螺栓-螺母的等级介绍,螺栓和螺母的区别图解
本作品内容为螺栓-螺母的等级介绍,格式为 doc ,大小 45097 KB ,页数为 7页
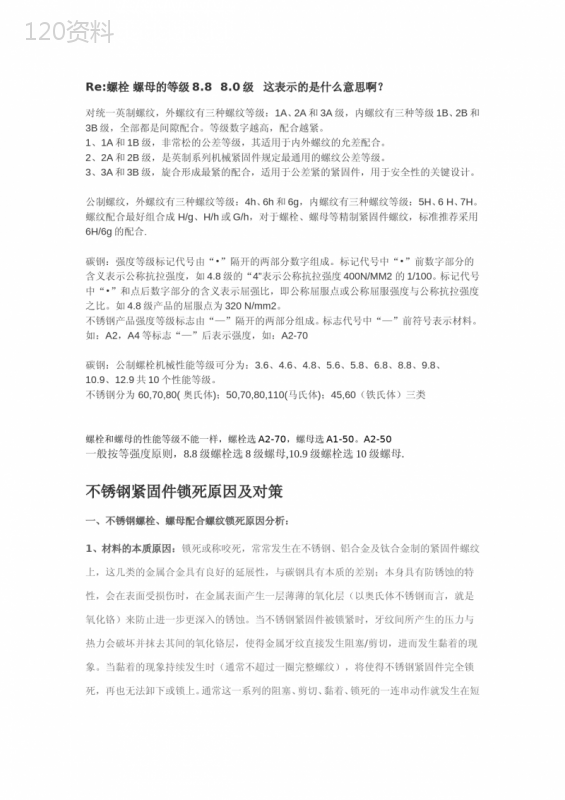
('Re:螺栓螺母的等级8.88.0级这表示的是什么意思啊?对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6H、7H。螺纹配合最好组合成H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准推荐采用6H/6g的配合.碳钢:强度等级标记代号由“•”隔开的两部分数字组成。标记代号中“•”前数字部分的含义表示公称抗拉强度,如4.8级的“4”表示公称抗拉强度400N/MM2的1/100。标记代号中“•”和点后数字部分的含义表示屈强比,即公称屈服点或公称屈服强度与公称抗拉强度之比。如4.8级产品的屈服点为320N/mm2。不锈钢产品强度等级标志由“—”隔开的两部分组成。标志代号中“—”前符号表示材料。如:A2,A4等标志“—”后表示强度,如:A2-70碳钢:公制螺栓机械性能等级可分为:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9、12.9共10个性能等级。不锈钢分为60,70,80(奥氏体);50,70,80,110(马氏体);45,60(铁氏体)三类螺栓和螺母的性能等级不能一样,螺栓选A2-70,螺母选A1-50。A2-50一般按等强度原则,8.8级螺栓选8级螺母,10.9级螺栓选10级螺母.不锈钢紧固件锁死原因及对策一、不锈钢螺栓、螺母配合螺纹锁死原因分析:1、材料的本质原因:锁死或称咬死,常常发生在不锈钢、铝合金及钛合金制的紧固件螺纹上,这几类的金属合金具有良好的延展性,与碳钢具有本质的差别;本身具有防锈蚀的特性,会在表面受损伤时,在金属表面产生一层薄薄的氧化层(以奥氏体不锈钢而言,就是氧化铬)来防止进一步更深入的锈蚀。当不锈钢紧固件被锁紧时,牙纹间所产生的压力与热力会破坏并抹去其间的氧化铬层,使得金属牙纹直接发生阻塞/剪切,进而发生黏着的现象。当黏着的现象持续发生时(通常不超过一圈完整螺纹),将使得不锈钢紧固件完全锁死,再也无法卸下或锁上。通常这一系列的阻塞、剪切、黏着、锁死的一连串动作就发生在短短的瞬间,因此,了解不锈钢制品的特性并遵循正确操作方法是防止不锈钢紧固件锁死的第一步。2、产生锁死现象的内部原因:①同一炉号材质生产的螺栓和螺母组装配合时螺纹锁死概率会增大。②螺纹精度的影响,外螺纹等级6h与内螺纹6H相配合会增大摩擦力,(过度配合)我司生产的外螺纹采用6g,(间隙配合),螺纹大径尺寸在公差范围内的下限。③材质成份中铜Cu含量越高螺纹配合锁死机率相应增大,但有一些紧固件由于冷镦变形量原因,不的不采用铜含量较高的材料。我司所用材料会引起螺纹配合锁死概率由大到小:302HQ≥304HC≥3043、产生锁死现象的外部原因:①没有正确选用产品,在使用前应先确认产品的机械性能是否能满足使用需求(如螺丝的抗拉强度和螺帽的安全载荷)。另外,螺丝的长度选择应恰当,以旋紧后露出螺帽1-3个牙距为宜。②牙纹粗糙或有异物沾粘,如有焊点及其它金属屑夹在牙纹间,常会导致锁死。③用力太过或上锁速度过快尽可能选用扭力扳手或套筒扳手,避免使用活动扳手或电动扳手,因为电动扳手常导致上锁速度过快,温度急速上升而锁死。④施力方向角度不合理,螺帽必须垂直于螺丝的轴线进行旋合,切勿倾斜。⑤未使用垫圈,垫圈的使用能有效防止上锁过紧的问题。二、预防不锈钢紧固件在使用过程中锁死的方法:由于不锈钢具有良好的延展性,与碳钢有本质的差别,使用不当会导致螺栓与螺母配合后无法旋开,即“锁死”,俗称“咬死”,预防锁死主要有以下几个方面:①正确选择产品:a.合理选用螺丝长度与规格,以旋紧后露出螺母1-3牙距为宜;b.在使用之前先确认产品的机械性能是否能满足使用要求;②减少摩擦系数:a.螺纹表面清洁(如无灰砂、杂物);b.建议表面涂水蜡或添加润滑剂(如黄油、40#机油);③正确操作方法:a.必须垂直于螺纹的轴线进行旋合,切勿倾斜;b.在旋紧过程中,施力必须均匀,旋紧力矩不可超过安全扭矩;(见安全扭矩表)c.尽可能选用扭矩扳手或套筒扳手,避免使用活动扳手或电动扳手;d.避免高温状态下使用,且不要快速旋转,温度急速上升会更容易锁死。④材质的互换配合:(如304材质螺栓与316材质螺母组装配合)安全扭矩表(以下数据仅供参考)单位:N.m规格M40.7M50.8M61.0M81.25M101.5M121.75安全扭矩2.559204055规格M142.0M162.0M182.5M202.5M222.5M243安全扭矩100150180220400510紧固件的锁死现象紧固件使用者经常会反映:为何不锈钢紧固件有时会有锁死的问题,而在使用碳钢紧固件时并不常发生类似现象,是不是不锈钢紧固件材质较软,碳钢紧固件相对来说比较硬的原因呢?没错!不锈钢与碳钢具有本质上的差别。不锈钢具有较好的延展性,但其硬度与碳钢有一定的差距。奥氏体不锈钢牌号316头标A4-80的硬度实际上只能达到相当于碳钢硬度等级的0.88级。然而,这种说法只能说是对了一半。锁死(或称咬死)常发生在不锈钢,铝合金及钛合金制的紧固件上,这几类的金属合金本身有防锈蚀的特性,会在表面受损伤时,在金属表面产生一层薄薄的氧化层(以奥氏体不锈钢而言,就是氧化铬)来防止进一步更深入的锈蚀,当不锈钢紧固件被锁紧时,牙纹间所产生的压力与热力会破坏并抹去其间的氧化铬层,使得金属牙纹直接发生阻塞/剪切,进而发生黏着的现象。当黏着现象持续发生时(通常不超过一圈完整牙径),将使得不锈钢紧固件完全锁死,再也无法卸下或锁上。通常这一系列的阻塞→剪切→黏着→锁死的一连串动作就发生在短短的几秒种,因此,了解不锈钢制品的特性并遵正确操作手续都是防止不锈钢紧固件锁死的第一步。产生锁死现象的外部原因:(1)没有正确选择产品在使用前应先确认产品的机械性能是否满足使用需求(如螺丝的抗拉强度和螺帽的安全负荷)。另外,螺丝的长度选择应恰当,以旋紧后露出螺帽一到两个牙距为准。(2)牙纹粗糙或有异物沾粘如有焊点及其它金属屑夹在牙纹间,常会导致锁死。(3)用力太过或上锁速度过快尽可能选用扭力扳手或套筒扳手,避免使用活动扳手或电动扳手。因为电动扳手常导致上锁速度过快,温度急速上升而锁死。(4)施力方向角度错误,螺帽必须垂直于螺丝的轴线进行旋合。切勿分倾斜。(5)未使用垫圈垫圈/挡圈的使用能有效防止锁过紧的问题。防止不锈钢紧固件锁死的预防拈花措施1、在使用不锈钢紧固件时,是否总是以固定的转速来锁螺帽?如果是初次使用或者不熟悉不锈钢产品工艺的使用者,应请教您的供应商有关不锈钢的相关特性。一般来说,减缓上锁的速度就能大幅地减少(甚至完全避免)锁死的机会。因为,热能常发生在上锁的时候,所以,当热能增加,锁死的机率也将增加。在使用时,锁上不锈钢紧固件的速度应低于锁上碳钢的速度。2、在上锁前是否先润滑螺丝或螺帽?如果回答为“否”,可建议使用黄油,二硫化钼,石墨,云母或滑石粉来润滑内外牙纹,以减少锁死发生。实际上是在螺帽与螺丝之间多了一层润滑膜。3、是否选用同一种材质等级的螺丝及螺帽?如果答案为是,可以建议搭配使用不同等级的螺丝与螺帽,如304配316等等。但要注意所选用的不锈钢等还是要符合自身防锈耐蚀的需求。改善锁死使用注意事项:不锈钢与碳钢具有本质差别,不锈钢具有较好的延展性,使用不当则导致螺丝与螺帽配合后无法旋开。即俗称的“锁死”或“咬死”。改善锁死主要可以从以下几个方面考虑:1.正确选择产品:(1)在使用之前先确认产品的机械性能是否能满足使用要求(如螺栓的抗拉强度和螺帽的安全负荷);(2)螺栓的长度选择应恰当,以旋紧后露出螺帽1-2个牙距为准。2.减少摩擦系数:(1)螺纹必须保持清洁;(2)使用前适当添加润滑剂(如:40#机油、黄油,最好使用螺栓防咬合剂)。3.正确的操作方法:(1)螺帽必须垂直于螺丝的轴线进行旋合,切勿倾斜;(2)在旋紧过程中,施力必须均匀,用力不可超过安全扭力值(现在这有点难度);(3)尽可能选用扭力扳手或套筒扳手,避免使用活动扳手或电动扳手;(4)在高温状态下使用时必须冷却,且使用时不要快速旋转,以免温度急速上升导致锁死(如电动扳手等)。螺扣咬死包括螺帽和螺栓咬死,栽丝和底扣咬死,这是最常见的问题。原因分析a.上次回装时螺纹未清理干净,螺扣上有毛刺,表面粗糙。b.回装前螺纹有过损伤或装配时未涂高温防烧剂、润滑剂或二硫化钼等而盲目地旋上螺帽,导致螺纹咬死。c.拆卸时加热工艺不正确,使螺扣部分温度过高而涨死。d.装置温度偏高时即开始拆卸螺栓。e.螺栓长期在高温下工作,表面氧化皮较厚,螺栓与螺扣间较大的挤压力形成坚硬的氧化膜。氧化膜拉破时在螺纹表面拉出毛刺,造成螺纹咬死。f.螺栓加工质量不够高,光洁度太差,螺纹间配合间隙小。解决措施a.在回装前对每条螺栓、每个螺帽及底扣都应仔细地试验和检查,不留有任何毛刺。b.高温螺栓回装前一定把原有的黄油等清洗干净,涂好润滑剂等再回装。c.严格执行检修规程和厂家标准,控制温度,当装置温度降低到允许温度内再拆卸螺栓。d.在拆卸前4h左右,在螺纹处浇上煤油或松动剂等,润滑螺纹间的氧化物,便于拆卸。在拆卸后的检修阶段,对螺栓的氧化皮彻底清理。e.对新到螺栓进行仔细检查,发现螺扣不好或光洁度不够,应更换螺栓或进行再加工处理,合格后再使用。f.对已经咬死无法拆卸的螺母,原来的方法是请熟练的气焊工用气割割下螺母保护螺杆,但割切时常常误伤螺杆的螺纹。\ue004在机械修理工作中,常常遇到螺帽或螺钉拆卸不下来的情况,很伤脑筋。产生这种现象的主要原因是由于使用中螺纹经常松动,一些使用人员对此进行了铆、焊等固定工作;或者因碰撞或不正确拆装,致使螺纹头部镦粗或使螺纹乱扣;或许是因扳手不合适,开口过于宽大,把螺帽拧圆了。遇到这些情况,只有应用机械加工的方法,如凿削、锉削,将固定、镦粗、乱扣的现象消除;将螺帽边缘锉方,再用扳手去拧,才能拆开。另外,除上述情况外,也有由于螺纹连接后,在长期压力作用下产生吸附现象、啮合现象,或者因为氧化生锈而使两者粘合在一起,以致拧不动。这可采用下述方法进行拆卸。一是用汽油或煤油涂在螺纹上,使其渗透到螺纹连接处的锈层中去,涂后30分钟,再拧出。二是采用合适的拆卸工具。如尽量少用活动板手,而采用合适的固定板手或套筒扳手将其拧出,且不能随意加接力杆。三是反复紧松。徐徐拧进1/4圈,再退出,反复紧松。这样,可使压平和剪切同时进行,也可使锈层受到反复的拉、压应力而使锈层与基体金属分离,便于拆开。四是用手捶敲击螺帽四周,使螺纹连接处受到震动以致分离,然后再拧出。五是用喷灯烧热螺母,使螺母受热膨胀变大,而在螺钉受热较少,膨胀较小时,产生差距间隙,这时迅速拧松。使用以上方法时,要注意螺纹的正、反扣方向,不然,拧反了,会越拧越紧,以致把螺钉折断。旋不下来就应该用煤油泡上一晚',)
提供螺栓-螺母的等级介绍,螺栓和螺母的区别图解会员下载,编号:1700758690,格式为 docx,文件大小为7页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载