电镀流水线的PLC课程设计,电镀流水线的plc控制课程设计
本作品内容为电镀流水线的PLC课程设计,格式为 docx ,大小 373597 KB ,页数为 17页
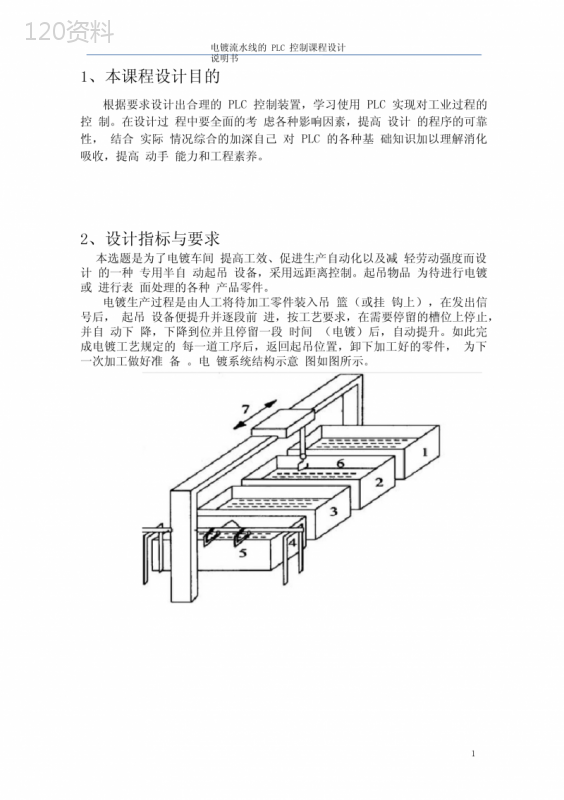
('电镀流水线的PLC控制课程设计说明书11、本课程设计目的根据要求设计出合理的PLC控制装置,学习使用PLC实现对工业过程的控制。在设计过程中要全面的考虑各种影响因素,提高设计的程序的可靠性,结合实际情况综合的加深自己对PLC的各种基础知识加以理解消化吸收,提高动手能力和工程素养。2、设计指标与要求本选题是为了电镀车间提高工效、促进生产自动化以及减轻劳动强度而设计的一种专用半自动起吊设备,采用远距离控制。起吊物品为待进行电镀或进行表面处理的各种产品零件。电镀生产过程是由人工将待加工零件装入吊篮(或挂钩上),在发出信号后,起吊设备便提升并逐段前进,按工艺要求,在需要停留的槽位上停止,并自动下降,下降到位并且停留一段时间(电镀)后,自动提升。如此完成电镀工艺规定的每一道工序后,返回起吊位置,卸下加工好的零件,为下一次加工做好准备。电镀系统结构示意图如图所示。电镀流水线的PLC控制课程设计说明书23.课程设计报告内容与设计步骤(1)设计的任务分析与计算1.课题要求1.电镀流水线顺序控制系统的动力配置两台电动机。行车架前的后移动由行车电动机M1控制,其功率为4kW;提升电动机M2控制吊钩上升与下放,其功率为2.5kW。吊钩上升,提起待镀工件,其上升高度由行程开关控制。2.行车架携待镀工件向前运动至槽上方,由行程开关控制其停止向前运动(制动)。3.吊钩下放到一定位置,制动停车,待镀工件浸入槽内2min。4.吊钩提升待镀工件到位后停止(制动),在镀槽上方停30s。5.行车架携工件运动至第一电镀液回收槽上方,由限位开关控制停止(制动)。6.吊钩下放,其工作情况与3过程相同,浸入槽内时间为32s。7.与4过程相同,停留时间为16s。8.以后工作重复上述过程。2.工艺过程电镀工艺流程图如图所示。先将待镀工件放人槽内2min,然后提起悬停30s,随后放人第一电镀液回收槽内浸32s,提起悬停16s,再放人第二电电镀流水线的PLC控制课程设计说明书3镀液回收槽内电镀流水线的PLC控制课程设计说明书4浸32s,提起悬停16s,如此循环直到加工过程结束。整个过程为:从原始位置开始,行车7停在挂件架5前,挂件架放在固定支架上,由操作人员将待镀工件挂在挂具上,吊钩6勾住挂件架然后启动系统工作(见图)。3.时序分析电镀流水线的PLC控制课程设计说明书54.主电路设计计算在本设计中,装置的运行主要是通过两个电动机的运转实现,在工业控制中,可以直接使用220V电压供电。5.控制方法设计本次课程设计,通过编写较为简单的PLC程序使电镀流水线的控制得以实现在设计过程中,电镀流水线顺序控制系统的动力配置两台电动机。行车架前的后移动由行车电动机M1控制,其功率为4kW;提升电动机M2控制吊钩上升与下放,其功率为2.5kW。吊钩上升,提起待镀工件,其上升高度由行程开关控制。(2)PLC输入/输出接口地址的分配、接口电路图1.PLC选型控制系统采用了8输入4输出,选用S7-200的CPU222即可,但基于在实际中的使用情况,一般选用CPU224。本此设计使用的就是CPU224。2.主电路图及相关功能说明电镀流水线的PLC控制课程设计说明书6上图为系统的主电路图:图中,FA起到了短路保护作用,即当控制线路发生短路故障时,控制线路应能迅速切除电源,FA可以完成主电路的短路保护任务。QA为通电开关,当QA闭合时,就可以用控制电路控制系统的运行。QA0为控制电动机M1向前(正转)移动的主开关,QA1为控制其向后(反转)移动的主开关;QA2为控制电动机M2上升(正转)的主开关,QA3为控制电动机M2下降(反转)的主开关。电路中的BB1和BB2在电路中起到了过载保护作用,由于电动机长期超载运行,会造成电动机绕组温度升到超过其允许值而损坏,所以要采取过载保护,其特点为:负载电流越大,保护动作时间越快,但不能受电动机启动电流影响而动作。3.PLC输入/输出地址分配输入设备I/O地址输出设备I/O地址M1向前(正转)移动开关I0.0控制前后移动电动机M1正转接触器KMlQ0.1M1向后(反转)移动开关I0.1控制前后移动电动机Ml反转接触器KM2Q0.2M2上升(正转)开关I0.2M2上升正转接触器KM3Q0.3M2下降(反转)开关I0.3M2下降反转接触器KM4Q0.4槽1的限位开关I0.4槽2的限位开关I0.5槽3的限位开关I0.6槽4的限位开关I0.7电镀流水线的PLC控制课程设计说明书74.PLC外部接线及相关说明如上图所示,I0.0对应M1向前(正转)移动开关,。I0.1对应M1向后(反转)移动开关。I0.2对应M2上升(正转)开关,同时间接控制定时器的工作。I0.3对应M2下降(反转)开关,同时间接控制定时器的工作。I0.4为槽1的限位开关,可以控制电动机M2工作,也可以间接控制电动机M1停止。I0.5为槽2的限位开关,可以控制电动机M2工作,也可以间接控制电动机M1停止。I0.6为槽3的限位开关,可以控制电动机M2工作,也可以间接控制电动机M1停止。I0.7为槽4的限位开关,可以控制电动机M2工作,也可以间接控制电动机M1停止。Q0.1是用来控制前后移动电动机M1正转接触器KMl。Q0.2是用来控制前后移动电动机Ml反转接触器KM2。Q0.3是用来控制M2上升正转接触器KM3。Q0.4是用来控制M2下降反转接触器KM4。电镀流水线的PLC控制课程设计说明书8(3)梯形图设计及相关分析1.根据(1)设计PLC梯形图PLC梯形图见附录电镀流水线的PLC控制课程设计说明书92.编制程序STL如下面所示:Network1LDI0.2LDSM0.1RM1.1,1SS0.0,1SCRTS0.4Network2Network17LSCRS0.0SCRENetwork3Network18LDI0.0LSCRS0.4SQ0.1,1Network19Network4LDSM0.0LDI0.4TONT38,30RQ0.1,1Network20SCRTS0.1LDT38Network5SCRTS0.5SCRENetwork21Network6SCRELSCRS0.1Network22Network7LSCRS0.5LDSM0.0Network23SM1.0,1LDSM0.0Network8SM1.2,1LDI0.3Network24RM1.0,1LDI0.5SCRTS0.2RM1.2,1Network9SCRTS0.6SCRENetwork25Network10SCRELSCRS0.2Network26Network11LSCRS0.6LDSM0.0Network27TONT37,120LDSM0.0Network12SM1.3,1LDT37Network28SCRTS0.3LDI0.3Network13RM1.3,1SCRESCRTS1.0Network14Network29LSCRS0.3SCRENetwork15Network30LDSM0.0LSCRS1.0SM1.1,1Network31Network16LDSM0.0电镀流水线的PLC控制课程设计说明书10TONT39,32LDI0.3Network32RM1.6,1LDT39SCRTS1.5SCRTS1.1Network49Network33SCRESCRENetwork50Network34LSCRS1.5LSCRS1.1Network51Network35LDSM0.0LDSM0.0TONT41,32SM1.4,1Network52Network36LDT41LDI0.2SCRTS1.6RM1.4,1Network53SCRTS1.2SCRENetwork37Network54SCRELSCRS1.6Network38Network55LSCRS1.2LDSM0.0Network39SM1.7,1LDSM0.0Network56TONT40,16LDI0.2Network40RM1.7,1LDT40SCRTS2.0SCRTS1.3Network57Network41SCRESCRENetwork58Network42LSCRS2.0LSCRS1.3Network59Network43LDSM0.0LDSM0.0TONT42,16SM1.5,1Network60Network44LDT42LDI0.6SCRTS2.1RM1.5,1Network61SCRTS1.4SCRENetwork45Network62SCRELSCRS2.1Network46Network63LSCRS1.4LDSM0.0Network47SM2.0,1LDSM0.0Network64SM1.6,1LDI0.7Network48RM2.0,1电镀流水线的PLC控制课程设计说明书11SCRTS2.2SCRTS2.5Network65Network77SCRESCRENetwork66Network78LSCRS2.2LSCRS2.5Network67Network79LDSM0.0LDSM0.0SM2.1,1TONT44,16Network68Network80LDI0.3LDT44RM2.1,1SCRTS0.0SCRTS2.3Network81Network69SCRESCRENetwork82Network70LDM1.2LSCRS2.3OM1.5Network71OM2.0LDSM0.0=Q0.2TONT43,32Network83Network72LDM1.1LDT43OM1.4SCRTS2.4OM1.7Network73OM2.2SCRE=Q0.3Network74Network84LSCRS2.4LDM1.0Network75OM1.3LDSM0.0OM1.6SM2.2,1OM2.1Network76=Q0.4LDI0.2RM2.2,1(4)调试过程1.调试设备介绍调试过程中采用了YHSMS-A型可编程控制器实验系统V2.0,V4.0STEP7MicroWINSP3软件和西门子S7-200模拟仿真软件。2.调试方法首先,将已编好的PLC程序输入到V4.0STEP7MicroWINSP3软件,当编译无错误的话,运行程序,此时可以在此软件上采用开始程序状态监控,电镀流水线的PLC控制课程设计说明书12就可以看电镀流水线的PLC控制课程设计说明书13到程序运行的状态,从而进行程序分析,纠正其中不合理之处。若程序可以满足设计要求且无错误,可以在YHSMS-A型可编程控制器实验系统V2.0接好线后,开启电源,打开控制开关,将电脑中的程序下载到实验系统中。之后,使程序处于运行状态,通过实验台上面的各个控制开关完成对系统的控制,控制过程中相应的指示灯可以一目了然地看到各个运行状态。Q0.1亮,表示控制前后移动电动机M1正转接触器KMl工作)电镀流水线的PLC控制课程设计说明书14Q0.3亮,表示控制M2上升正转接触器KM3工作)Q0.4亮,表示控制M2下降反转接触器KM4工作)3.程序联调1)电镀流水线的PLC控制课程设计说明书152)3)4)电镀流水线的PLC控制课程设计说明书164.设计中遇到的问题与解决方法1、问题:设计PLC程序时,电动机M1与电动机M2之间需实现互相制约,即当电动机M1工作时电动机M2必须停止,当电动机M2工作时电动机M1也必须停止。解决方法:运用置位、复位指令,在电动机M1置位的同时使得电动机M2复位,即电动机M1工作时电动机M2无法工作。同理,在电动机M2置位的同时使得电动机M1复位,此时电动机M2可以工作而电动机M1无法工作2、问题:在接线过程中,发现PLC实验装置台上没有限位开关。解决方法:用普通开关代替,当程序运行到该状态时用手拨动开关,即表示此时触发了限位开关。3、问题:在调试程序过程中,课题要求的延时时间比较长,因此等待过程比较长。解决方法:在实际调试时我把延时时间缩小了10倍,这样就节省了不必要的等待时间,大大减少了调试程序所花费的时间,从而能够迅速的发现并解决问题。5.设计总结及体会学完一门专业课都要进行一次课程设计,目的是帮助我们把书本中学到的知识运用到实践中去,做到理论与实践相结合。此次设计以分组的方式进行,每组有一个题目,我们做的是电镀流水线的PLC控制。由于平时大家都是学理论,没有过实际开发设计的经验,拿到的时候都不知道怎么做。但通过各方面的查资料并学习。我们基本学会了PLC设计的步聚和基本方法。分组工作的方式给了我与同学合作的机会,提高了与人合作的意识与能力。通过这次设计实践。我学会了PLC的基本编程方法,对PLC的工作原理和使用方法也有了更深刻的理解。在对理论的运用中,提高了我们的工程素质,在没有做实践设计以前,我们对知识的掌握都是思想上的,对一些细节不加重视,当我们把自己想出来的程序与到PLC中的时候,问题出电镀流水线的PLC控制课程设计说明书17现了,不是不能运行,就是运行的结果和要求的结果不相符合。能过解决一个个在调试中出现的问题,我们对PLC的理解得到加强,看到了实践与理论的差距。通过合作,我们的合作意识得到加强。合作能力得到提高。上大学后,很多同学都没有过深入的交流,在设计的过程中,我们用了分工与合作的方式,每个人互责一定的部分,同时在一定的阶段共同讨论,以解决分工中个人不能解决的问题,在交流中大家积极发言,和提出意见,同时我们还向别的同学请教。在此过程中,每个人都想自己的方案得到实现,积极向同学说明自己的想法。能过比较选出最好的方案。在这过程也提高了我们的表过能力。通过此次课设,让我了解了PLC梯形图、指令表、顺序功能图有了更好的了解,也让我了解了关于PLC设计原理。有很多设计理念来源于实际,从中找出最适合的设计方法。虽然本次课程设计是要求自己独立完成,但是,彼此还是脱离不了集体的力量,遇到问题和同学互相讨论交流。多和同学讨论。我们在做课程设计的过程中要不停的讨论问题,这样,我们可以尽可能的统一思想,这样就不会使自己在做的过程中没有方向,并且这样也是为了方便最后设计和在一起。讨论不仅是一些思想的问题,还可以深入的讨论一些技术上的问题,这样可以使自己的处理问题要快一些,少走弯路。多改变自己设计的方法,在设计的过程中最好要不停的改善自己解决问题的方法,这样可以方便自己解决问题。“纸上得来终觉浅,投身实践觅真知。”这便是我此次课程设计的心得。6.参考书目1、《现代电气控制及PLC应用技术》王永华编著北京航空航天大学出版社2、《流行PLC实用程序及设计》(西门子S7-200系列)罗宇航主编西安电子科技大学出版社',)
提供电镀流水线的PLC课程设计,电镀流水线的plc控制课程设计会员下载,编号:1700818316,格式为 docx,文件大小为17页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载