饮料灌装流水线PLC设计--(课程设计)
本作品内容为饮料灌装流水线PLC设计--(课程设计),格式为 doc ,大小 1751285 KB ,页数为 31页
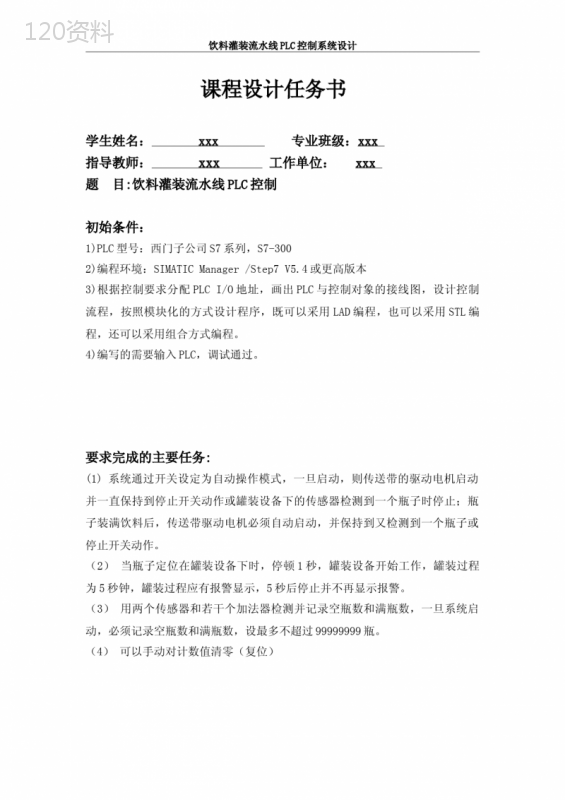
('饮料灌装流水线PLC控制系统设计课程设计任务书学生姓名:xxx专业班级:xxx指导教师:xxx工作单位:xxx题目:饮料灌装流水线PLC控制初始条件:1)PLC型号:西门子公司S7系列,S7-3002)编程环境:SIMATICManager/Step7V5.4或更高版本3)根据控制要求分配PLCI/O地址,画出PLC与控制对象的接线图,设计控制流程,按照模块化的方式设计程序,既可以采用LAD编程,也可以采用STL编程,还可以采用组合方式编程。4)编写的需要输入PLC,调试通过。要求完成的主要任务:(1)系统通过开关设定为自动操作模式,一旦启动,则传送带的驱动电机启动并一直保持到停止开关动作或罐装设备下的传感器检测到一个瓶子时停止;瓶子装满饮料后,传送带驱动电机必须自动启动,并保持到又检测到一个瓶子或停止开关动作。(2)当瓶子定位在罐装设备下时,停顿1秒,罐装设备开始工作,罐装过程为5秒钟,罐装过程应有报警显示,5秒后停止并不再显示报警。(3)用两个传感器和若干个加法器检测并记录空瓶数和满瓶数,一旦系统启动,必须记录空瓶数和满瓶数,设最多不超过99999999瓶。(4)可以手动对计数值清零(复位)饮料灌装流水线PLC控制系统设计由于本题第二步灌装时报警方式并未给出,在这里我设置器报警方式为:红灯以0.5秒的时间间隔闪烁,持续5秒,即亮5次灭5次。饮料灌装流水线PLC控制摘要:随着工业自动化水平日益提高,众多工业企业均面临着传统生产线的改造和重新设计问题。PLC(可编程序控制器)是以微处理器为核心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一起,近年来在工业自动控制、机电一体化、改造传统产业等方面得到普遍应用。作为通用工业控制计算机,其实现了工业控制领域接线逻辑到存储逻辑的飞跃,在世界工业控制中发挥着越来越重要的作用。鉴于此,我利用PLC的功能和特点设计出了一款饮料灌装生产流水线控制系统。关键词:饮料灌装流水线PLC控制、PLC、传感器、定时器,计数器饮料灌装流水线PLC控制系统设计目录1设计任务书..............................................11.1课题名称:饮料灌装流水线PLC控制....................11.2控制要求...........................................11.3设计要求:.........................................31.4设计背景和意义.....................................32系统的主要硬件电路设计..................................42.1PLC选型与资源分配.................................42.2PLCI/O接线图图2-1S7-300饮料灌装流水线PLC控制的I/O接线图及传送带电机接线图。.........................52.3设计流程图.........................................22.4PLC编程前准备工作.................................32.5梯形图.............................................52.5饮料灌装流水线PLC控制............................113程序调试...............................................12S7-300PLC控制饮料灌装流水线装罐程序调试图(一)........12S7-300PLC控制饮料灌装流水线封装程序调试图(二)........144设计小结...............................................15参考文献.................................................161饮料灌装流水线PLC控制系统设计1设计任务书本章主要介绍饮料灌装流水线PLC控制的控制要求,设计要求,以及设计背景及意义。1.1课题名称:饮料灌装流水线PLC控制1.2控制要求某饮料灌装流水线PLC控制图如图所示。该系统可实现对空瓶满瓶的计数的最大值的控制。可实现对空瓶的灌装和对满瓶的封装作业。(1)启动:按下自动按钮后,生产线进入自动工作状态,具备工作条件后,瓶子随着传送带进入工序。(2)罐装:当瓶子随着输送带平稳的进入托瓶架时,托瓶架的限位开关信号送给PLC,翻瓶架的一组气动电磁阀打开,汽缸开始工作,将瓶子送到罐装口的下部,这时汽缸上限信号送入PLC,罐装泵开始启动,在罐装的过程中翻瓶架自动落下,罐装到一定的时间(及罐满)后自动停止。罐装结束后,罐装输送带开始启动。(3)当空瓶和满瓶数目到达系统规定的上限时,输送皮带停止工作,系统也停止灌装和封装工作。2饮料灌装流水线PLC控制系统设计3饮料灌装流水线PLC控制系统设计1.3设计要求:1)PLC型号:西门子公司S7系列,S7-3002)编程环境:SIMATICManager/Step7V5.4或更高版本(本次课程设计采用STEPV55sp2CN)3)根据控制要求分配PLCI/O地址,画出PLC与控制对象的接线图,设计控制流程,按照模块化的方式设计程序,既可以采用LAD编程,也可以采用STL编程,还可以采用组合方式编程。4)编写的需要输入PLC,调试通过。控制分析:根据控制要求可知,当按下启动按钮时,系统开始对空瓶数和满瓶数开始计数,当到达系统设定值时皮带停止传输且系统停止灌装和封装工作。当检测位置没有检测到有瓶子时,皮带继续运输。当检测到有瓶子时,在检测是否为空瓶。若是空瓶,则进入子程序FC1运行;若是满瓶,则进入子程序FC2运行。子程序FC1:首先先延时1S,这个可由定时器实现。然后进行5S中的灌装过程,在此期间皮带停止运输,并且警报灯已0.5S的间隔闪烁。5S之后皮带继续运行。子程序FC2:首先延时1S,这个可有定时器实现,然后经行3S的封装作业。3S之后皮带继续运行。若按下终止按钮SB0,则系统停止工作。1.4设计背景和意义传统的饮料罐装生产线的电气设备控制系统是传统的继电器——接触器控制方式,在使用的过程中,生产工效低,人机对话靠指示灯+按钮+讯响器的工作方式,响应慢,故障率高,可靠性差,系统的工作状态、故障处理、设备监控与4饮料灌装流水线PLC控制系统设计维护只能凭经验被动的去查找故障点。且在生产过程中容易产生二次污染,造成合格率低,生产成本增加。而自动化生产线在众多领域应用得非常广泛,其控制部分常常采用PLC控制,它使自动化生产线运行更加平稳,定位更加准确,功能更加完善,操作更加方便。为适应发展,故提出下面的PLC控制技术改造现有生产线。在此利用德国西门子PLCS7-300在自动化饮料罐装生产线控制系统中的应用。2系统的主要硬件电路设计本章着重介绍饮料灌装流水线PLC控制的PLC选型以及I/0分配表,I/0接线图,设计流程图,梯形图以及程序设计说明。2.1PLC选型与资源分配根据控制要求分析可知,该设计需要7个输入和4个输出,故选择PLC为S7-300,PLC-CPU314,数字量输入模块为SM321(16点输入,24VDC,6ES7321-1BH02-0AA0)数字量输出模块为SM322(16点输出,24VDC,0.5A,6ES7322-1BH01-0AA0),I/O分配表如表1所示。表2-1S7-300PLC饮料灌装流水线的I/O分配表输入输出功能元件PLC地址功能元件PLC地址启动按钮SB1I0.0传送带电机KM1Q4.0停止按钮SB2I0.1报警指示L1Q4.1定位器K1I0.2灌装KM2Q4.2满瓶计数K2I0.3封装KM3Q4.3空瓶计数K3I0.4计数复位K4I0.55饮料灌装流水线PLC控制系统设计检测为空瓶K6I0.66饮料灌装流水线PLC控制系统设计2.2PLCI/O接线图图2-1S7-300饮料灌装流水线PLC控制的I/O接线图及传送带电机接线图。7饮料灌装流水线PLC控制系统设计2.3设计流程图8饮料灌装流水线PLC控制系统设计9饮料灌装流水线PLC控制系统设计10饮料灌装流水线PLC控制系统设计2.4PLC编程前准备工作1)设置项目名称和硬件配置如下图所示:11饮料灌装流水线PLC控制系统设计2)I/O口实际配置如图所示:12饮料灌装流水线PLC控制系统设计3)主程序与子程序如图所示:13饮料灌装流水线PLC控制系统设计14饮料灌装流水线PLC控制系统设计2.5梯形图15饮料灌装流水线PLC控制系统设计16饮料灌装流水线PLC控制系统设计17饮料灌装流水线PLC控制系统设计18饮料灌装流水线PLC控制系统设计19饮料灌装流水线PLC控制系统设计20饮料灌装流水线PLC控制系统设计21饮料灌装流水线PLC控制系统设计2.5饮料灌装流水线PLC控制主程序的作用是:当按下启动按钮后,系统开始工作,传送带开始运行。若没有瓶子被检测到则传送带电机继续工作;当检测到有瓶子时,坐进一步检测为空瓶还是满瓶。如果为空瓶则进入子程序FC1;如果为满瓶则进入子程序FC2。过程中对空瓶和满瓶计数。当计数值到达100000000时,使能M3.6,使传送带电机停止工作,并且停止灌装和封装作业。子程序FC1作用:当检测为空瓶时,先通过计时器T39延时1S,T37与T38在子程序FC1中使T37输出波形是周期为1S,占空比为50%的方波,以此作为报警灯的输入信号;执行灌装时,传送带电机停止工作,并且报警灯以0.5s的间隔闪烁5次。灌装时间为T40设定的5s,5s之后传送带电机开始工作,灌装作业结束。子程序FC2作用:当检测到为满瓶时,由T47定时的1s决定其延时时间。1s之后传送带电机停止工作,置位Q4.3开始封装工作。并且使能T48;封装作业经行时间即为T48设定的3S。3S之后传送带电机开始工作,Q4.3复位,封装作业结束。3程序调试以下为饮料灌装流水线PLC控制的2个子程序的输入输出调试,在S7-PLCSIM中的仿真效果图。22饮料灌装流水线PLC控制系统设计S7-300PLC控制饮料灌装流水线装罐程序调试图(一)灌装过程(1)\\[此时传送带电机还在工作,处于T39设定的1S延时时间内。灌装过程(2)灌装过程(3)23饮料灌装流水线PLC控制系统设计由(2)和(3)可以看出,传送带电机停止工作,系统进入灌装过程,Q4.2置1。Q0.1即报警灯为动态变化中,实际上它处于闪烁状态,亮0.5s灭0.5是,共持续5s即闪烁5次。灌装过程(4)24饮料灌装流水线PLC控制系统设计此时灌装过程结束,Q4.2复位,报警灯不再闪烁,传送带电重新开始工作。S7-300PLC控制饮料灌装流水线封装程序调试图(二)封装过程(1)25饮料灌装流水线PLC控制系统设计此时传送带电机仍在工作,处于T47延时阶段1S过程内。封装过程(2)26饮料灌装流水线PLC控制系统设计从仿真图中可以看出,此时Q4.0复位,运送带电机停止工作。,Q4.3置位,系统处于封装作业中,封装作业时间为T48预设值3s。封装过程(3)27饮料灌装流水线PLC控制系统设计从仿真图可以看出,当时间达到T48预设值3s后,Q4.3复位,Q4.0置位,封装过程结束,传送带电机重新开始工作。空瓶满瓶不超过99999999瓶的实现:梯形图中已经标出,前后有关联的几个加法计数器技术总数达到100000000时就会使能M3.6,使运送带电机停止工作,并且停止灌装和封装过程。4设计小结本次的课程设计设计了了饮料灌装流水线PLC控制中的应用,通过PLC、定28饮料灌装流水线PLC控制系统设计时器和加法器的灯元件的应用达到了控制控制罐子灌装和封装已经总数限制的过程。在这次课程设计中,我获益颇丰,通过网络、书籍、同学以及指导老师的帮助让我学到了很多书本以外的知识,学会使用了一个新的实用性很强的软件,虽然只是刚刚入门,但我一定会利用之后更多的时间来学习。在仿真过程中由于操作和设置的问题,多次出现仿真结果不对的情况,后与同学交流查找资料得以解决,过程中也培养了自己的耐心与仔细操作的习惯。通过亲手进行软件安装,学习,应用和从课程设计要求开始分析,研究,设计这些过程,大大加强的我的动手能力,增强了我学习的热情和信心。参考文献[1]、姜建芳主编《西门子S7-300/400PLC工程应用技术》2012[2]、李长久《PLC原理及应用,北京:机械工业出版社》2006[3]、张国德等《PLC原理及应用;北京:机械工业出版社》2010[4]、《零基础学西门子S7-300/400PLC》机械工业出版社,2010[5]、胡建主编《西门子S7-300PLC应用教程》2007',)
提供饮料灌装流水线PLC设计--(课程设计)会员下载,编号:1700828220,格式为 docx,文件大小为31页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载