铝合金压铸工艺,铝合金压铸工艺流程简述
本作品内容为铝合金压铸工艺,格式为 doc ,大小 36392 KB ,页数为 4页
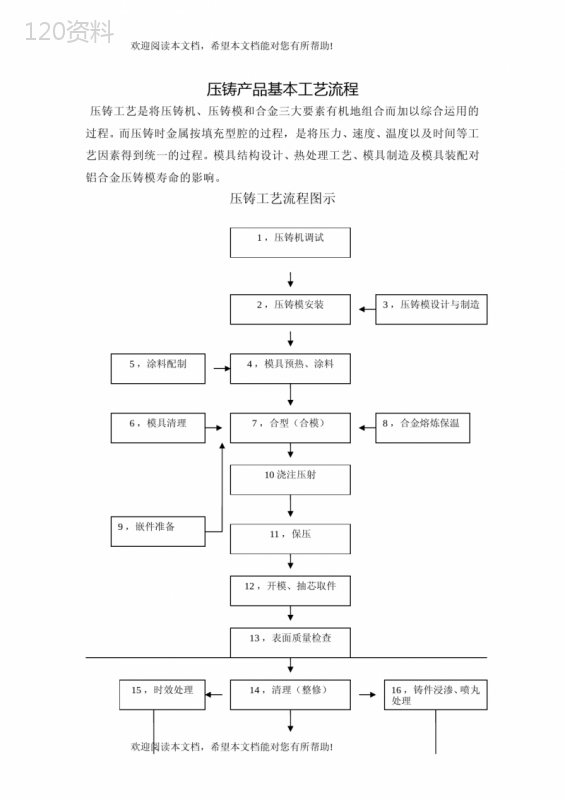
('欢迎阅读本文档,希望本文档能对您有所帮助!压铸产品基本工艺流程压铸工艺是将压铸机、压铸模和合金三大要素有机地组合而加以综合运用的过程。而压铸时金属按填充型腔的过程,是将压力、速度、温度以及时间等工艺因素得到统一的过程。模具结构设计、热处理工艺、模具制造及模具装配对铝合金压铸模寿命的影响。压铸工艺流程图示欢迎阅读本文档,希望本文档能对您有所帮助!1,压铸机调试2,压铸模安装4,模具预热、涂料7,合型(合模)10浇注压射11,保压12,开模、抽芯取件14,清理(整修)3,压铸模设计与制造5,涂料配制6,模具清理8,合金熔炼保温9,嵌件准备13,表面质量检查15,时效处理16,铸件浸渗、喷丸处理欢迎阅读本文档,希望本文档能对您有所帮助!1.11压铸工艺原理压铸工艺原理是利用高压将金属液高速压入一精密金属模具型腔内,金属液在压力作用下冷却凝固而形成铸件。冷、热室压铸是压铸工艺的两种基本方式,其原理如图1-1所示。冷室压铸中金属液由手工或自动浇注装置浇入压室内,然后压射冲头前进,将金属液压入型腔。在热室压铸工艺中,压室垂直于坩埚内,金属液通过压室上的进料口自动流入压室。压射冲头向下运动,推动金属液通过鹅颈管进入型腔。金属液凝固后,压铸模具打开,取出铸件,完成一个压铸循环。1.12压铸工艺的特点优点(1)可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。。压铸件的尺寸精度较高,表面粗糙度达Ra0.8—3.2um,互换性好。(2)材料利用率高。由于压铸件的精度较高,只需经过少量机械加工即可装配使用,有的压铸件可直接装配使用。生产效率高。由于高速充型,充型时间短,金属业凝固迅速,压铸作业循环速度快。方便使用镶嵌件。(3)缺点(1)由于高速填充,快速冷却,型腔中气体来不及排出,致使压铸件常有气孔及氧化夹杂物存在,从而降低了压铸件质量。不能进行热处理。(2)压铸机和压铸模费用昂贵,不适合小批量生产。(3)压铸件尺寸受到限制。压铸合金种类受到限制。主要用来压铸锌合金、铝合金、镁合金及铜合金。1.13压铸工艺的应用范围压铸生产效率高,能压铸形状复杂、尺寸精确、轮廓清晰、表面质量及强度、硬度都较高的压铸件,故应用较广,发展较快。目前,铝合金压铸件产量较多,其次为锌合金压铸件。第二章压铸合金欢迎阅读本文档,希望本文档能对您有所帮助!17,终检验欢迎阅读本文档,希望本文档能对您有所帮助!2.1压铸合金压铸合金是压铸生产的要素之一,要生产优良的压铸件,除了要有合理的零件构造、设计完善的压铸模和工艺性能优越的压铸机外,还需要有性能良好的合金。压铸件的断面厚度取决于它承受的应力和合金材料本身的强度,具有较高强度是压铸合金的优点之一。选用压铸合金时,应充分考虑其使用性能、工艺性能、使用场合、生产条件和经济性等多种因素。2.12各类压铸铝合金Al-Si合金由于Al-Si合金具有结晶温度间隔小、合金中硅相有很大的凝固潜热和较大的比热容、线收缩系数也比较小等特点,因此其铸造性能一般要比其他铝合金为好,其充型能力也较好,热裂、缩松倾向也都比较小。Al-Si合金是目前应用最为广泛的压铸铝合金。Al-Mg合金Al-Mg合金的性能特点是:室温力学性能好;抗腐蚀性强;铸造性能比较差,力学性能的波动和壁厚效应都较大;长期使用时,有因时效作用而使合金的塑性下降,甚至压铸件出现开裂的现象;Al-Zn合金Al-Zn合金压铸件经自然时效后,可获得较高的力学性能,当锌的质量分数大于10%时,强度显著提高。第三章压铸件的结构设计3.1功能结构设计压铸件功能结构设计是压铸件结构设计的核心,它确定了能实现压铸件使用功能所需的尺寸、壁厚和形状,并校核压铸件在静载荷或动载荷的使用过程中的形变、疲劳、磨损等的变化状态,以满足其使用的安全性。设计压铸件的功能结构,不但要具有机械结构设计和机械加工等方面的素质和技术能力,也还需要有压铸合金、压铸成型工艺以及压铸模设计等诸多方面的综合基础知识,以使得所设计的功能结构,能够满足压铸件所规定的各项技术要求以及在使用期限内的功能及性能,并且是可靠、安全和经济的。第四章压铸工艺欢迎阅读本文档,希望本文档能对您有所帮助!欢迎阅读本文档,希望本文档能对您有所帮助!4.1压力压力是压铸工艺的基本特征,金属液的充型流动和压实都是在压力的作用下完成的。压力分为动态压射力和增压压射力。动态压射力的作用是克服各种阻力保证充型时金属液达到一定速度。增压压射力的作用是在充型结束后对压铸件进行压实,提高压铸件的致密度,使压铸件轮廓清晰。压射力通过压射冲头对金属液施加压力。4.11胀模力压铸过程中,在比压的作用下,金属液填充型腔时,给型腔壁和分型面一定的压力,称为胀模力。在压铸过程中的最后阶段即增压比压通过金属液传给压铸模时,胀型力最大,是为压铸件初选压铸机型号及支承板进行强度和刚度校核的重要参数。4.2速度压铸过程中,速度受压力的直接影响,又与压力共同对内部质量、表面轮廓清晰度等起着重要作用。速度有压射速度和内浇口速度两种形式4.21压射速度压射速度又称冲头速度,它是压室内的压射冲头推动金属液的移动速度,也就是压射冲头的速度。压射过程中压射速度是变化的,它可分成低速和高速两个阶段,通过压铸机的速度调节阀可进行无级调速。内浇口速度内浇口速度是金属液通过内浇口进入型腔的线速度。较高的内浇口速度,即使采用较低的比压也能将金属液在凝固之前迅速填充型腔,获得轮廓清晰、表面光洁的压铸件,并提高金属液的动压力。内浇口速度过高时也会带来一系列问题,主要是容易包卷气体形成气泡;金属液呈雾状进入型腔,粘附于型腔壁与后来的金属液不能熔合而形成表面缺陷和氧化夹杂,加速压铸模的磨损等。欢迎阅读本文档,希望本文档能对您有所帮助!',)
提供铝合金压铸工艺,铝合金压铸工艺流程简述会员下载,编号:1700753286,格式为 docx,文件大小为4页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载