数控车工-普车操作图纸大全 (1)
本作品内容为数控车工-普车操作图纸大全 (1),格式为 doc ,大小 3225600 KB ,页数为 75页
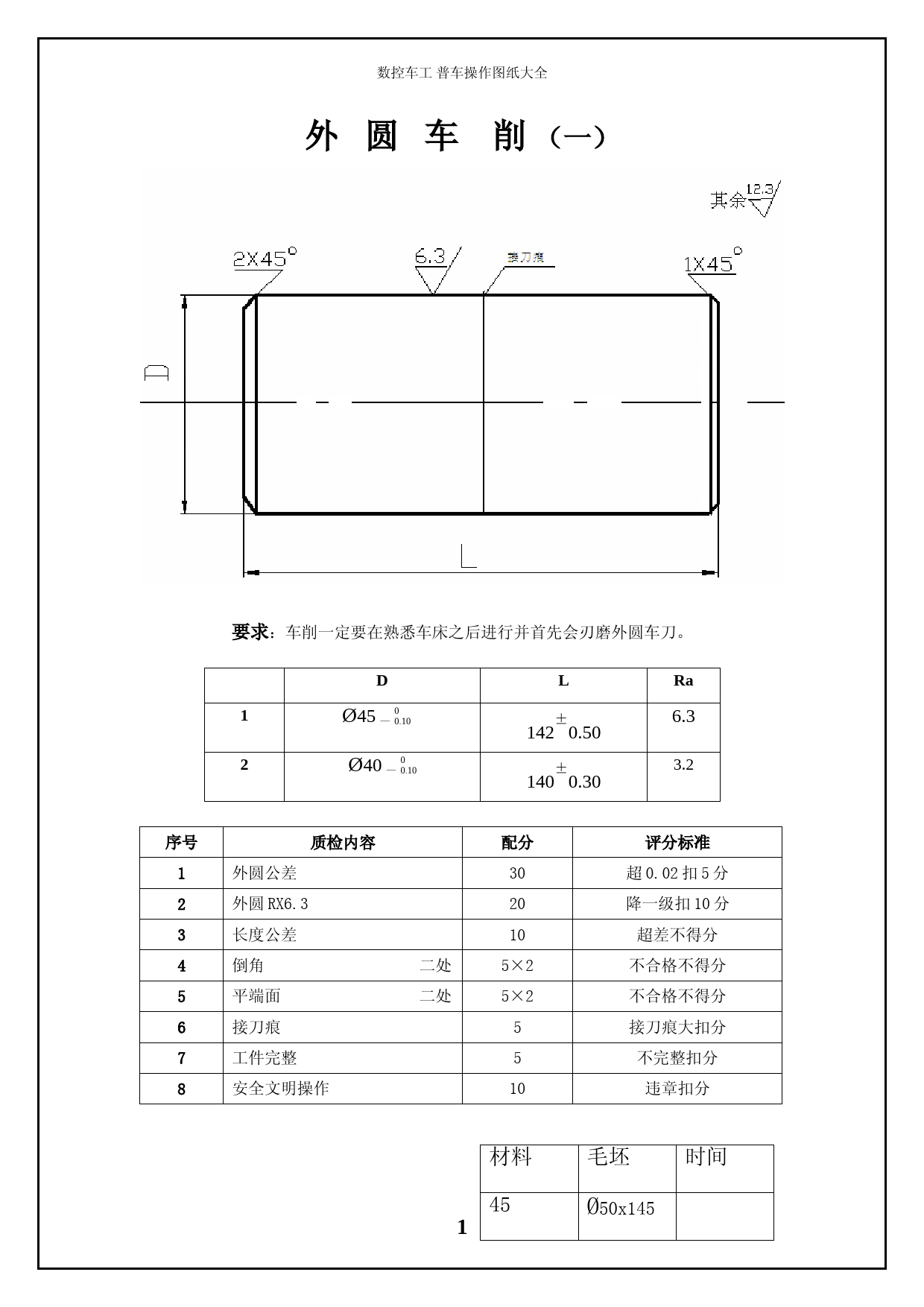
('数控车工普车操作图纸大全外圆车削(一)要求:车削一定要在熟悉车床之后进行并首先会刃磨外圆车刀。DLRa1Ø45—00.10142±0.506.32Ø40—00.10140±0.303.2序号质检内容配分评分标准1外圆公差30超0.02扣5分2外圆RX6.320降一级扣10分3长度公差10超差不得分4倒角二处5×2不合格不得分5平端面二处5×2不合格不得分6接刀痕5接刀痕大扣分7工件完整5不完整扣分8安全文明操作10违章扣分材料毛坯时间45Ø50x1451数控车工普车操作图纸大全第三次课件请保留阶台车削(二)序号质检内容配分评分标准1外圆公差三处10x3超0.01扣2分2外圆Ra3.2三处6x3降一级扣3分3长度公差三处4x3超差不得分4倒角二处3x2不合格不得分5平端面二处4x2不合格不得分6清角去锐边四处2x4不合格不得分7工件完整5不完整扣分8安全操作10违章扣分材料毛坯时间45Ø50x152数控车工普车操作图纸大全0多阶台车削(三)序号质检内容配分评分标准1外圆公差六处5x6超0.01扣2分,超0.02不得分2外圆Ra3.2六处3x6降一级扣2分3长度公差六处3x6超差不得分4倒角二处2x2不合格不得分5清角去锐边十处10不合格不得分6平端面二处2x2不合格不得分7工件外观6不完整扣分8安全文明操作10违章扣分此件用上次课件改制材料毛坯时间3数控车工普车操作图纸大全45一夹一顶车削(四)序号质检内容配分评分标准1外圆公差四处8x4超0.01扣2分,超0.02不得分2外圆Ra3.2四处4x4降一级扣2分3长度公差四处3x4超差不得分4倒角二处3x2不合格不得分5清角二处2x3不合格不得分6平端面二处3x2不合格不得分7中心孔5不合格不得分8工件外观7不完整扣分9安全文明操作10违章扣分要求:会正确使用A.B型中心钻。会使用活顶尖材料毛坯时间454数控车工普车操作图纸大全此件用课件(三)改制矩形槽车削(五)序号质检内容配分评分标准1外圆公差四处6x4超0.01扣2分,超0.02不得分2外圆Ra3.2四处3x4降一级扣2分3外沟槽四处6x4超差槽壁不直扣分4长度公差四处3x4超差不得分5倒角二处2x2不合格不得分6清角去锐边5一处不合格扣0.5分7平端面二处2x2不合格不得分8中心孔2不合格不得分9工件外观5不完整扣分10安全文明操作7违章扣分要求:会刃磨槽刀及切断刀。此课件用课件(四)改制材料毛坯时间455数控车工普车操作图纸大全锥体车削(六)序号质检内容配分评分标准1外圆公差三处8x3超0.01扣2分,超0.02不得分2外圆Ra3.2三处4x3降一级扣2分3锥体二处10x2超1´扣2分4锥体Ra3.2二处5x2降一级扣3分5长度公差三处3x3超差不得分6清角去锐边六处6一处不合格扣1分7平端面二处2x2不合格不得分8工件完整5不完整扣分9安全文明操作10违章扣分要求:了解掌握锥体检测的方法材料毛坯时间45Ø40x1506数控车工普车操作图纸大全综合件车削(七)序号质检内容配分评分标准1外圆公差四处6x4超0.01扣2分,超0.02不得分2外圆Ra3.2四处4x4降一级扣2分3沟槽二处8x2超差槽壁不直扣分4锥体Ra3.2二处10/5超1´扣2分,降一级扣2分5长度公差三处3x3超差不得分6倒角1x45°2不合格不得分7清角去锐边三处0.5x8不合格不得分8平端面二处2x2不合格不得分9中心孔2不合格不得分10工件完整4不完整扣分11安全文明操作4违章扣分第一阶段测验材料毛坯时间45Ø32x145180分钟7数控车工普车操作图纸大全滚花练习(八)序号质检内容配分评分标准1外圆公差二处5x2超0.01扣2分2外圆Ra3.2二处4x2降一级扣2分3滚花三处10x3花纹不清乱纹扣分4沟槽二处5x2超差不得分5长度公差三处3x3超差不得分6倒角八处2x8不合格不得分7平端面二处2x2不合格不得分8中心孔二处2x2不合格不得分9工件完整4不完整扣分10安全文明操作4违章扣分要求:会刃磨45°车刀此课件留做下一课题材料毛坯时间45Ø32x145180分钟8数控车工普车操作图纸大全两顶尖装夹车削(九)序号质检内容配分评分标准1外圆公差五处5x5超0.01扣2分超0.02不得分2外圆Ra3.2五处3x5降一级扣2分3同轴度10超0.02扣5分4平行度10超0.01扣5分5长度公差五处3x5超差不得分6倒角四处2x4不合格不得分7清角去锐边六处1x6不合格不得分8中心孔二处2x2不合格不得分9工件完整3不完整扣分10安全文明操作4违章扣分要求:会车制前顶尖及使用,会使用鸡心夹。此题用课件八改制并保留做下一课题材料毛坯时间459数控车工普车操作图纸大全圆弧槽车削(十)序号质检内容配分评分标准1外圆公差三处6x3超0.01扣2分2外圆Ra3.2三处4x3降一级扣2分3圆弧槽四处5x2R规检测.间隙大扣分4长度公差三处3x3超差不得分5倒角二处2x2不合格不得分6清角去锐边二处1x4不合格不得分7中心孔3不合格不得分8工件完整5不完整扣分9安全文明操作5违章扣分要求:R8圆弧槽不允许用成型刀.会刃磨圆弧车刀。此题用课件九改制。材料毛坯时间45探测锤头(十一)10数控车工普车操作图纸大全说明:1.此件用课题(一)改制。2.此件不设评分标准。要求:1.此件可用锉刀.砂布抛光。2.比例合适.美观。3.注意锉刀的使用方法。4.锤柄长度不够可在80处进行螺纹连接。锤柄线垂(十二)11数控车工普车操作图纸大全掌握在车床上攻丝.套丝的方法掌握小直径钻头的使用方法要求:1保证形位公差2可用砂布抛光3要有实用性。4此件不设评分标准材料毛坯时间4512加工步骤见尾页数控车工普车操作图纸大全综合件车削(十三)序号质检内容配分评分标准1外圆公差六处4x6超0.01扣2分2外圆Ra3.2六处2x6不合格不得分3圆弧槽R108x2R规检测间隙大扣分4圆弧Ra3.210不合格不得分5矩形槽二处4x2超差槽壁不直扣分6长度公差五处3x5超差不得分7倒角四处2x4不合格不得分8清角去锐边六处1x6不合格不得分9中心孔二处2x2不合格不得分10工件完整4不完整扣分11安全文明操作5违章扣分圆弧槽不允许用成型刀及锉刀此件请保留材料毛坯时间45Ø50x14513加工步骤见尾页数控车工普车操作图纸大全综合件车削(十四)序号质检内容配分评分标准1外圆公差四处6x4超0.01扣2分,超0.02不得分2外圆Ra3.2四处4x4降一级扣2分3锥体10超1′扣2分4锥体Ra3.25降一级扣3分5沟槽8超差槽壁不直扣分6长度公差四处3x4超差不得分7倒角2不合格不得分8清角去锐边六处1x6不合格不得分9中心孔二处2x2不合格不得分10同轴度5超差不得分11工件完整3不完整扣分12安全文明操作5违章扣分材料毛坯时间45Ø50x145120分钟此课件留做下一课题14数控车工普车操作图纸大全球面车削(十五)次数DdL1Ø38±0.20Ø1835.72Ø36±0.15Ø1634.13Ø34±0.10Ø1532.4说明:1.此件用课件十四改制.2.球面用锉刀,砂布抛光.15数控车工普车操作图纸大全手柄车削(十六)说明:1.此件用课件十三改制。2.此件要按标准加工。3.此件要保留,有实用性。16数控车工普车操作图纸大全三球手柄车削(十七)要求:两端球面不允许留中心孔此件按要求加工此件保留有实用性允许用锉刀砂布不允许用成型刀三角形外螺纹车削(十八)17材料:45#毛坯:Ø35X135时间:加工步骤见尾页数控车工普车操作图纸大全要求:1.必须会刃磨三角螺纹车刀.2.会测量三角形外螺纹.3.此件留作下一课题车无退刀槽螺纹(十九)序号质检内容配分评分标准1外圆公差三处5x3超0.01扣2分2外圆Ra3.2三处3x3降一级扣2分3三角螺纹二处10x2超差乱牙牙型不正扣分4螺纹Ra3.2二处6x2降一级扣3分5长度公差五处2x5超差不得分6倒角四处2x4不合格不得分7清角去锐边六处1x4不合格不得分8退刀槽二处4x2不合格不得分9中心孔二处2x2不合格不得分10工件完整5不完整扣分11安全文明操作5违章扣分材料毛坯时间45Ø50x15018大径d=D与公称直径相同中径d2=D2=d-0.6495P牙型高度h1=0.5413P螺纹小径D1=D1=d-1.0825P数控车工普车操作图纸大全序号质检内容配分评分标准1外圆公差三处5x3超0.01扣2分2外圆Ra3.2三处3x3降一级扣3分3三角螺纹二处14x2超差乱牙牙不正扣分4螺纹Ra3.2二处7x2降一级扣4分5螺纹长度二处4x2超差不得分6长度公差五处2x3超差不得分7倒角四处2x4不合格不得分8清角二处1x2不合格不得分9工件完整5不完整扣分10安全文明操作5违章扣分要求:熟记M6-M24普通螺纹的螺距此件用课件十八改制并保留左旋螺纹车削(二十)19材料:45#毛坯:Ø50X145时间:210数控车工普车操作图纸大全序号质检内容配分评分标准1外圆公差二处6x2超0.01扣2分2外圆Ra3.2二处4x2降一级扣3分3三角螺纹二处12x2超差乱牙牙不正扣分4螺纹Ra3.2二处6x2降一级扣3分5螺纹长度二处4x2超差不得分6长度公差五处3x3超差不得分7倒角四处2x6不合格不得分8清角二处1x2不合格不得分9沟槽3超差不得分10工件完整5不完整扣分11安全文明操作5违章扣分要求:不可用高速车削此件用课件十九改制并保留做下次课题综合件车削(二十一)20数控车工普车操作图纸大全序号质检内容配分评分标准1外圆公差三处4x3超0.01扣2分2外圆Ra3.2三处3x3降一级扣2分3锥体Ra3.2二处10/6超1`扣2分降一级扣4分4螺纹Ra3.2二处10/6超差乱牙牙不正扣分5圆弧槽/中心距12/6R规检测间隙大扣分6退刀槽3超差不得分7长度公差三处3x3不合格不得分8倒角3不合格不得分9清角去锐边四处1x4不合格不得分10工件完整5不完整扣分11安全文明操作5违章扣分此件用上次课件改制,可做考试用题要求:R8不准用成型刀及锉刀.综合件车削(二十二)21数控车工普车操作图纸大全序号质检内容配分评分标准1外圆公差三处6x3超0.01扣2分超0.02不得分2外圆Ra1.6三处3x3降一级扣2分3三角螺纹Ra3.2二处8/4超差乱牙扣分降一级扣2分4圆弧Ra3.2二处12/6样板检测间隙大扣分5沟槽二处8x2超差槽壁不直扣分6退刀槽2不合格不得分7长度公差三处2x3超差不得分8倒角2x2不合格不得分9清角去锐边五处1x5不合格不得分10工件完整5不完整扣分11安全文明操作5违章扣分要求:SR12.5不准用成型刀锉刀及砂布。端面槽车削(二十三)材料毛坯时间45Ø35x135210分钟22数控车工普车操作图纸大全要求:1.会正确使用麻花钻2.会正确使用直铰刀3.会刃磨端面槽刀平底孔及台阶孔车削(二十四)材料毛坯时间45Ø50x3023数控车工普车操作图纸大全要求:1.会刃磨盲孔车刀2.会使用内径百分表3.会使用塞规请将工件保留通孔及内糟车削(二十五)材料毛坯时间45Ø60x10524数控车工普车操作图纸大全要求:1此件用(二十四)改制2会刃磨通孔刀3会刃磨内孔槽刀4此件保留d总长Φ1Φ30+0.010100\\s\\up9(+)0.202Φ35+0.050100\\s\\up9(+)0.20Φ403Φ40+0.0270100\\s\\up9(+)0.20Φ4525数控车工普车操作图纸大全低速车削三角形内螺纹(二十六)要求:1此件用(二十五)改制2会刃磨内三角螺纹刀3会三角螺纹配合4此件保留M1M2Φ1M44x1.5M44x2452M48x1.5M48x2.5493M52x2M52x35326数控车工普车操作图纸大全轴承套(二十七)序号质检内容配分评分标准外圆Ø45Ra1.6三处10/6超0.01扣2分超0.02不得分Ø532超差不得分内孔Ø30H7Ra1.620/10超0.01扣2分超0.02不得分沟槽Ø32x206超差不得分2x0.52超差不得分长度60±0.103超差不得分8±0.053超差不得分倒角2x45°1x45°四处2x4不合格不得分不合格不得分形位公差5x3不合格不得分外观工件完整5不完整扣分安全安全文明操作5违章扣分要求:会使用心轴及胎具材料:HT200ZQSn6-6-3毛坯:单件Ø60x70伞齿轮(二十八)27数控车工普车操作图纸大全皮带轮(二十九)28材料:45毛坯:Ø50x50要求:掌握圆锥齿轮坯的车削的方法。材料:45毛坯:Ø50x50数控车工普车操作图纸大全要求:1.沟槽与内孔一次车成并保证圆跳动.2.沟槽间距与槽深应保证一致.3.材料可用铸铁或45号钢管螺纹及锥管螺纹(三十)材料毛坯时间Ø60x7529数控车工普车操作图纸大全要求:1.应分清三种管螺纹的不同与应用.2.了解新旧国标的标注.3.G3/4用六方钢加工.4.R3/4.Z3/4用厚壁铁管加工.G为螺纹特征代号A为外螺纹等级Rc3/4为圆锥内螺纹Rp3/4为圆柱内螺纹R3/4为圆锥外螺纹综合件车削(三十一)30数控车工普车操作图纸大全序号质检内容配分评分标准1外圆公差三处6x3超0.01扣2分,超0.02不得分2外圆Ra1.6三处4x3降一级扣2分3三角螺纹Ra3.28/5超差槽壁不直扣分4内孔Ra1.68/4超1´扣2分,降一级扣2分5外沟槽6超差不得分6退刀槽2不合格不得分7长度公差3x4不合格不得分8倒角清角去锐边三处10不合格不得分9中心孔2不合格不得分10同轴度4超差不得分11工件完整4不完整扣分12安全文明操作5违章扣分技能鉴定初级试题(三十二)材料毛坯时间45Ø50x15021031加工步骤见尾页数控车工普车操作图纸大全序号检测内容配分评分标准1Ф18.20-0.018Ra1.610/4超0.02不得分、Ra>1.6不得分2Ф240-0.05Ra1.66/3超0.02不得分、Ra>1.6不得分3Φ16.2、Ra3.23/3超差不得分、Ra>3.2不得分4锥面接触65%15接触<65%扣分5锥面Ra1.66Ra<1.6不得分62号锥、锥接面65%12接触<65%扣分7锥面Ra≤1.65Ra<1.6不得分8125±0.104超差不得分9四处未注公差2×4超差不得分10倒角1不合格不得分11形位公差二处8×2超0.02不得分12安全文明操作5违章扣分要求;1.锥体接触面积不低于65%。2.未注明倒角为0.3×45º。3.时间180分钟。技能鉴定初级试题(三十三)材料毛坯时间45Ø30x13018032加工步骤见尾页数控车工普车操作图纸大全要求:1.各表面不许用砂布抛光2.保留两端中心孔3.未注明倒角0.5x45°材料:45毛坯:Ø40x145时间:210分钟项目内容配分评分标准外圆外圆公差四处5x4超0.01扣2分超0.2不的分外圆Ra3.2四处3x4Ra>1.6不得分槽Ø200-0.16Ra3.25/3超差,Ra>13.2不得分150.056超0.02不得分锥1:10Ra1.66/4超+0.05`,Ra>1.6不得分螺纹Ø16Ra3.2两侧3/4超Ø160-0.16不得分Ø14.70-0.166超0.01扣1分超0.03不得分长度长度公差四处2x4超差不得分10二处1x2超差不得分倒角倒角二处2x2未倒不得分清角去锐边七处1x7未倒不得分位置同轴度5超0.01扣1分超0.02不得分外观工件完整2不完整扣分安全安全文明操作3违章扣分33加工步骤见尾页数控车工普车操作图纸大全技能鉴定初级试题(三十四)序号质检内容配分评分标准1Ø40Ra3.2二处10/4超0.02或Ra>3.2不得分2Ø58Ra3.21/1超差或Ra>3.2不得分3M39x1.5Ra3.28/4超差乱牙扣分Ra>3.2不得分4退刀槽二处10超差不得分5端面槽二处2x2超差或Ra>3.2不得分6内孔Ø28Ø20Ra6.38/4超0.2或Ra>3.2不得分7Ø22Ra6.33/2超0.2或Ra>6.3不得分8长度80252x2超差不得分9锥1:10Ra3.28/4±6°52″Ra>3.2不得分10倒角四处2x4未倒不得分11型位公差二处5x2超0.02不得分12安全文明操作5违章扣分要求:1未注明倒角0.5x45°2时间210分钟材料:45毛坯:Ø60x8534加工步骤见尾页数控车工普车操作图纸大全时间:210分钟矩形螺纹车削(三十五)h1=0.5p+acd1=d-2h1b=0.5p+(0.02----0.04)a=p-6要求:1.会刃磨矩形螺纹车刀2.图中括号尺寸为第二次车尺寸3.应用低速车削螺纹4.因方牙螺纹应用少本课题可不做重点练习5.课件请保留材料:45毛坯:Ø50x14535数控车工普车操作图纸大全外梯形螺纹车削(三十六)要求:1.会刃磨高速钢梯形螺纹刀。2.图中括号内尺寸为第二次车削尺寸。3.必须低速车削螺纹。4.梯形螺纹应重点练习梯形螺纹车削(三十七)36材料:45毛毛坯:Ø45x145时时间:210分钟牙型角:30°螺距:P牙顶间隙:ac螺距1.5~5间隙0.25螺距6~12间隙0.5大径d公称直径中径:d2=d-0.5p小径d3=d-2h3牙高h3=0.5p+ac牙顶宽f=0.366p牙槽底宽w=0.366p-0.536p三针检测量针检测0.51p(dD)单针测量A=M+d0/2数控车工普车操作图纸大全序号质检内容配分评分标准1外圆公差三处6x3超0.01扣2分2外圆Ra1.6二处4x3降一级扣2分3梯形螺纹Ra3.220/10超差牙不正扣分4退刀槽5超差不得分5长度公差五处4/3超差不得分6倒角三处2/3不合格不得分7清角去锐边四处1x4不合格不得分8工件完整3不完整扣分9安全文明操作10违章扣分要求:用课件36改制时间150分钟应掌握梯形螺纹测量方法37数控车工普车操作图纸大全左旋梯形螺纹车削(三十八)序号质检内容配分评分标准1外圆公差三处6x3超0.01扣2分2外圆Ra1.6二处4x3降一级扣2分3梯形螺纹Ra3.220/8超差牙不正扣分4退刀槽5超差不得分5长度公差三处4x3超差不得分6倒角四处2x4不合格不得分7清角去锐边四处1x4不合格不得分8工件完整3不完整扣分9安全文明操作10违章扣分说明;此课件用课件35改制必须用低速车削螺纹38数控车工普车操作图纸大全内梯形螺纹车削(三十九)要求:会刃磨内梯形螺纹刀应与外梯形螺纹配合会使用螺纹塞规及综合测量内梯形螺纹较难掌握应反复练习材料:ZQSn6-6-3.HT200.45#钢毛坯:Ø50x45多线(多头)梯形螺纹车削(四十)39数控车工普车操作图纸大全要求:车螺纹时一定要低速车削括号内尺寸为第二次车削尺寸材料:45#钢毛坯:Ø50x160多线梯形螺纹车削(四十一)40数控车工普车操作图纸大全序号质检内容配分评分标准1外圆公差三处6x3超0.01扣2分2外圆Ra3.2二处4x3降一级扣2分3梯形螺纹两头30超差分头不均牙不正扣分4螺纹Ra3.216每牙测4分降一级扣2分5退刀槽3不合格不得分6长度公差五处3超差不得分7倒角四处2x3不合格不得分8清角去锐边四处1x4不合格不得分9工件完整4不完整扣分10安全文明操作5违章扣分锥体配合及三角螺纹配合(四十41数控车工普车操作图纸大全二)序号质检内容配分评分标准外圆Ø48滚花1/3乱纹花纹不清扣分Ø46Ra3.22/2不合格不得分Ø35Ra1.63/2超0.01扣2分不合格不得分锥体外锥1:5Ra1.64/3超3′不得分降一级扣2分内锥Ra1.68/5超5′不得分降一级扣3分螺纹外螺纹M34x24/2超差乱牙降不正扣分内螺纹Ra3.26/4超差乱牙降一级扣2分沟槽内外退刀槽2/1不合格不得分倒角2x45四处2x4不合格不得分长度253超差不得分60802超差不得分圆弧R8Ra3.26/4样板检测降一级扣2分形位公差4超差不得分锥体配合着色70%间隙10±0.103/3小于70%扣分超差不得分螺纹配合松紧适中5间隙大扣分外观工件完整4不完整扣分安全安全文明操作5违章扣分要求:能独立编排加工工艺偏心配合副(四十三)42加工步骤见尾页材料:45毛毛坯:Ø50x155时时间:240分钟数控车工普车操作图纸大全要求:掌握在三爪卡盘车削偏心件孔轴的方达掌握用百分表校正工件偏心距的方法了解垫片厚度及修正值的计算和调整升降丝杠套座(四十四)43材料:45毛毛坯:Ø40x85Ø55x75时时间:180分钟加工步骤见尾页数控车工普车操作图纸大全要求:会使用四爪卡盘装夹工件保证形位公差掌握校正方法双偏心轴(四十五)44材料:HT20045#毛毛坯:Ø76X110时时间:300分钟加工步骤见尾页数控车工普车操作图纸大全要求:掌握偏心夹角为90°的双偏心的车削方法掌握一定的划线技巧技能鉴定中级试题(四十六)45材料:45#毛毛坯:Ø65X120时时间:270分钟加工步骤见尾页数控车工普车操作图纸大全要求:该件左端允许留中心孔不允许用锉刀砂布修正工件SØ40不允许使用成型刀锥形螺纹心轴(四十七)46材料:45#毛毛坯:Ø45X245时时间:270分钟加工步骤见尾页数控车工普车操作图纸大全序号检测内容配分评分标准1Φ450-.062Ra≤3.25,2超差不得分,Ra>3.2不得分2Φ400-.025Ra≤3.26,3超差不得分,Ra>3.2不得分3Φ58,3超差不得分4孔Φ250+0.033,Ra≤3.28,2超差不得分,Ra>3.2不得分5孔Φ28,Ra≤3.24,2超差不得分,Ra>3.2不得分6孔Φ16,Ra≤6.33,1超差不得分,Ra>6.3不得分7Tr大径Φ400-.375,Ra≤3.22,1超差不得分,Ra>3.2不得分8Tr中径Φ37-0.118-0.648Ra≤1.614,6超差不得分,Ra>1.6不得分91:10±4`18``Ra≤3.25,3超差不得分,Ra>3.2不得分10槽800.08XΦ30,Ra≤3.26,3超差不得分,Ra>3.2不得分11Φ32,Ra≤6.32,1不合格不得分12R5,Ra≤3.25,3不合格不得分13八处未注公差尺寸1X8不合格不得分14二处3X45°1X2不合格不得分15安全操作文明生产,违章视情节轻重扣1-20分要求:去锐边毛刺中级车工技能鉴定试题(四十八)47材料:45#毛坯:Ø65X135时间:240分钟数控车工普车操作图纸大全技术要求:倒锐角0.3x45°不允许使用锉刀砂布未注公差按IT12检查序号检测内容配分1外圆公差三处5x32外圆Ra1.6三处3x33梯形螺纹Ra1.68,44孔Ф16Ф18Ф30Ra1.618..95通孔Ф1226端面槽1x27退刀槽二处1x28长度公差三处3x39倒角五处2x510工件完整3x311安全文明操作48材料:45#毛坯:Ø50X110时间:270分钟数控车工普车操作图纸大全中级车工技能鉴定试题(四十九)技术要求:锐角倒钝0.3x45°分头允差0.03S与Ø46不准锉刀砂布不准用成型刀Ø32内孔不允许用铰刀车工竞赛试题(五十)49材料:45#毛坯:Ø50X110时间:300分钟数控车工普车操作图纸大全要求;1.锥体着色不小于60%,2.锐边倒钝0.3x45º,中级车工技能鉴定试题(五十一)50材料:45#毛坯:Ø55X150时间:270分钟数控车工普车操作图纸大全技术要求;1.锐角倒钝0.3x45°2.未注公差IT12螺杆圆锥组合体(五十二)序号检测内容配分1Φ380-.025Φ480-.025Ra≤1.610、62Φ400-0.5Ra≤6.34、23Φ380-0.10Ra≤3.23、251材料:45#毛坯:Ø75X75时间:210分钟数控车工普车操作图纸大全4Φ220+0.021,Ra≤1.66、35Φ20,Ra≤6.32、16Tr48x8Φ480-0.450Ra≤1.63、27Φ44-0.118-0.648Ra≤1.610、68Φ380-0.757Ra≤3.22、19齿形角30°倒角2、1101:10Ra1.67、411锥体配合接触面积65%412360+0.021200-0.102、213六处轴向尺寸1x614配合后端面间隙0.1-0.53151x45°2x60°1、116圆跳动4中级车工技能鉴定试题(五十三)技术要求:锐角倒钝0.38x45°未注公差IT1252要求:件2锥孔与件1锥面配合接触面积不小于60%端面间隙0.1-0.5mm件1配入件2后与基准A圆跳动公差0.05mm未注倒角0.3x45°材料:45#毛毛坯:Ø50X110时时间:300分钟材料:45#毛毛坯:Ø50X70时时间:300分钟数控车工普车操作图纸大全蜗杆车削(五十四)蜗杆形式:轴向直廓轴向模数:3线数:1螺旋方向:右导程角:4°46\uf027精度等级:8多线(头)蜗杆53材料:45#毛坯:Ø50X160时时间:300分钟数控车工普车操作图纸大全车削(五十五)模数:2头数:3方向:右齿形角:20°材料:45#毛坯:Ø50x170双线螺杆圆锥体组合件(五十六)54数控车工普车操作图纸大全技术要求;内外锥面配合用涂色法检查接触面积积≥65%锐边倒角0.3x45°凸凹球体副(五十七)55材料:45#毛坯:Ø45X145Ø55x70时间:300分钟数控车工普车操作图纸大全技术要求:球部允许用锉刀砂布修正凸凹球吻合间隙不得大于0.2mm轴套组合体(五十八)56材料:45#毛坯:Ø45X162时间:210分钟加工步骤见尾页数控车工普车操作图纸大全偏心传动副(五十九)57材料:45#毛坯:Ø50X65Ø35X63时间:240分钟数控车工普车操作图纸大全未注倒角0.3x45°技能竞赛试题(六十)58材料:45#毛坯:Ø40X110Ø30X41各一件时间:300分钟数控车工普车操作图纸大全技能竞赛试题(六十一)技术要求:圆弧不许用锉刀成型刀59材料:45#毛坯:Ø45X162时间:加工步骤见尾页数控车工普车操作图纸大全及砂布锐角倒钝0.3x45°锥面着色应大于65%锥面配合后两端面间隙为10±0.10考核试题(六十二)技术要求:型面不准使用锉刀砂布内球接触面≥50%锐边倒钝0.3x45°薄壁零件组合(六十三)60材料:45#毛坯:Ø50X105时间:300材料:45#毛坯:Ø55X185时间:240数控车工普车操作图纸大全锐边倒角0.3x45°锥齿轮蜗杆轴(六十四)蜗杆模数3夹数1压力角20旋向右种类轴向直廓导成角446精度等级8f61材料:45#毛坯:Ø80x75时间:300数控车工普车操作图纸大全三件套组合(六十五)锥齿轮模数2齿数22齿形角20精度等级6-7-6f62锐边倒钝0.3x45°材料:45#毛坯:Ø50x145时间:270材料:45#毛坯:Ø50x145时间:270数控车工普车操作图纸大全单拐曲轴(六十六)传动短轴(六十七)63锐边倒钝0.3x45°材料:45#毛坯:Ø50x145时间:270数控车工普车操作图纸大全技术要求:球体允许用锉刀砂纸修整锐边倒钝0.3x45°综合件车削(六十八)序号检测内容配分1外圆公差二处5x22外圆Ra1.6二处3x23梯形螺纹Ra3.210/54球体Ra1.610/85内孔Ф25Ф30Ra1.65x26内孔Ra3.2二处3x27沟槽二处58球径退刀槽2x29长度公差三处3x310倒角三处2x311去锐边四处412位置公差513安全文明操作564材料:45#毛坯:Ø50x145时间:240数控车工普车操作图纸大全说明此图未设位置公差此图可为期中考试用题锐边倒钝0.3x45°两拐曲轴(六十九)序号检测内容配分1外圆公差二处6x22外圆Ra1.6二处4x23梯形螺纹Ra3.215/54内三角螺纹Ra3.25/35内外沟槽二初2x26长度公差四处3x47倒角二处2x3件23x31外三角螺纹Ra3.25x32滚网纹花53长度公差退刀槽2/14倒角2x25螺纹配合间隙56安全文明操作565材料:45#毛坯:Ø50x145时间:240数控车工普车操作图纸大全66锐边倒钝0.5x45°材料:45#毛坯:Ø60x225时间:480数控车工普车操作图纸大全三组合件(七十)1三针直径dD=Ø3.106M=42.9122锥度1:5按件3配作3未注倒角0.3x45°4圆锥涂色按触率大于70%十二线垂加工步骤1.夹外圆车Ø40x15长工艺头2.调头Ø40x15处转动小滑板粗车67数控车工普车操作图纸大全锥体40°大端留5mm直台将锥体切下3.调头夹大端5mm直径处找正夹紧平端面钻Ø6.7孔深14攻M8丝4.夹一块Ø20棒料车或套M8螺纹保证与B面垂直5.将锥体旋紧在M8胎具上精车锥体至要求6.将精车锥体旋下在M8胎具上钻Ø2通孔车丝堵外形柄部滚花切断十七三球手柄加工步骤1车端面及台阶外圆Ø8x8钻中心孔车Ø31x10工艺阶台2.调头装夹车端面及台阶外圆Ø8x8控制总长115钻中心孔1.夹Ø31x10处一夹一顶车外圆至Ø26控制左端大圆长28.5车Ø21控制左端长7268数控车工普车操作图纸大全2.车槽Ø13x24.8并控制小外圆长为19车槽Ø14.5长20.5并控制中间圆为22.23.调头粗车Ø31至Ø30+0.104.车Ø30球面至尺寸要求可留0.05抛光量5.调头精车SØ25和SØ20车准1°45’圆锥体用锉刀修正砂布抛光6.分别车去Ø8x8工艺头(自制夹套或铜皮)并修整抛光球面三十一内孔三角螺纹沟槽综合件加工步骤1.夹右端,车平左端面,粗车Ø40至Ø41长至302.调头夹至毛坯外圆,平右端面,定总长,钻中心孔。69数控车工普车操作图纸大全3.夹Ø41处,活顶尖支顶,粗车右端各部外圆均留2mm余量。4.调头夹大外径,钻中心孔,钻Ø28孔,深28。精车Ø30±0.01孔至要求深30±0.05至要求。孔口倒角5.两顶尖装夹,精车Ø400-0.02长40±0.05至要求。6.调头两顶尖装夹精车右端各部至尺寸要求。粗精车M30x2螺纹至尺寸要求。去毛刺。(三十二)钻柄加工步骤:1.夹紧。车平端面。钻中心孔。车Ø25×10工艺阶台。2.调头,找正。车端面。总长达125±0.10,钻中心孔。3.夹Ø25工艺阶台。一夹一顶,粗车锥体莫氏3外圆至Ø25.车Ø16.2,外圆至Ø17,长度12。4.调头夹Ø17处,一夹一顶,粗车Ø18.2至Ø19,长26。5.两顶尖装夹,精车Ø240-0.052及中16.2×13,倒角。车准莫氏3锥度体。6.调头两顶尖装夹,精车Ø18.20-0.018长27.转动小滑板,车准莫氏2锥体,保证锥体长2270数控车工普车操作图纸大全三十三三角螺纹锥体轴加工步骤1.夹右端。平左端面,粗车左端阶台Ø250-0.03至Ø27长272.调头平右端面定总长140±0.10钻中心孔3.夹Ø27处活顶尖支顶。(1)粗车Ø360-0.03外圆至Ø37(2)粗车右端阶台Ø260-0.03至Ø27长至34(3)粗车螺纹外径至Ø17长至24(4)车槽(先划出槽的位置线)槽两侧各留1mm余量底径车至Ø21.4.两顶尖装夹精车Ø250-0.03至长3±0.10.倒角5.倒角两顶尖装夹(1)精车Ø360-0.03至尺寸精车Ø260-0.03至尺寸并保证阶台长度(2)划出锥体长度线痕(3)转动小滑板粗精车锥体至要求(4)精车沟槽至要求(5)精车螺纹外径至要求粗精车M16螺纹去毛刺及锐边三十四锥体密封心轴加工步骤1.找正夹紧平端面外圆车至Ø59x222.调头夹持Ø59x22找正夹紧车端面总长达800-0.40钻中心孔3.一顶一夹粗车锥体外圆至Ø43长59,粗车外圆Ø40处至Ø41长至39,粗车M39x1.5大径至Ø40长204.钻通孔Ø18粗精镗孔Ø20+0.0330至尺寸深22倒1x60°角5.调头夹Ø43外圆用百分表找正Ø43外圆的伸出部分粗车Ø400-0.25外圆至Ø41长9,扩孔Ø22深60和Ø28+0.0330深25至尺寸孔口倒角1.5x60°6.两顶尖装夹精车外圆Ø400-0.025x10至尺寸倒角1.5x45°7.调头两顶尖装夹精车右端Ø400-0.025和锥体外圆Ø420-0.010保证凸台宽10车准M39x1.5大径倒角车槽3x2和3x1.5保证轴向尺寸车M39x1.5-6g至要求转动小滑板车准锥体1:10车准平面槽Ø50+0.100X5至尺寸要求并与锥体外圆Ø420-0.100接平71数控车工普车操作图纸大全(四十二)锥体配合及三角螺纹配合加工步骤件一1.夹毛坯外圆留出件一长70,平端面,钻中心孔。2.活顶尖支顶,外圆Ø46,Ø48车至尺寸,倒角。滚花至要求。将件一,长留1mm,切断。件二1.夹右端,粗车左端Ø35至Ø37,长30(锥体暂不车)2.调头夹Ø37处,平右端面。(1)粗、精车螺纹外径至要求。(2)粗、精车M34×2至要求。(3)车圆弧外径至Ø48,将圆弧宽15切出(注意Ø35直径尺寸)双手移动车圆弧R8至要求。件一,1.夹件一右端,钻Ø28通孔,镗孔至Ø32,深至30.内沟槽Ø36×5至要求,孔口倒角。车内三角螺纹M34×2至要求。2.将件2旋在件一上,平右端面,定件二总长(应先量出长度余量)精车Ø350-0.027至尺寸,长度尺寸。划出锥体长度线痕,粗、精车锥体至要求(最好用左偏刀削)3.将件一调头,平端面,定总长。车Ø46,侧角。车内锥至要求。(用车外锥的刀和车外锥的角度)。保证锥体配合间隙10±0.01.四十三偏心配合副加工步骤件一1.检查坯料伸出长50找正夹紧平端面粗车Ø25处留量7(工艺要求)长392.调头装夹找正车端面总长达80粗.精车Ø360-0.025长41倒角1x45°3.三爪装夹Ø36处垫入垫片调整偏心距用百分表测母线与轴线平行度粗精车外圆Ø250-0.025偏心距达3±0.05并保证长度尺寸400-0.08车槽沟3x1倒角1x45°件二1.检查毛坯找正夹紧车工艺阶台外圆Ø45x102.调头夹Ø45处找正夹紧车端面钻中心孔支顶粗精车Ø520-0.074长61钻孔Ø34深39粗精镗内径Ø36+0.064+0.025深40+0.150至尺寸孔口倒角1×45°3.工件调头装夹Ø520-0.074用垫片借离心,校正方法与件一同。车端面,总长达60。钻通孔Ø23.粗、精镗内孔Ø25+0.053+0.020至尺寸,偏心距达3±0.05.孔口倒角1×45°.72数控车工普车操作图纸大全四十四升降杠套座加工步骤1.检查毛坯,三爪装夹,伸出长90,找正、夹紧。(1)平端面,打中心孔,一夹一顶,粗车外圆至Ø71.(2)钻孔,镗孔Ø30+0.0210,深25+0.0100(3)精车外圆Ø700-0.03到靠近卡盘处。2.调头,四爪装夹,伸出长80,找正Ø70外圆,在靠近卡爪处和端部径向跳动≤0.01.(1)粗、精车外圆Ø700-0.03接平。(2)车平端面,总长1000-0.01。(3)钻孔,镗孔Ø30+0.0210,深25+0.0103.四爪装夹,长度方向二个卡爪反夹,工件竖放,内侧素线紧贴两个反爪平面。(1)校正:长度和直径“分中”粗校;工件外侧素线精校正到0.02范围内。(2)车平面,切去10±0.05.(3)同法车成相邻的两个平面。4.装夹同工序三:(1)校正:工件外侧素线校正精度≤0.02;50对边“分中”精度≤0.05;长度100“分中”精度≤0.05(注:以上三个校正应反复进行)。(2)车平面,切去10±0.05,即成一个50×50正方形。(3)钻孔、镗内螺纹底孔。(4)精车Tr40×6-8H内梯形螺纹。四十五双偏心轴加工步骤1.检查毛坯,找正夹紧。车平端面,粗车外圆至Ø63,长60,钻中心孔。2.调头找正夹紧车端面总长达115,粗车外圆至Ø63(与另一端外圆接平)钻中心孔3.在工件两端面划出偏心圆线:(1)测量出工件外圆的确实尺寸,求出半径值(2)将工件放在V形铁上,用高度划线尺划出工件中心位置,划出直径线(另一端面也同时划出)再加上偏心距6.5±0.10划出偏心圆的直径线。(3)将工件在V形铁上转过90°±20’(用直角尺找正)划出通过工件中心的直径线(另一端面也同时划出),两直径线交点即为偏心圆中心。(4)在另一端面同样再加上偏心距6.5±0.10划线偏心圆的直径线;两直径线交点即为另一端面的偏心圆中心。(5)用圆规在两端面划出偏心圆Ø490-0.062的位置线4.用四爪夹盘夹长45用划针找正偏心圆线和用百分表找正工件素线按图车准Ø490-0.062和车槽Ø400-0.010保证轴向尺寸5和57.55.调头,用同样方法找正按图车准左端Ø490-0.062和车槽Ø400-0.10保证轴向尺寸56.用两顶尖装夹,分别车准两处Ø36,并保证二处轴向长度3073数控车工普车操作图纸大全四十六圆球三角螺纹梯形螺纹轴加工步骤1.夹外圆车Ø40x10工艺头2.调头夹外圆车端面钻中心孔3.夹工艺头处活顶尖支顶粗车梯形螺纹外径留1mm余量Ø240-0.021车至Ø25球径Ø220-0.021车至Ø24并保证梯形螺纹长80精车梯形螺纹外径至尺寸倒角至要求粗精车梯形螺纹至要求精车Ø240-0.021阶台保证阶台长度精车Ø200-0.021精车M18x1.5螺纹至要求4.用弹簧夹套或铜皮装夹梯形螺纹处用百分表找偏心1±0.015精车偏心阶台Ø220-0.021至要求5.调头用弹簧夹套或铜皮夹梯形螺纹处定总长236±0.20粗精车球体至要求球径车至尺寸五十七加工步骤件一1夹毛坯伸出长80(1)平端面,钻中心孔(2)一顶一夹粗车外圆至Ø41长75(3)粗车两槽各留余量1mm(4)精车两槽达到要求(5)精车2-Ø400-0.016至图纸要求(6)车准凸形球体达SØ40±0.08并用锉刀砂布修正(7)切断工件保证总长68.52.垫铜皮夹Ø40外圆找正车端面保证总长68±0.05件二1.夹毛坯并找正(1)平端面钻中心孔(2)一顶一夹粗车外圆至Ø41长70:Ø11长142.工件调头夹Ø41外圆(1)车端面保证总长82钻中心孔(2)粗车外圆Ø11长143.一顶一夹装夹粗车SR20喉径≥Ø124.车前顶尖74数控车工普车操作图纸大全5.两顶尖装夹(1)车准2-Ø100-0.09,长15,车准2-Ø400-0.016外圆车准520-0.08(2)精车凹球体SR20与件1配合间隙≤0.2六十加工步骤1.测量毛坯尺寸合理安排用料2.夹一端平另一端面钻中心孔粗车件1外圆及螺纹外圆留2mm余量切下3.将件一调头装夹平大端面定件1总长钻中心孔4.车前顶尖5.将件1用两顶尖装夹精车外圆及螺纹锥面去锐边件1完成6.夹毛坯外圆留够件2长度钻14孔粗车外圆锥面暂不车将件2切下7.夹件2右端精车Ø50外圆平面精车内孔8.车一夹套,需有开口。内径要小于工件大外径。(做夹具)夹套的外径,镗套内孔尺寸与件二大外径一致。9.将件二调头、装夹在夹套内,夹紧(夹套应定好位),总长至尺寸,精车45°,锥面至要求,倒角。(此时小滑板的角度仍不能移动)。10.夹毛坯右端(车件三)平端面,钻Ø14孔。精车Ø16孔。车床反转,用左偏刀,精车45°内锥面与件二配合。11.件三调头,装夹,平另一端面,定总长,倒角。12.车前顶尖。13.将件一,件二,件三装配在一起,用螺帽备紧。14.两顶尖装夹或夹套装夹。精车件三Ø500-0.06外圆至尺寸,去锐边。75',)
提供数控车工-普车操作图纸大全 (1)会员下载,编号:1700742598,格式为 docx,文件大小为75页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载