锻造工艺,锻造工艺流程
本作品内容为锻造工艺,格式为 doc ,大小 99880 KB ,页数为 4页
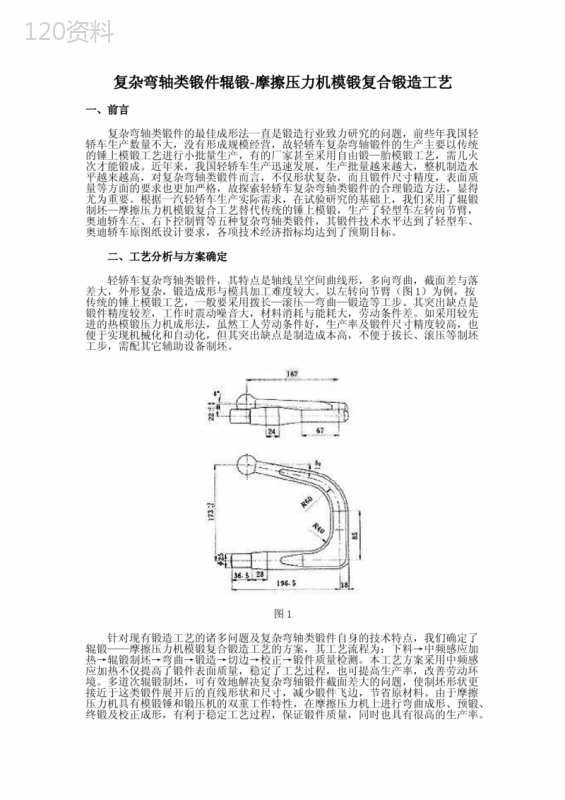
('复杂弯轴类锻件辊锻-摩擦压力机模锻复合锻造工艺一、前言复杂弯轴类锻件的最佳成形法一直是锻造行业致力研究的问题,前些年我国轻轿车生产数量不大,没有形成规模经营,故轻轿车复杂弯轴锻件的生产主要以传统的锤上模锻工艺进行小批量生产,有的厂家甚至采用自由锻—胎模锻工艺,需几火次才能锻成。近年来,我国轻轿车生产迅速发展,生产批量越来越大,整机制造水平越来越高,对复杂弯轴类锻件而言,不仅形状复杂,而且锻件尺寸精度,表面质量等方面的要求也更加严格,故探索轻轿车复杂弯轴类锻件的合理锻造方法,显得尤为重要。根据一汽轻轿车生产实际需求,在试验研究的基础上,我们采用了辊锻制坯—摩擦压力机模锻复合工艺替代传统的锤上模锻,生产了轻型车左转向节臂,奥迪轿车左、右下控制臂等五种复杂弯轴类锻件,其锻件技术水平达到了轻型车、奥迪轿车原图纸设计要求,各项技术经济指标均达到了预期目标。二、工艺分析与方案确定轻轿车复杂弯轴类锻件,其特点是轴线呈空间曲线形,多向弯曲,截面差与落差大,外形复杂,锻造成形与模具加工难度较大。以左转向节臂(图1)为例,按传统的锤上模锻工艺,一般要采用拨长—滚压—弯曲—锻造等工步。其突出缺点是锻件精度较差,工作时震动噪音大,材料消耗与能耗大,劳动条件差。如采用较先进的热模锻压力机成形法,虽然工人劳动条件好,生产率及锻件尺寸精度较高,也便于实现机械化和自动化,但其突出缺点是制造成本高,不便于拔长、滚压等制坯工步,需配其它辅助设备制坯。图1针对现有锻造工艺的诸多问题及复杂弯轴类锻件自身的技术特点,我们确定了辊锻——摩擦压力机模锻复合锻造工艺的方案,其工艺流程为:下料→中频感应加热→辊锻制坯→弯曲→锻造→切边→校正→锻件质量检测。本工艺方案采用中频感应加热不仅提高了锻件表面质量,稳定了工艺过程,也可提高生产率,改善劳动环境。多道次辊锻制坯,可有效地解决复杂弯轴锻件截面差大的问题,使制坯形状更接近于这类锻件展开后的直线形状和尺寸,减少锻件飞边,节省原材料。由于摩擦压力机具有模锻锤和锻压机的双重工作特性,在摩擦压力机上进行弯曲成形、预锻、终锻及校正成形,有利于稳定工艺过程,保证锻件质量,同时也具有很高的生产率。三、工艺设计要点1.辊锻毛坯的设计辊锻毛坯设计是否合理对其后的弯曲,锻造成形工序有很大影响,应精确制坯,满足工序间的合理匹配。除按一般的辊锻毛坯设计原则外,要注意以下问题:(1)辊锻毛坯过渡区段的斜度选取原则为在能满足终锻充满型腔的情况下,斜度尽量取得大些,避免在大小头过渡处形成较大飞边。(2)由于采用辊锻制坯、摩擦压力机成形,在计算毛坯的横截面积F=Fd+2KFf时,飞边槽充满系数K取0.4-0.6即可,根据锻件形状尺寸,难于充填的部分取大值,易于充填的部分取小值。(3)辊锻制坯各道次间的延伸系数的计算与选取,要避免辊锻过程道次之间或辊锻后的毛坯出现折叠。2.弯曲的回弹对复杂弯轴类锻件而言,弯曲成形至关重要。在热锻时,弯曲过程中有否回弹及相关的影响因素,在教材、设计手册及资料中介绍的很少。通过试验研究表明,在摩擦压力机上进行没有夹紧的弯曲时,弯曲回弹是存在的,热锻时弯曲回弹值的大小主要和相对弯曲半径R/t,工件及模具的形状,弯曲部分坯料压扁程度即变形程度关系比较大。当R/t越大时回弹量也越大,工件在弯模中被压扁程度越大,弯曲型槽作用部分越长,回弹量越小。以左转向节臂为例(图1),由于弯曲成形时回弹的影响,在弯曲成形后,开口尺寸增大5-6mm,弯曲角由102°增大到103.4°,弯曲毛坯与终锻型槽明显不相匹配。在校正模弯曲成形时,由于回弹的影响,致使锻件落差尺寸22+2.0+1.0减小了2-3mm,如果设计时不考虑回弹问题,将直接影响着锻件尺寸精度和表面质量及材料利用率。在研制过程中,比较准确地确定了不同件、不同部位的弯曲回弹数值后,对原部分设计进行了修改,取得了较好的效果。3.弯曲毛坯的设计对复杂弯轴类锻件,弯曲毛坯设计是否合理,对锻造成形影响很大。在工艺调试中出现的两个主要问题是:弯曲毛坯放入终锻型槽不稳定,容易偏摆;直角弯曲处易出折叠。如1t轻型车左、右转向节臂两种锻件在最初的设计中,经弯曲后放入终锻型槽时出现偏倒问题。后来修改设计时,加大了弯曲的压扁程度,并重新确定了弯曲毛坯与终锻型槽的接触位置,使弯曲毛坯稳定放入终锻型槽。直角弯曲处易出折叠这是一个普遍存在的技术问题,如图2所示。图2由于金属朝最小阻力方向流动,则在直角弯曲处汇集,结果在锻件本体及毛边上形成折叠。为控制锻件直角弯曲处不出折叠,主要应设计好弯曲毛坯的形状和尺寸,其设计关键是要把直角处的R值尽量取的大些,并使直角弯曲处R的轮廓线在终锻型槽外面,如图3所示,虽然在锻件终锻过程中仍然产生折叠,但这时的折叠仅仅出现在毛边上,而不是出现在锻件本体上。实践证明,只要弯曲毛坯设计合理,能与终锻型槽很好的匹配,是完全可以克服直角弯曲处折叠问题的。图34.弯曲工序的合理安排对于简单弯曲,即一个方向上的弯曲工序,一般安排在顶锻、终锻之前,但对于复杂多向弯曲锻件,弯曲工序的合理安排也是很重要的,从锻造设备本身而言,只有一个垂直方向的运动,只能安排一方向上的弯曲成形,在本项目的研究中,采取了把多向弯曲合理分解的技术措施。如奥迪轿车左、右下拉臂两种锻件、不仅形状复杂,而且锻件在两个方向上有4种不同的弯曲角度。对此,我们在制定工艺时,将一个方向上的弯曲型槽开在预锻模上,经辊锻制坯的毛坯先经一向弯曲并预锻,另一个方向上的三种不同形状、不同角度的弯曲安排在终锻工序即利用终锻型槽完成弯曲和终锻成形。再如2t轻型车左转向节壁臂(图1),也是两个方向4种弯曲角度,并且落差较大,对此种锻件经过认真的工艺分析,采取了如下工艺方案,即在一台摩擦压力机上进行水平方向的弯曲成形,然后在另一台摩擦压力机上终锻成形,经切边后再在校正模上将垂直方向的曲形压出来,这样不仅使终锻模和切边模形状简化,加工制造难度降低,节省模具材料,而且容易保证锻件质量,经实际生产使用表明,左转向节臂的工艺路线是正确的,在校正模上进行垂直方向的弯曲成形是成功的。四、模具合理结构与设计由于摩擦压力机行程速度较模锻锤慢,模具受力条件较好,其承击面一般为锤上模锻1/3即可。在本项目的设计中,对于预锻模、终锻模、校正模均采用了镶块式模具结构,可较大幅度地降低模具材料,降低模具机加工时与费用。此外,为适应大批量生产的要求,模具导向部分采用了导柱、导套结构,以平衡弯轴类锻件模锻过程中出现的错移力,减少锻件错差,提高锻件精度,同时也便于模具安装调整。复杂弯轴锻件截面差较大,一般需经制坯工步,由于制坯后的毛坯截面形状和尺寸很难与锻件相吻合,故在预锻时往往出现多余金属流往模膛外,使预锻模打不靠,在锻模承击面间形成飞边,锤上模锻工艺的预锻不设飞边槽,在本工艺的设计中,在预锻模上也设置了飞边槽,以使多余金属流向飞边槽内,并使模具打靠,从而有效地保证预锻毛坯的形状和尺寸,使预锻毛坯截面积和终锻毛坯截面积匹配合理,保证复杂锻件的良好成形,避免折叠等缺陷。摩擦压力机上预锻飞边槽的形状与终锻相同,但在飞边桥部及仓部高度上要大1.5-2mm,而宽度要缩短4-5mm。这种设计方法对于摩擦压力机模锻成形是很合理的。五、结论(1)采用辊锻—摩擦压力机模锻复合工艺生产轻轿车复杂弯轴类锻件,其产品尺寸精度高,表面质量好,与传统的锤上模锻工艺相比,可平均节约原材料15%以上,能耗降低60%,锻件可比成本下降10%以上,具有显著的经济效益和社会效益。(2)本工艺方案选择合理,生产过程稳定可靠,本文中的工艺设计方法与模具结构设计对其它复杂弯轴类锻件工艺设计具有普遍指导意义。',)
提供锻造工艺,锻造工艺流程会员下载,编号:1700761237,格式为 docx,文件大小为4页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载