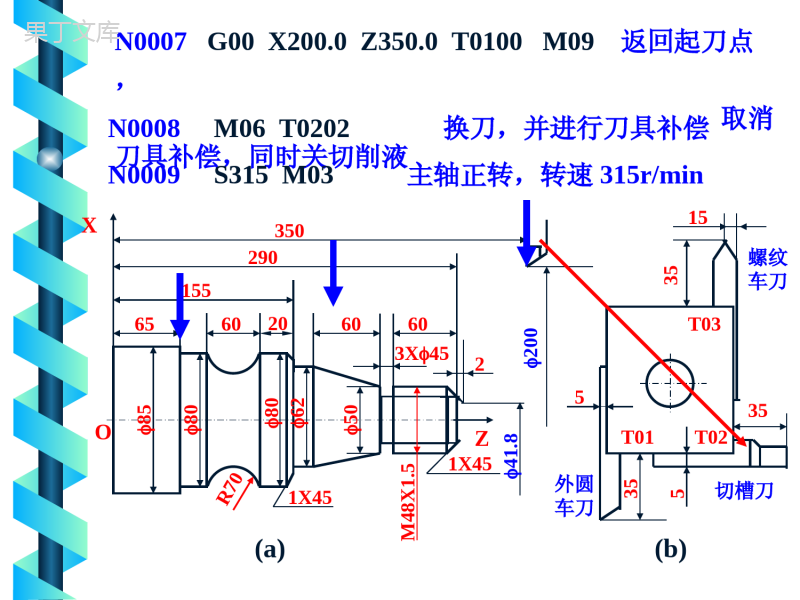
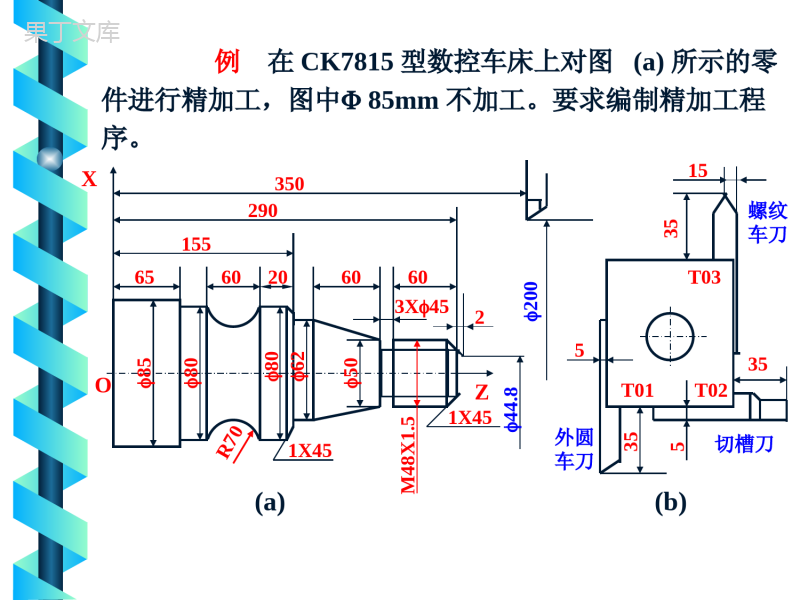
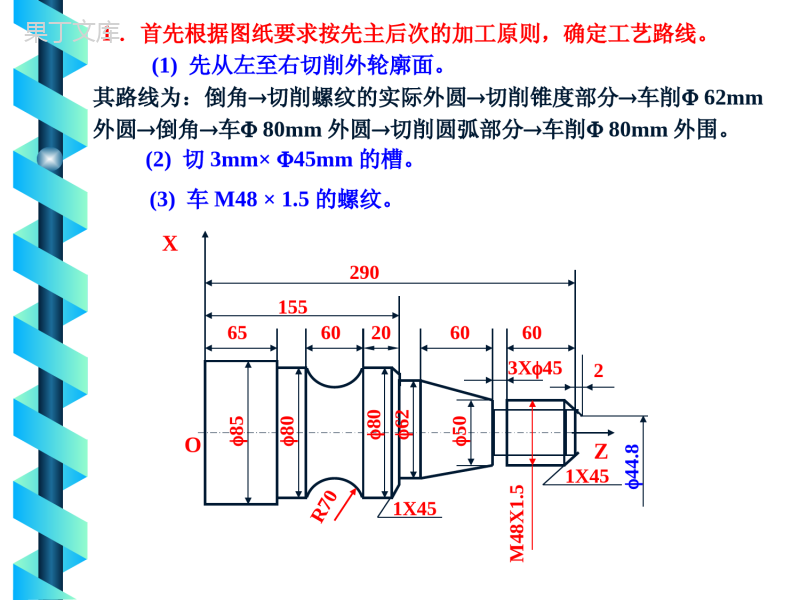
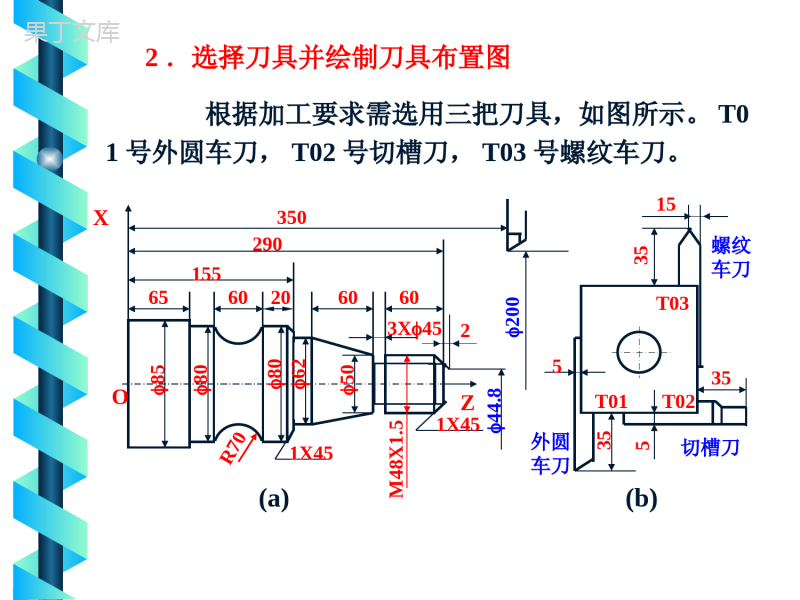
数控车编程实例兰州工业学院例在CK7815型数控车床上对图(a)所示的零件进行精加工,图中85mm不加工。要求编制精加工程序。(a)(b)8085806250M48X1.565602060603X45R701X4515529044.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X451.首先根据图纸要求按先主后次的加工原则,确定工艺路线。(1)先从左至右切削外轮廓面。其路线为:倒角切削螺纹的实际外圆切削锥度部分车削62mm外圆倒角车80mm外圆切削圆弧部分车削80mm外围。8085806250M48X1.565602060603X45R701X4515529044.8OX2Z1X45(3)车M48×1.5的螺纹。(2)切3mm×45mm的槽。2.选择刀具并绘制刀具布置图根据加工要求需选用三把刀具,如图所示。T01号外圆车刀,T02号切槽刀,T03号螺纹车刀。(a)(b)8085806250M48X1.565602060603X45R701X4515529044.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X453.编制的程序N0001G50X200.0Z350.0T01设定起刀点N0002S630M03主轴正转,转速630r/minN0003G00X41.8Z292.0M08快进至X=41.8mm,Z=292mm,开切削液(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45由于加工螺纹后,工作会产生塑性变形,会使工件尺寸变大,普通M螺纹在配合中外螺纹的牙顶和内螺纹的牙底间有一间的间隙,故加工前圆棒直径是小于螺纹的理论的大径,这个尺寸一般在0.1-0.2之间选择.加工前圆棒的直径d=48-0.2=47.8N0004G01X47.8Z289.0F0.15工进至X=47.8mm,Z=289mm,速度0.15mm/r(倒角)Z227.0Z向工进至Z=227mm(精车47.8mm螺纹外径)X50.0X向工进至X=50mm(退刀)(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45X62.0W-60.0X向工进至X=62mm(退刀),-Z向工进60mm(精车锥面)Z155.0Z向工进至Z=155mm(精车62mm外圆)X78.0X向工进至X=78mm(退刀)(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45X80.0W-1.0X向工进至X=80mm(退刀),-Z向工进1mm(倒角)(G01X78.0K-1.0)W-19.0-Z向工进19mm(精车80mm外圆)(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45N0005G02W-60.0I63.25K-30.0顺圆-Z向工进60mm(精车圆弧)N0006G01Z65.0Z向工进至Z=65mm(精车80mm外圆)X90.0X向工进至X=90mm(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45N0007G00X200.0Z350.0T0100M09返回起刀点,取消刀具补偿,同时关切削液N0008M06T0202换刀,并进行刀具补偿N0009S315M03主轴正转,转速315r/min(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45N0010G00X51.0Z227.0M08快进至X=51mm,Z=227mm,开切削液N0011G01X45.0F0.16X向工进至X=45mm,速度0.16mm/r(车45mm槽)N0012G04P1000.0暂停进给1S(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45N0013G00X51.0X向快退至X=51mm(退刀)X200.0Z350.0T0200M09返回起刀点,取消刀具补偿,同时关切削液N0014M06T0303换刀,并进行刀具补偿(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45N0015S200M03主轴正转,转速200r/minN0016G00X62.0Z292.0M08快进至X=62mm,Z=292mm,开切削液(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45N0017G92X47.2Z228.5F1.5X46.6螺纹切削循环,螺距1.5mmX46.2X46.04(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45N0018G00X200.0Z350.0T03M09返回起刀点,取消刀具补偿,同时关切削液N0019M05主轴停N0020M30程序结束(a)(b)8085806250M48X1.565602060603X45R701X4515529041.8200T01T02T033515535355O350X2螺纹车刀外圆车刀切槽刀Z1X45实例车削如图所示的手柄。试计算并编程。取工件右端顶点处为工件原点W,如图所示,则三个光滑连接的圆弧的端点(A、B、C)坐标计算如下:O2E=29−9=20O1O2=29−3=26613.16)EO()OO(222211EO308.226320OOAO2112EOAD917.1263613.16OOAO21111EODO图2-56手柄车削计算图解则A点的坐标为:XA=2×2.308=4.616(直径值),ZA=−(O1W−O1D)=−(3−1.817)=−1.083。又算得:723.162945455.27OOBO3232HOBGBF=O2H−BG=10.777W1O1+O1E+BF=3+16.613+10.777=30.39923.26777.1029)BF()BO(222222FOEF=O2F−O2E=6.923则B点的坐标为:XB=2×6.923=13.846,ZB=−30.39;C点的坐标可直接从图中得到为:Xc=10.0,Zc=−58.0。车削该手柄时,需要编两个程序。另一个程序是用于当一端车好后,将工件调头,夹住8×14的外圆,先粗车右端锥面,再精车右端所有圆弧部分,其中间工序尺寸参见图(b)所示。(为了确定粗车时的中间工序尺寸,可将手柄画到坐标纸上,利用网格粗略决定,或者利用CAD绘图来确定。)第一个程序车削手柄左端外圆阶台到尺寸,对圆弧成形面则留下适当的余量先粗车成斜面,其中间工序尺寸参见图(a)所示,阶台和锥面可使用G71复合循环先粗车,再精车台阶到尺寸。554214φ10φ20φ8φ4.5φ14φ18.51076(b)(a)图2-57车削中间工序图554214φ10φ20φ8φ4.5φ14φ18.51076(b)(a)为了确保调头车削时工件尺寸的一致,建议在第一个程序车削的毛坯装夹时,应调整到工件伸出卡爪长为78−14=64mm。调头车削时,应让卡爪刚好夹住8×14的外圆,这样调头车削时就不需再对刀而可直接执行程序。(如果刀架所处的位置妨碍工件的装卸,可根据实际让刀位置同样地修改两程序中的G92后跟的坐标值,调头车削时应保持刀架拖板位置不动。)具体编程如下:程序内容含义O0022G50X80.0Z50.0;S300M03;G90G00X25.0Z5.0;G71U0.8R1.2P10Q20X0.2Z0.2F50;N10G00X8.0Z5.0;G01X8.0Z-14.0F30;X10.0Z-14.0;X10.0Z-42.0;N20G01X20.0Z-55.0;G00X25.0Z5.0;G00X4.0Z1.0;主程序号建立工件坐标系主轴正转,转速300r/min快进到X=25,Z=5的循环起点用外圆粗车复合循环车阶台和锥面快速移到精车起始处精车开始............精车的最后一段---车锥面快退至循环起点快移到倒角的起点554214φ10φ20φ8φ4.5φ14φ18.51076(b)(a)G01X10.0Z-2.0F50;G00X80.0Z50.0M05;M02;调头车削的程序O0023G50X80.0Z50.0;S300M03;G90G00X25.0Z5.0;G71U0.8R1.2P10Q20X0.2Z0.2F50;N10G00X4.5Z5.0;G01X4.5Z0F30;X14.0Z-7.0;X18.5Z-13.0;X18.5Z-23.0;倒角退回到程序起点程序结束主程序号建立工件坐标系主轴正转,转速300r/min快进到X=25,Z=5的循环起点用外圆粗车复合循环车锥面快速移到精车起始处精车开始..................N20G01X21.0Z-23.0;G00X25.0Z5.0;G00X0Z2.0;G01Z0F30;G03X4.616Z-1.083R3.0;G03X13.846Z-30.39R29.0;G02X10.0Z-58.0R45.0;G00X25.0;G00X80.0Z50.0M05;M02;精车的最后一段快退至循环起点快移到精车圆弧的起点(工件最右端轴心附近)进给到圆弧起点精车R3的圆弧精车R29的圆弧精车R45的圆弧X向退刀到X=25快速退回到程序起点程序结束例编制图所示零件的数控程序,双点画线为2570的坯料,粗车每次切深约1mm,精车余量为0.5。1025314150651425241620161214+X+ZC0.5C1200T01T02355355外圆车刀切槽刀1001025314150651425241620161214+X+ZC0.5C1200100N1G50X200.Z100.建立工件坐标系N4G00X27.Z0S1000M03T01车端面进刀点N5G01X-0.5F80N6G00Z2.X23.第一次粗车进刀点N7G01Z-44.5F100X25.N8G00Z2.X21.第二次粗车进刀点65+X+Z272565+X+Z272565+X+Z232565+X+Z232565+X+Z25+X+Z25+X+Z25N9G01Z-44.5F100X23.N10G00Z2.X19.第三次粗车进刀点N11G01Z-30.5F100X21.N12G00Z2.X17.第四次粗车进刀点N13G01Z-30.5F100X19.N14G00Z2.X15.第五次粗车进刀点+X+Z2521+X+Z2521+X+Z2521+X2521+Z+X2521+Z+X252119+Z+X252119+Z+X252119+Z+X252119+Z+X252117+Z+X252117+Z+X252117+Z+X252117+Z+X252117N15G01Z-10.F100X17.N16G00Z2.X13.第六次粗车进刀点N17G01Z-10.F100X15.N18G00Z2.X9.第七次粗车进刀点N19G01X13.Z-5.F80N20G00Z2.X0.精车进刀点N21G01Z0F70+Z+X25211715+Z+X25211715+Z+X25211715+Z+X25211715+Z+X25211713+Z+X25211713+Z+X25211713+Z+X25211713+Z+X25211713+Z+X25211713+Z+X25211713+Z+X25211713+Z+X25211713N22G03X12.Z-6.I0K-6.车头部圆弧N23G01Z-10.F80车12柱面X14.X16.Z-25.车锥面Z-31X18X20.Z-32.车C1倒角Z-45.X23.X24.Z-45.5车C0.5倒角Z-55.车24柱面+Z+X25211713+Z+X25211712+Z+X25211712+Z+X25211712+Z+X25211612+Z+X25211612+Z+X25211612+Z+X25201612+Z+X25201612+Z+X25201612+Z+X25201612+Z+X25201612T01T02355355外圆车刀切槽刀+Z+X25201612200T01T02355355外圆车刀切槽刀100N24G00X100.Z200.快退至换刀点N25M06T02换切槽刀T02+Z+X25201612200T01T02355355外圆车刀切槽刀100+Z+X25201612200100N26G00X25.Z-45.快进至切槽进刀点N27G01X16.F60切槽N28G04P1000切槽暂停1秒N29G01X25.F150径向进刀N30G00Z-54.切断进刀点N31G01X-0.5F60切断N32G00X200.Z100.M05快速退至起始位置N33M02+Z+X25201612+Z+X2520161216+Z+X2520161216+Z+X2520161216+Z+X2520161216+Z+X2520161216+Z+X25200100实例图所示为一活塞缸盖零件简图,该零件采用数控车床加工。设左端长51mm的外圆部分已由上一道工序加工完成,现为装夹定位端。本次装夹好后,先后完成外形、内孔和切槽等的车削。£«X14175.161514.16.93111010293.8901058013540£«Z程序内容含义002150X150.0Z200.0T0101;300M03;90G00X118.0Z141.5;01X82.0F0.3;00X103.0;01X110.5Z135.0F0.2;48.0F0.3;00X150.0Z200.0T0100;0303;00X89.5Z180.0;145.0;01Z61.5F0.3;主程序号建立工件坐标系,进行刀具补偿主轴正转,转速300r/min快进到X=118,Z=141.5X方向工进到X=82,进给速度0.3mm/r(粗车端面)快退至X=103工进至X=110.5,Z=135,速度0.2mm/r(粗车短锥面)Z向进给至Z=48(粗车(110的外圆)返回起刀点,取消刀补[可用G28回参考点去换刀]自动换刀,并进行刀具补偿[不能自动换刀的机床用M00]快进至X=89.5,Z=180Z向快进至Z=145Z向工进至Z=61.5(粗车90的孔)£«X14175.161514.16.93111010293.8901058013540£«Z程序内容含义X79.5;Z-5.0;G00X75.0;Z180.0;G00X150.0Z200.0T0300;T0505;S600M03;G00X85.0Z145.0;G01Z141.0F0.5;X102.0F0.2;G91X8.0Z-6.93;G90G00Z48.0F0.08;G00X112.0;X向工进至X=79.5(粗车内孔阶梯面)Z向工进至Z=-5(粗车80的孔)X向快退至X=75Z向快退至Z=180返回起刀点,取消刀补[或用G28]自动换刀,并进行刀具补偿[或用M00]主轴正转,转速600mm/r快进至X=85,Z=145Z向工进至Z=141X向工进至Z=102(精车端面)X向轴外工进8,Z向左工进6.93,(精车短锥面)[增量]Z向工进至Z=48(精车110的外圆)[绝对]X向快退至X=112£«X14175.161514.16.93111010293.8901058013540£«Z程序内容含义X150.0Z200.0T0500;T0707;S200M03;G00X85.0Z180.0;Z131.0M08;G01X93.8F0.2;G00X85.0;Z180.0;X150.0Z200.0T0700M09;T0909;S600M03;G00X94.0Z180.0;Z142.0;返回起刀点,取消刀补[或用G28]自动换刀,并进行刀具补偿[或用M00]主轴正转,转速200mm/r快进至X=85,Z=180Z向快进至Z=131,打开切削液X向工进至X=93.8(车93.8的槽)刀头为弧形,和槽形一致X向快退至X=85Z向快退至Z=180返回起刀点,取消刀补,关闭切削液[或用G28]自动换刀,并进行刀具补偿[或用M00]主轴正转,转速600mm/r快进至X=94,Z=180Z向快进至Z=142£«X14175.161514.16.93111010293.8901058013540£«Z程序内容含义G01X90.0Z140.0F0.2;Z61.0;X80.2;Z-5.0;G00X75.0;Z180.0;X150.0Z200.0T0900;T1111;S240M03;G00X115.0Z71.0;G01X105.0F0.1M08;X115.0;G00X150.0Z200.0T1100M09;M05M30;工进至X=90,Z=140(内孔倒角)Z向工进至Z=61(精车90的内孔)X向工进至X=80.2(精车内孔阶梯面)Z向工进至Z=-5(精车80的内孔)X向快退至X=75Z向快退至Z=180返回起刀点,取消刀补[或用G28]自动换刀,并进行刀具补偿[或用M00]主轴正转,转速240mm/r快进至X=115,Z=71X向工进至X=105,打开切削液,(车4.1×2.5的槽)X向工进至X=115(粗车80的孔)返回起刀点,取消刀补,关闭切削液程序结束,复位£«X14175.161514.16.93111010293.8901058013540£«Z
提供数控车编程实例,数控车编程实例加图形会员下载,编号:1701026960,格式为 xlsx,文件大小为38页,请使用软件:wps,office Excel 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载