实验设计-DOE(DESIDN-OF-EXPERIMENTS)
本作品内容为实验设计-DOE(DESIDN-OF-EXPERIMENTS),格式为 doc ,大小 314408 KB ,页数为 30页
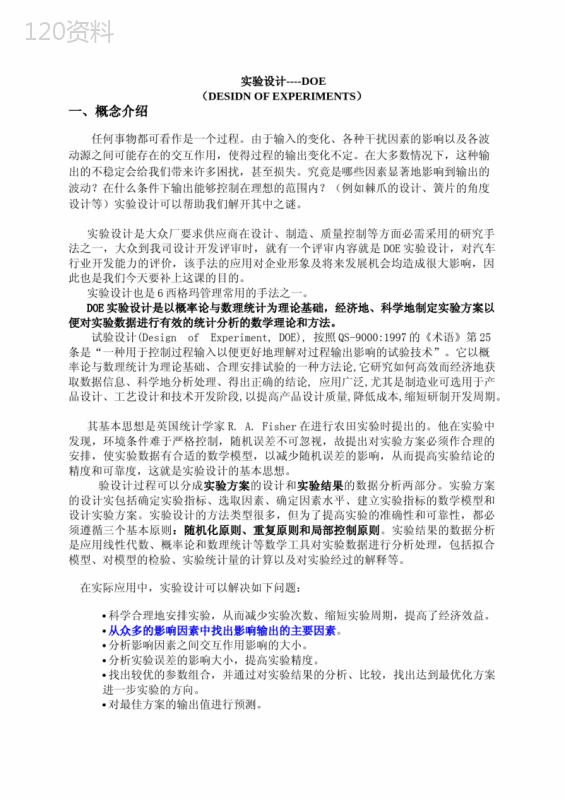
('实验设计----DOE(DESIDNOFEXPERIMENTS)一、概念介绍任何事物都可看作是一个过程。由于输入的变化、各种干扰因素的影响以及各波动源之间可能存在的交互作用,使得过程的输出变化不定。在大多数情况下,这种输出的不稳定会给我们带来许多困扰,甚至损失。究竟是哪些因素显著地影响到输出的波动?在什么条件下输出能够控制在理想的范围内?(例如棘爪的设计、簧片的角度设计等)实验设计可以帮助我们解开其中之谜。实验设计是大众厂要求供应商在设计、制造、质量控制等方面必需采用的研究手法之一,大众到我司设计开发评审时,就有一个评审内容就是DOE实验设计,对汽车行业开发能力的评价,该手法的应用对企业形象及将来发展机会均造成很大影响,因此也是我们今天要补上这课的目的。实验设计也是6西格玛管理常用的手法之一。DOE实验设计是以概率论与数理统计为理论基础,经济地、科学地制定实验方案以便对实验数据进行有效的统计分析的数学理论和方法。试验设计(DesignofExperiment,DOE),按照QS-9000:1997的《术语》第25条是“一种用于控制过程输入以便更好地理解对过程输出影响的试验技术”。它以概率论与数理统计为理论基础、合理安排试验的一种方法论,它研究如何高效而经济地获取数据信息、科学地分析处理、得出正确的结论,应用广泛,尤其是制造业可选用于产品设计、工艺设计和技术开发阶段,以提高产品设计质量,降低成本,缩短研制开发周期。其基本思想是英国统计学家R.A.Fisher在进行农田实验时提出的。他在实验中发现,环境条件难于严格控制,随机误差不可忽视,故提出对实验方案必须作合理的安排,使实验数据有合适的数学模型,以减少随机误差的影响,从而提高实验结论的精度和可靠度,这就是实验设计的基本思想。验设计过程可以分成实验方案的设计和实验结果的数据分析两部分。实验方案的设计实包括确定实验指标、选取因素、确定因素水平、建立实验指标的数学模型和设计实验方案。实验设计的方法类型很多,但为了提高实验的准确性和可靠性,都必须遵循三个基本原则:随机化原则、重复原则和局部控制原则。实验结果的数据分析是应用线性代数、概率论和数理统计等数学工具对实验数据进行分析处理,包括拟合模型、对模型的检验、实验统计量的计算以及对实验经过的解释等。在实际应用中,实验设计可以解决如下问题:\uf0b7科学合理地安排实验,从而减少实验次数、缩短实验周期,提高了经济效益。\uf0b7从众多的影响因素中找出影响输出的主要因素。\uf0b7分析影响因素之间交互作用影响的大小。\uf0b7分析实验误差的影响大小,提高实验精度。\uf0b7找出较优的参数组合,并通过对实验结果的分析、比较,找出达到最优化方案进一步实验的方向。\uf0b7对最佳方案的输出值进行预测。实验设计在质量控制的整个过程中扮演了非常重要的角色,它是我们产品质量提高,工艺流程改善的重要保证。实验设计已广泛运用了从航天业到一般生产制造业的产品质量改善、工艺流程优化甚至已运用到医学界。籍此课程,您将通过对产品质量,工艺参数的量化分析,寻找关键因素,控制与其相关的因素。根据实际需求,学习判别与选择不同的实验设计种类,设计你的实验步骤,发现如何控制各种影响因素,以最少的投入,换取最大的收益,从而使产品质量得以提升,工艺流程最优化。在三十、四十年代,英、美、苏等国对实验设计法进行了进一步研究,并将其逐步推广到工业生产领域中,在冶金、建筑、纺织、机械、医药等行业都有所应用。二战期间,英美等国在工业试验中采用实验设计法取得了显著效果,战后,日本将其作为管理技术之一从英美引进,对其的经济复苏起了促进作用。今天,实验设计已成为日本企业界人士、工程技术人员、研究人员和管理人员必备的一种通用技术。五十年代,田口玄一博士借鉴实验设计法提出了信噪比实验设计,并逐步发展为以质量损失函数、三次设计为基本思想的田口方法。八十年代,田口方法进入美国,得到了普遍关注。如今,实验设计技术的应用领域已经突破了传统的工业过程改进和产品设计范畴,广泛地渗透到商业布局、商品陈列、广告设计及产品包装的应用之中。我国在六十年代就曾对实验设计进行了研究和推广,八十年代又引入了田口方法,取得了一定成效。但实验设计作为一种质量改进的有力武器,还尚未发挥它的全部威力。二、实验设计(DOE)方法实验设计(DOE)方法一直在发展、丰富和完善,美国人多里安·谢宁(夏宁)(DorianShainin)总结了如下七种新的DOE应用技术:1、多变图技术(X-R图分析)根据以往经验确定影响质量的可能要素,例如工人班次、机床、原材料、工艺变量等,每隔一段时间抽取连续生产的几件产品,按需观察的这些要素的几种情况分别测试质量特性,画成图表进行比较分析,以确定引起波动的原因。2、零件搜索技术(零件交换实验)根据以往经验确定影响产品质量的可疑零件,随机选取几个好的产品和坏的产品,将坏产品上的可疑零件与好产品上的对应零件进行交换,重新装配后进行质量特性参数的测量、比较、分析,以找到影响产品质量的主要零件。3、成对比较技术随机选取5对以上的好的和坏的产品,用各种方法测试其各种参数并比较其不同之处,以确定影响产品质量的主要原因。成对比较技术适用于不可拆卸的产品。4、变量搜索技术与零件搜索有许多相似之处,都是逐个替换,进行测试比较,以搜索引起产品质量波动的主要原因,但变量搜索是针对变量的,而零件搜索则是针对零件的。5、完全析因技术采用以上四项技术,寻找出4个以下的主要因素,这些因素按全部因素所有水平的一切组合逐次进行实验,研究这些因素的主效应和相互之间的交互作用,以确定最佳的因素水平匹配方案。6、改进效果检查令B为改进后的工序,而C为改进前的工序。为了验证改进效果,可以设定风险率a(第Ⅰ类风险)和b(第Ⅱ类风险),随机抽取B和C两种产品(样本量由风险率决定),进行假设检验,以确定在规定的风险率下,B产品是否优于C产品。7、实验设计的回归分析对散布数据作出散布图,应用回归理论,诊断出对产品影响大和小的因素,从而找出影响产品质量波动的主要原因,并根据波动大小,确定各因素的目标值和容差。三、案例分析力克斯是某机械工业公司年轻的助理工程师,他接了老板交给的改进项目:用6西格玛方法(使用DOE手段)改善产品流水线合格率。老板告诉他:“我们需要你改变生产流水线目前的混乱情况,自从我们更换了新的硬化剂供应商后,合格率就直线下降了,你的项目是使合格率重新回到原来92%的历史水准。”这个年轻助理工程师想,“我一定不能辜负公司的信任,可是要完成这个任务,不是件容易的事,听说已经有好几个前辈反复作试验,都没有成功呢……”。他想:我应该从一个SIPOC和绘制过程图开始,然后去找生产线的工程师—菲利斯了解情况,寻找解决课题的方法。菲利斯介绍说。“我们用一种硬化剂和其他成份混合组成一种粘合剂粘结工件。然后我们将批量的组装件装在盘里放进烤箱加热至155度100分钟,过去合格率始终在90%以上。大约三个月前采购部指定了一个新的硬化剂供应商,使用后合格率立即下降到现在的水平,一天最好时也只有77%。“所以你认为新的硬化剂有问题﹖”亚力克斯问道。“难道不是很明显的吗﹖”菲利斯反问,“我们以前从来没有发生过这样的问题。”“但是对于新的硬化剂可能有一套更好的烤箱温度和时间设置,”亚力克斯直率地说道,当他看到菲利斯睁大了眼睛,他后悔自己说话太冒失了。“听着大学生男孩,当你还是高中生时我就在这个部门工作了,并且我们一直用155度100分钟。我们也试尝过用其它组合,但没有一个比155度100分钟更好。每次有人调整设置,使它过高或过低操作,合格率都会下降。除此以外,如果由于自动温度控制计失灵造成温度低于标准时也会发生同样的事情。目前我们的烤箱温控计没有问题,当合格率下降时,我做的第一件事就是用计量器检查烤箱温度,发现烤箱和温控计都正常。而且我还要告诉你,对于新的硬化剂的最佳使用设置条件,我也验证过。我们上个月做过一些试验,发现目前的设置是最好的,合格率却只有75%。采购部变更供应商,作出这么重要的决定之前应该事先与我们商量”\ue525“看来我需要联系一下供应商。”亚力克斯回答到,他暗自庆幸菲利斯将怒火发向采购部而并非他自己。“我可以拿到一份你手头数据的复印件吗﹖”亚力克斯问。“小伙子,如果这能对产品合格率有帮助,当然没问题”菲利斯说。两天后,亚力克斯收到了菲利斯给的文件。包括试验数据记录和说明。亚力克斯:这是你需要的新硬化剂的试验数据。首先我们在通常情况下生产了一批,合格率为76%。然后我们降低了10度,在145度再生产一批,合格率69%。数据上来看,提高温度对合格率有好处,所以我们将烤箱温度调度至175度。没有获得预想的效果,我们只得到70%合格率。由此判断,最佳温度仍然是155度一点也不意外,我已经说过,根据以往经验,这是最佳运行温度。在我们证明了155度是最佳合格率点后两天,我们改变了烤制时间,烤制时间为60分钟时的一批合格率是52%,烤制时间为120分钟时的一批合格率是73%。当你有了一个新硬化剂供应商来解决这问题时\ue5e4或恢复用回原来的供应商\ue5e5请告知我。“我得先看一下数据的状态”。亚力克斯一边想一边打开电脑并输入数据。首先亚力克斯使用三个数据观察合格率与温度之间的关系(见图1):看来数据支持菲利斯的结论。目前设置的时间和温度对应的最佳合格率点。如果改变时间或温度都会导致合格率下降。菲利斯还是对的。亚力克斯合上笔记本。明天我将和我的6西格玛指导讨论并听听他的意见。两天后,亚力克斯回到了车间。“小伙子,你不相信我的数据吗﹖”菲利斯问道。“你的数据是对的,菲利斯,我只是想再做一个你们通常生产情况下的DOE。你已经做了OFAT试验,一次改变一个因子。但是有可能存在时间与温度的交互作用,所以我们必须同时改变两个输入以便发现问题。我的指导告诉我你的数据可能错过了合格率更高点。”“好的,对我来说无所谓,按照你的想法去做吧。我下星期准备休假了。”菲利斯回答。他想,让他去烦助理员约翰吧,早晚亚力克斯会明白是这些垃圾硬化剂在作怪,他一定会在我休假回来之前走掉的。菲利斯度完假后回来。他端着咖啡来到助理员身边坐下。“那么,约翰,合格率怎么样了﹖那孩子有没有用新的供应商来解决问题﹖”菲利斯问。“是这样”,助理员回答,“我们为亚力克斯做了四批产品并且最少有一批合格率在80%以上。有趣的是,恰恰是使用了新供应商提供的硬化剂。亚力克斯说他午饭后会来和你一起回顾试验结果。他在办公室留下了一张图表给你,真高兴我们最终认识到了问题所在……”约翰可以从菲利斯脸上看出他根本不相信。当菲利斯很快跳起来并冲向办公室去检查数据时,约翰笑了起来(见图5)。办公桌上有一封信。菲利斯:看来可以通过提高温度并减少时间来提高合格率。当你回到办公室看到如果我们能提高合格率到82%时,我正在进行另外一次试验。我们试图通过减少炉中烤制时间来达到90%以上的合格率。缩短时间将会大大提高你的生产效率。祝你假期愉快\ue525亚力克斯“大家可能还记得我上次的发表,将两个因子放在一起做了合格率的DOE,结果我们发现用提高温度和缩短时间可以达到更高合格率。第一次DOE使合格率升高到82%,而我们的目标是达到90%合格率。我们发现时间和温度间有很强的交互作用,并决定进行另一次推论空间的DOE。我们还与供应商一起讨论过,他们确认我们需要提高温度来提高合格率。在第一次DOE结论的基础上,我们又改变了推论空间,进行了第二次DOE。下面是第一和第二DOE的结果图。“看来我们发现了一个能获得95%合格率的操作点,这个水平已经超过了使用老供应商硬化剂的合格率。工件只需在烤箱内烤制30分钟而不是原来的100分钟,因此节约了70%的循环时间。工程师最初认为新供应商的硬化剂是合格率低的根本原因,我也猜想是对的。但是他漏掉了新硬化剂带给我们提高合格率缩短周期的机会,我们只需要探索设计空间并让数据说话。”“接下来呢﹖”指导者问。“我们进行了许多次验证,结果都是好的,他们将使用新设置点生产”亚力克斯肯定地说道。“听来很好,干得不错,亚力克斯”指导者夸奖道。总结从以前的等位线图(见图6)可以看出,菲利斯的试验区域选在温度155度100分钟的范围内,而且只进行了OFAT试验,未能发现温度与时间的交互作用,错过了最佳的设置区域。通过全因子试验和最优化设计,终于达到甚至超过了合格率的历史水平。Oliven:很好的案例,如果能将亚力克斯的DOE做法显示出来就完美了。我大概地理了一下思路:1.亚力克斯面对的问题已经有人作过了OFAT实验,其结果显示,单一得改变温度或时间的设置都会降低合格率。2.亚力克斯作了第一次的DOE-全阶乘设计:温度HL=165,LL=145;时间HL=130,LL=70。实验结果显示,温度在165,时间在70时合格率达到了82%.3.亚力克斯并未停止前进,他又作了优化实验,也就是一般意义上更为复杂和精确的实验,如响应曲面法。最后根据等高线图,寻找到了合格率>95%的鞍点。4.最后他们对最佳的设定作了验证实验,从案例中看,似乎实验选取的最终设定为温度180,时间30分钟。但是我不太明白有几点:1.亚力克斯似乎一直在拓宽他的因子水平的范围。温度:第一次145-165,第二次145-185,时间:第一次70-130,第二次30-150.这几乎是违背DOE实验原则的,我们分步实验会一步步缩小因子的有效设定范围,拓宽是不是有风险呢?当然也有可能因为优化实验是RSM,所以不怕非线性的影响。2.这个案例似乎想告诉我们实验因子的设定中,交互作用的影响是OFAT的一个软肋,以及实验因子水平设定如果太窄的话,可能会漏掉最佳的结果。并不能把亚力克斯的实验作为一次正规的DOE实验步骤,因为如果是一个黑带老手的话,OFAT就能看出交互作用来,DOE全阶乘实验就可以找到最佳结果。3.既然是交互作用影响显著,为何亚力克斯一口咬定提高温度缩短时间就可以提高合格率呢?他为何不降低温度延长时间呢?当然也许是工厂都需要快吧!四、实施方法试验设计(DesignofExperiment,DOE)是以概率论与数理统计为理论基础、合理安排试验的一种方法论,它研究如何高效而经济地获取数据信息、科学地分析处理、得出正确的结论。本文从案例入手,介绍DOE在各行各业的应用实例,然后介绍单因素试验设计方法和多因素试验设计的思路,进而讲解正交设计为主、简介回归正交设计、均匀设计和三次设计。本讲义假设学员已经掌握统计学关于数据处理的基础知识,但为便于学员统一基本概念,在开头穿插了关于数据变异、回归分析、方差分析的内容复习。1引言──试验设计在管理体系中的地位及其应用实例过程性能的测量应兼顾各相关方的需求和期望,可包括:能力;反应时间;生产周期或生产能力;可信性的可测量因素;产量;组织的人员的有效性和效率;技术的应用;废物的减少;费用的分配和降低”。这里写出的9方面如何进行优化,无疑是组织经常面临的具体课题,设计开发(designanddevelopment)就是解决这些课题的重要环节。统计技术是解决上述课题的一种有效手段。。这里的关键词是“安排试验”。它是专业技术和统计技术的结合。请看一些多因素DOE应用实例。【例1农作物栽培】某省供销社进行大棚丝瓜早熟栽培试验,选择4个播种期、2个品种、2种株行距进行条件组合试验,实现了提早丝瓜上市时间、提高产值的目的。【例2材料替代】某市对豆腐制作中起凝固作用的GDL、盐卤、石膏3种物料配比进行条件组合试验,寻找出可代替原用的单一凝固剂而不影响产品质量、但避免了产生废渣的复合凝固剂,推出“环保型豆腐”新工艺。【例3环保工程】某科研所对pH值、絮凝剂(聚合硅硫酸铝)投加量、其中的硅铝比等3种因素各4个水平进行条件组合试验,寻找处理印染废水时提高“色度去除率”的优化工艺条件。【例4建筑工程】三峡大坝泄洪深孔抗冲耐磨混凝土性能对大坝安全至关重要,主要受水胶比、用水量、粉煤灰品种、粉煤灰含量、砂率、引气剂、减水剂等影响。施工指挥部对该7种因素各两种选择进行条件组合试验,确定了最优的参数配合。【例5质量检验】某市商检局研究在茶厂出厂检验、外贸收购验收及出口检验原用03±2℃4h恒重法和130℃27′快速法检测茶叶中水分含量,为了改用更好的红外快速检测法,对温度、样品量、检测时间等3个影响检测误差的主要因素进行各3水平的条件组合试验,确定了利用红外水分分析仪以130℃称量约5g样品检测15min的最佳实验条件,在确保一致性的前提下相对于原法具有快速、简便、均匀、耗能少、占地小、结果准确等优点。【例6节能降耗】指导实施的优化脱盐制水工艺、降低酸碱消耗的QCC活动,通过两轮正交试验取得成功,相关成果获当年全国优秀QCC并经过全国“擂台赛”选拔作为我国代表出席国际QCC代表大会发表。【例7焊接工艺1】现代通信电子电路的制造大量使用表面贴装元件以提高组装密度,然而许多电子产品应用中(如连接器)需要通孔插装式元件以获得高强度互连。近年来发展的通孔再流焊工艺,是用表贴元件的制造方法完成混装电路板的焊接,这种工艺取消了波峰焊工序,从而降低了生产成本。某省采用正交试验的方法分析多个因素对焊点强度及可靠性的影响规律,确定了通孔再流焊工艺优化的生产方案。【例8焊接工艺2】波峰焊中无铅(Pb-free)焊接技术上必须解决一些现实问题,包括无挥发性有机化合物(VOC-free)的助焊剂技术,以及修改工艺来接纳所要求的更高焊接温度。某作者经过正交试验确定了条件组合:焊锡温度265~270℃、接触时间秒、预热时间(顶面)110℃、湿助焊剂量474mg/dm2,取得成功。【例9化工工艺】某化工产品期望指标堆密度Y(克/立方厘米)以~为佳。某厂为了寻求的最佳反应条件,从专业知识考虑选择了反应物A、B浓度X1、X2(摩尔/升),反应温度X3(℃),加料方式X4(取1,2)等4个可控因素,分别设定了取值范围和水平数值。进行试验取得产物、处理并测定其试验结果分析:①用多元逐步回归方法建立数学模型:经逐步筛选,得回归方程为:YXX4(与X2、X3无显著相关关系),且检验表明方程的可信度高;②求回归方程的最优解:当四个X依次为、、27、1时方程有最小值0.570;③计算它们的全面组合共12种,得“最佳条件全排列”,从中得出结论:只要保持X4取1方式,X1在~范围内均能保证Y在~的所需范围内。因此在进行DOE设计时,应确定因子及每个因子的取值范围。2几个统计技术基本概念复习数据变异的统计量一批参差不齐的数据,动态形成波动,静态形成分布。不同来源、不同性质的数据具有遵循不同的分布规律,要考察的包括三个方面:数据的集中位置即平均水平、离散程度和分布形态。平均水平用算术平均值代表,离散程度用标准偏差代表,分布形态用某种分布规律的“适度”代表。设n个数据X1、X2、X3…Xi……Xn,其平均值A和标准偏差分别用下面介绍的贝塞尔(Bessel)公式计算:平均值\ue5e5\ue5e5\ue5e5变差”或偏差平方和总体方差总体标准(偏)差样本方差样本标准(偏)差设m组共n个数据为:X1有f1个,X2有f2个,…Xj有fj个……Xm有fm个(这里f1,f2,…fm称为频数),则:总频数平均值“变差”或偏差平方和\ue5e5\ue5e5总体方差V、总体标准(偏)差σ、样本方差v、样本标准(偏)差s计算方法同上。另有一个显示离散程度的统计量“极差”R,等于各X中的最大值与最小值之差(取绝对值)。【例题】n=5个数据:1,4,8,10,12;求以上各统计量:总和=35,A=7;平方和=325,变差S=(325-3535/5)/5=80;V=80/5=16,σ==4;v=80/4=20,s=√20=4.47,又R=12-1=11。本来,变差的定义是各(X-A)的平方和,用本例数据不难验证。2.2方差分析(ANOVA,analysisofvariance)方差分析用于对误差因素(包括方法误差、模型误差、仪器误差、操作误差等等)而言各种因素对总变异的影响进行判断,回答这样一个问题:试验结果的变异究竟是误差所致,还是因素确实产生影响?【例1单因素重复试验的方差分析】考察反应温度A(℃)对收率X(%)的影响。对A因素选p=2个条件:A1=30℃、A2=40℃,各进行c=5次试验,结果如下表。粗看起来,平均值A2>A1,但各次试验单独看结论不同,例如②③就完全相反。要求判断结果的不同确实是因素A的不同水平起作用,还是仅仅由于试验误差所致。按下左表计算得SA与SE,然后作方差分析表如下右表,结论:因素A的水平差异所造成的影响并不显著。源数据汇总处理方差分析表因素水平试验结果(重复C=5次)变差Cσ2平均值平均值的变差SA=方差来源偏差平方和S自由度fF比F检验临界值显著性①②③④⑤α=α=A17578606183因素AP-1=13×A28962937185误差EP(C-1)=8──全部PC个数据变差ST─→S←─┘总计TPC-1=9←此行供参考,可不列出表中“F比”是要比较的因素的“均方和”对误差因素的“均方和”的比值,等于(SA/fA)/(SE/fE)。从表中可以看出,操作过程实际上是把全部10个数据的变差ST分解为A和E两个因素所分别引起的两部分。本例中误差因素影响太大,表面上A的两个水平的平均值不同,实际上差异不算显著。如果在技术上觉得A因素应该产生显著影响,应进一步考虑查找和减少误差因素,以期得到符合实际的结论。【例2双因素无重复试验的方差分析,p=5,q=4,c=1】(引自《化工企业全面质量管理乙编上册》用相同的原料按A1~A5五种工艺本别用B1~B4四个反应器合成某种化工产品各一锅,分别测得成品种某副产物含量Y(%)如下表中20个数据,问工艺A、反应器B两因素是否对该副产物含量有显著影响?对表中横向计算变差与总和、纵向计算总和,再按Σi求SA、按Σj求SB,另求SE如表;然后作方差分析表如下右表。各因素自由度f计算为:fA=p-1=3,fB=q-1=2,fE=(p-1)(q-1)=6,fT=pq-1=11。又“F比”方差来源偏差平方和SfF比F临界值α=显著性因素A4★★因素B3×误差E12──合计T19←此行供参考可不列出结论为:A高度显著,B不显著。【例3双因素无重复试验的方差分析,p=4,q=3,c=1】考察某合成反应在其它条件固定的情况下反应温度A和压力B对产品收得量是否有显著影响。A取p=4个水平,B取q=3个水平,共12对水平组合(试验单元)进行试验,所得产品量Y如下左表。问在显著性水平α、下,两因素对产量的影响是否显著?计算方法同上例。B1B2B3B4qσ2ΣiSA=σ2p/q=55.537A1A2A3A4A5Σj→──┴SB=σ2┴→SE==ST方差来源偏差平方和SfF比F临界值α=显著性因素A3×因素B2×误差E6──合计T11此行供参考可不列出【例4双因素重复试验的方差分析】同上例,但对AB的12对水平组合各进行c=2次重复试验,所得产品量Y如下左表。问在显著性水平α、下,两因素对产量的影响是否显著?试验数据(每对A×B搭配各重复2次)方差来源偏差平方和S自由度fF比显著性BjAiB1B2B3ⅠⅡⅠⅡⅠⅡ因\ue5e5\ue5e5素A3★A1因\ue5e5\ue5e5素B2★★A2交互作用A×B6★★A314误\ue5e5\ue5e5差E12──A4合\ue5e5\ue5e5计T23──本例计算较复杂(略)。结果表明:交互作用和B因素的影响高度显著[临界值F0.01.F0.01(12,2)=6.93],A因素影响显著(临界值F0.05(12,3)=3.49,F0.01(12,3)=5.95)。关于“交互作用”,可以理解为两个因素同时起作用比起它们单独起B1B2B3qσ2ΣiSA=σ2p/q=A1A2A3A4Σj→──┴SB=σ2┴→=ST作用时有所抵消或相互促进,如化肥功效中的“以磷促氮”就是正面的例子。相关问题在试验设计部分的内容中还要介绍。注意:本例中的12个条件组合如只用每单元两数据的平均值(例如A1B1单元只得一个数据155.4),则计算可简化如上例,但得到的结论为A、B均不显著,结论完全相反。这是由于原有而未被认识的交互作用隐含在误差因素中,夸大了误差的影响,引起误判。这也说明了试验设计时应该考虑全面,而且不应忽略全部源数据的信息。方差分析能判断因素是否影响显著,但对影响显著的因素如何确定最佳取值(范围)?还需另行确定。3试验为什么要设计试验设计影响到试验的效率,也影响到试验的精度。例如用一只弹簧秤称量ABC三个样品的重量,校零点后用两种方法:①逐一单独称量;②称A+B得W1,称A+C得W2,称B+C得W3,显然A+B+C=(W1+W2+W3)/2=W,然后A=W-W3,B=W-W2,C=W-W1。方法②中每个样品的称重结果来自两次称量,误差抵消的机会增大,可靠性提高了(注意:此例仅为讲课,并不是要读者称重工作都要仿效)。某林场进行速生材丰产试验,在试验地同时栽种①②③三个品种,希望比较其优劣。左图中②的阳光通风条件不如两侧,中图从纵的方向看未考虑可能的土质差异,右方两图则兼顾了上述差异,消除了试验条件误差,有助于得出正确的结论。从数学上来讲,右方两图每行、每列三个字码互不相碰,均可称为“拉丁方”。上文讲解的一元回归分析,变量XY可以是实际经验数据,也可以有意设定自变量X,考察相应的Y,从而成为试验设计,求出回归方程后寻求最佳控制范围。单、双变量的方差分析往往应用于设定因素水平的试验,从而也成为试验设计。以下简要介绍单因素序贯优选法和多因素试验设计,后者尤为重要。4单因素序贯优选法“序贯”的含义是后一个试验条件的选择取决于其前的试验结果。本章仅介绍其中三法。法是K=(√5-1)/2=0.618033988的近似值,是方程K2=1-K的正根,是0~1范围内的“黄金分割”点。K的对称点为。某造纸厂研究麦草浆煮液比X对蒸煮结果的影响,技术上确定初始范围为~2.6,极差。第一试验点X1=R×+小数=2.29;第二试验点X2=R×+小数=。实际上X2也可不用乘法计算:X2=(大数+小数)-上次试验点=+1.8)-=。设好点为X2,则舍去X1以上的一段,在新的范围~选X3=(大数+小数)-上次好点=+1.8)-=。如果X3优于X2,则继续选X4=+1.8)-=……。直至没有进一步试验的余地为止。4.2分数法123131123123312231312213312231当试验变量非连续时,用的渐近分数3/5,5/8,8/13,13/21,21/34,34/55,55/89,89/144…代替上述。某厂通风道分1~12档,用分数8/13确定试验点:X1=8档,其对称点X2=5档;设X1较好,则从5~12的8档内按分数5/8确定试验点:X3=从第5档数起的第5档即9档,与X1对比确定最佳结果。4.3对分法当试验为单向时,可采用本法。某造纸厂为降低成本,希望对浆料中木浆的配比在50~30(%)范围内试验,在不影响成品质量的前提下配比可低到什么程度。先按50和30的中点40进行试验,如成品合格,则在40和30的中点35进行试验。设此时成品不合格,则在35和40的中点进行试验,…直至找出最佳点为止。5多因素试验设计的基本思路【例】为提高某化工产品的转化率,选择了三个有关因素进行条件试验:反应温度(A)、反应时间(B)、用碱量(C),并确定了它们的试验范围A:80~90℃B:90~150分钟C:5~7%。试验目的是希望搞清楚因素A、B、C对转化率的影响程度,确定三者的最优组合.即A温度、B时间及C用碱量各为多少才能使转化率高。试制定试验方案。对因子A、B、C分别在试验范围内选了三个水平,本例简单地按等距设定,即各因素的范围两端及中点。A:Al=80℃,A2=85℃,A3=90℃;B:Bl=90分,B2=120分,B3=150分;C:Cl=5%,C2=6%,C3=7%。这个三因素三水平的条件试验,可以设想有两种试验安排方法:(1)全面试验法:取三因素所有水平之间的组合,即AlBlC1,A1BlC2,A1B2C1,……,A3B3C3,共有3×3×3=27次试验。用图表示就是左图立方体的27个节点。全面试验对各因子与指标间的关系剖析得比较清楚。但试验次数太多。特别是当因子数目多,每个因素的水平数目也多时。试验量大得惊人。如选6个因素、每个因子取5个水平时,全面试验需56=15625次试验,这实际上是不可能实现的。而且,试验周期过长则可能误差或其他不稳定因素于扰越大。(2)简单对比法:变动一个因素而固定其他因素,然后轮换。例如,首先固定B、C于Bl、Cl,使A变化之:↗A1B1C1→A2↘A3如得出结果A3最好,则固定A于A3,C还是Cl,使B变化:↗B1※(此条件组合已在上一轮出现)A3C1→B2(好结果)↘B3如得出结果B2为最好,则固定B于B2,A还是A3,使C变化:↗C1※A3B2→C2(好结果)↘C3如试验结果以C2最好,就认为最好的条件组合是A3B2C2。共试验7次。这种方法最大优点就是试验次数少,例如六因子五水平试验,在不重复时,只用5+(6-1)×(5-1)=5+5×4=25次试验就可以了。有一定的效果,但缺点很明显:①选点代表性差,如按上述方法进行试验,试验点完全分布在一个角上,而在一个很大的范围内没有选点。因此这种试验方法不全面,所选的工艺条件A3B2C2不一定是27个组合中最好的;②如果试验误差较大、用这种方法比较条件好坏时,由于上述代表性差的问题使误差的干扰严重,造成结论的不稳定;③当各因素之间存在交互作用时,简单的单因素轮换法安排试验,可能会因为不同的轮换方式而得到不同的结论。考虑:兼顾这两种试验方法的优点,从全面试验的点中选择具有典型性、代表性的点,使试验点在试验范围内分布得很均匀、能反映全面情况,同时又希望试验点尽量地少。为此还要具体考虑一些问题。如上例,左图中标出用⊙表示的试验点。对应于A有Al、A2、A3三个平面,对应于B、C也各有3个平面,共9个平面。现这9个平面上的试验点都应当一样多;每个平面上都恰好有3个点,而每个平面的每行每列都有且只有一个点,总共9个点,即共进行9次试验。这样的试验方案,对每个因素的每个水平都要同等看待。试验点的分布很均匀,而试验次数远小于全面试验。象这样通过作图的办法来选择分布很均匀的试验点,如果因素数和水平数较多时就十分困难了。统计学家运用“数论”原理创造试验用的字码组合表,按其安排试验,能在试验点分布均匀的前提下减少试验次数,同时试验结果能够清晰地表明试验条件与指标之间的关系、给出尽量丰富的信息而分析比较简便可行。对全面组合的所有试验点通盘考虑,从中选取具有代表性的试验点进行试验、比较展望,这同抽样检验、过程控制从总体中抽取代表性的样品组成样本进行统计推断,本质上是异曲同工。按照这样的思路,试验设计有多种方法。QS-9000:1997的术语“试验设计”指出:一项设计的试验是一个试验或试验序列,试验中根据描述的设计矩阵系统化地改变潜在影响过程的变量。对所关注的反应,进行以下几种评价:①在试验的变量中确定显著影响的变量;②把变量等级所代表的整个范围的影响定量;③对过程中起作用的系统性影响获得较好的理解;④比较影响和相互作用。试验设计的代表性方法包括“传统”方法和“田口”方法。6正交试验设计(OrthogonalDesign)[有称田口方法(TaguchiMethods,又译达柯方法)]正交表的特点(以L9(34)为例)正交表是具有正交性的字码组合。所谓“正交性”是指:任何一列中各水平字码出现的次数相同,任意两列中各种“有序数对”(如12,21,…)出现的次数相同,从而任意两列中各种字码搭配情况相同。用数学语言来讲,令字码“平均值”为K(如1,2,3“平均”为2),试验次数为c,则任一列的字码和ΣXi=cK(表中等于________),且任两列的“内积”之和ΣXiXj=cKK(表中等于____________)。试验次数(行数)=Σ(每列水平数一1)+l=列数×(每列水平数一1)+l。如表中行数=4×(3-1)+1=9。具备正交性,使得试验安排具有两大特点:①试验条件均衡地分散在配合完全的水平组合之中,因而代表强,能较全面地反映整个试验情况,此称为“均衡分散”;②每列因素各水平的试验结果之和(“水平和”或称“位级和”)所包含的其它因素各水平出现次数相同,从而能最大限度地进行简便的比较、作出展望,此称为“整齐可比”。“正交性”的数学定义可以归纳为:令Ψ(X)=X-K(大写希腊字母Ψ念“psi”),例如第1列9个数顺次为-1,-1,-1,0,0,0,1,1,1;则编号为i、j的任意两列具有以下特性:每列ΣΨi(X)=0,例如第1列(-1)+(-1)+(-1)+0+0+0+1+1+1=0;两列Σ(Ψi(X)*Ψj(X))=0,例如第1、2列(-1)(-1)+(-1)0+(-1)1+0(-1)+00+01+1(-1)+10+11=0。6.2正交试验设计的步骤(以焊接工艺条件优化为例说明)明确试验目的(本文第1章例8)某电子产品企业因客户需要和ISO14000认证要求,希望解决无铅(Pb-free)焊接问题。技术上是可行的,但必须解决实施的问题,包括无挥发性有机化合物(VOC-free)的助焊剂技术,以及必须修改工艺来接纳所要求的更高焊接温度。为此,该公司成立一个跨部门、结合不同学科的小组开展活动。明确试验指标/响应变量(选择需要测量的输出特性)这是事先试验目的的关键一步。例如,对“波峰焊质量”问题涉及许多技术问题,要选准指标并且定义明确。例如HS公司SPC对波峰焊质量指标的规定:重要性分级指标定义指标(技术要求)调整方法监控方法说明指标名称测量方法因素→ABCD试验序号⑴1111⑵1222⑶1333⑷2123⑸2231⑹2312⑺3132⑻3213⑼3321A1焊接时间秒表实测(注①)3~4s调整链条速度秒表/基准确定、维护控制重点A2预热温度从PCB表面用点温计采样(注②)80~90℃调整加热功率温度计1次/2hr,X-R控制图A3助焊剂比重用比重计测定~0.845g/cm³更换助焊剂1次/2hr,X-MR控制图B1焊锡温度250±5℃温度计/实时监测注③B2波峰高度10~14mm直尺/定期抽检B3压锡深度PCB厚度的1/2~3/4目测/抽检/每次工作前B4焊剂发泡高度PCB厚度的3/4目测/抽检/每次工作前注①焊接时间也要用秒表实测,不能通过链条速度换算出来,因为波峰宽度不固定。②方法是:在一块空PCB板上打一小洞深至铜箔,点温计探头固定、接触在洞内PCB铜箔上,把PCB放在转动的链条上,到预热结束时读出点温计计数即为预热温度。③焊锡温度按锡炉最佳值,事先用平均法确定。本试验的策划中规定了测试板的设计和材料:测试板的尺寸为160x100x1.6mm。材料为FR-4,通孔双面镀铜。连接器特征为10针、双排、&0.2micro;Au/Ni表面处理。此测试板在一个装备有喷雾器助焊剂处理器、三区预热器和氮气设备的标准波峰焊接机器上以2m/min传送带速度运行,如试验结果满意,将说明通常不需要特别的或专门的设备(或配件)来转变到无铅工艺。指标Y1:“没有锡桥的引脚数”。此指标衡量锡桥的影响,计数反映锡桥与通孔渗透不良。每个板有200个引脚,因此最高分是200。指标Y2:“通孔充满的合格性”。充满焊锡的孔应如图二。每个板最大总数为4662个点。确定过程参数、选表和定义有关因素a)可控因素:一类可控因素为对过程作用很大的并可直接控制的因素,包括:接触时间(B)、预热温度(C)、助焊剂数量(D),字母是随机指定的;二类可控因素为受一类影响的因素,包括:焊接温度(A)。b)非控制因素:会影响试验偏差,但不能控制或控制起来成本效率低。例如在生产/试验期间,室内温度、湿度、灰尘等的变化。亦称“噪音因素”。小组本次试验不打算将此类因素列入考察对象。为此选择正交表L9(34),对4个因素各选定3水平(亦可称位级)。初次试验时,为了使因素的影响体现得明显,控制因素的范围覆盖得宽一些。各因素的水平范围考虑了相关的技术要求:A.无铅合金:选用Sn/Ag3.8/Cu0.7/Sb0.25(SACS),熔点温度217°C,在试验中使用过(原文有附表,略);B.试验板选择了有机可焊性保护层(OSP,organicsolderabilitypreservative),它是一种高性能的铜板涂层,能保护和维持通孔的可焊性。由于OSP与水溶性助焊剂兼容,包含在助焊剂中的酸和溶剂迅速溶解OSP涂层,变成助焊剂的一部分,当熔化的焊锡接触到板时挥发掉;C.选用的助焊剂为固体含量少于2%的合成无挥发性有机化合物(VOC-free)的助焊剂396-RX(原文有附表,略),其在铜表面的可焊性良好且具有防止锡桥的作用。资料显示:从板的顶面测量的助焊剂预热范围是100~112°C,示装配的结构而定;D.选用的喷嘴助焊剂处理器允许对施用的助焊剂数量实行精确控制,从大约300~750mg/dm2(湿的助焊剂)。如超过750mg/dm2,则助焊剂会从板上滴落下来。综合上述考虑得到下列因素水平表。这相当于把正交表中的字码“翻译”成为具体的技术内容。A焊接温度(°C)B接触时间(s)C预热温度PCB顶面(°C)D熔湿助焊剂数量(mg/dm2)水平1250130355水平226090474水平3275110639注升序,不等距升序,等距非单调升降,等距升序,不等距制定并执行试验计划工作小组制定了包含“5W1H”内容的具体方案,并论证可行性(例如:流程性材料的大生产工艺条件不能轻易改动),经主管领导批准后执行。共进行9轮、重复一次的试验。重复的目的是考察模型误差、测试方法和/或操作误差等误差因素,如果显著,则应用方差分析进行检验,以确认因素的效应。数据见下表。数据处理:a)源数据整理:本例每轮试验都做了重复,需将Ⅰ、Ⅱ两数求和(取平均值也可以)。对各指标找出全部9轮试验中的最优水平组合。本例指标属望大特性,Y1Y2以大者为优。表中标出Y1最大(两组合并列)和Y2最大值及其相应的条件组合,这样得到“直接显示的最优水平组合”:对Y1和Y2均有⑷A2B1C2D3,Y1则⑻A3B2C1D3并列。b)计算“水平和”:表中的某因素某指标某水平的“水平和”是指该因素该指标9轮试验中包含相同字码“1,2,3”的Y值数据之和,例如A因素Y1的“Ⅰ水平和”=⑴⑵⑶行Y1之和=394+386+332=1112;B因素Y1的“Ⅲ水平和”=⑶⑹⑼行Y1之和=332+388+350=1070…等等。不难看出,由于正交表中的任何一个因素中各字码出现次数均等,误差机会相同,而且这种“整齐可比”性使得用“水平和”代替平均值进行比较效果一样。还有,任何一列的三个“水平和”相加都等于9个Y值的总和(3399),除非计算出错。这也可以作为验证手段。正交表L9(34)及试验方案与结果(注:两指标均为望大)因素→A焊接温度(°C)B接触时间(s)C预热温度(°C)D助焊剂量(mg/dm2)合格引脚数Y1(200相当于100%)ABCD合格通孔数Y2(4662相当于100%)ⅠⅡ合计ⅠⅡ合计试验序号⑴11111981963941111442644648890⑵12221881983861222452645399065⑶13331711613321333377637927568⑷21232002004002123465246519303⑸22311691923612231346430616525⑹23121921963882312453045389068⑺31321961923883132431645058821⑻32132002004003213451645939109⑼33211781723503321458645789164水平和Ⅰ1112118211821105──339925523270142706724579──77513Ⅱ1149114711361162──24896246992753226954──Ⅲ1138107010811132──27094258002291425980──极差R3711210157───2198231546182375───影响次序④①②③───④③①②───平均值Ⅰ──%)──%)Ⅱ────Ⅲ────说明如用“水平平均值”代替“水平和”评估影响次序,结果相同。c)对每个因素推断“展望的优水平”:每列三个“水平和”中最优值所在为优水平,表中每列以标出,归纳可得Y1为A2B1C1D2,Y2为A3B1C2D2。注意,这样推断的水平组合,是对于4因素3水平全部81种组合而言可能是最优的组合,不一定包含在已进行的9种组合中,本例就没有出现。d)当进行了重复试验时,考察误差因素的影响:从每个指标的Ⅰ、Ⅱ两个平行试验数据看来,误差因素明显很小,不必进行方差分析即可确认:指标数据的变异确实不是误差因素所致,而是因素本身的效应。e)计算因素“水平和”的极差,比较各因素对指标的影响次序:表中对Y1为B>C>>D>A,对Y2依次为C>>D>B>A。注意联系专业技术知识考察:①计算的影响次序是否与技术知识基本相符,如本例中A对Y1Y2影响都较少;②多指标而指标之间有关联时,不同指标的因素影响次序是否也有关联。本例C对Y1Y2影响都较大,尤其是对Y2突出地大。将c)的结果按影响次序排序,得到展望的优水平:对Y1为B1C1D2A2,对Y2为C2D2B1A3。f)对各因素考察其变化趋势,获取进一步的信息。简便的方法是对每个因素以试验指标Y的水平和或水平平均值为纵坐标、水平变量为横坐标作趋势图。注意横坐标实际上是数轴,最好是按计量值处理,粗略简化(尤其是等距时)可按代号,但务必注意按实际大小排序而不一定是X1X2X3。(1)原4个因素的水平设置,ABD均为升序,而C2
提供实验设计-DOE(DESIDN-OF-EXPERIMENTS)会员下载,编号:1700830470,格式为 docx,文件大小为30页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载