波峰焊炉温曲线测试操作规程.,波峰焊炉温曲线标准
本作品内容为波峰焊炉温曲线测试操作规程.,格式为 doc ,大小 2806786 KB ,页数为 15页
('Q/HXX/XX-XXXX-XX/XX-XXXX波峰焊炉温曲线测试操作规程2014年12月01日发布2014年12月05日实施波峰焊炉温曲线测试操作规程共12页第1页1.目的:1.1.为规范产品波峰焊接制程,确保产品焊接的可靠性。对波峰炉温进行监控,以提高产品质量。2.适用范围:2.1公司所有经波峰焊接产品之炉温曲线测量。3.作业时间:3.1新产品试流时须进行测试;波峰现有3条线体,每日周一和周五每条线各测试一次,因炉温测试仪器需与SMT车间共用,需与SMT车间错开测试时间。4.测温板的制作公司波峰焊接产品,全部都是放在载具上过炉,故测试放在载具上的PCB板DIP插件焊点的温度曲线。4.1选取测试点一般选取三个及以上的焊点进行测试。焊点位置按照如下要求选取:4.1.1波峰非焊接面DIP焊点,用于测试过炉时PCB触锡反面的温度。4.1.2引脚密集、焊盘孔小的DIP器件。4.1.3引脚焊盘孔大的DIP器件。4.2埋线给测温线分别编号,如1,2,3……。1号测温线为探温热电偶,无需固定。将测温线插入焊盘孔,打上适量红胶,用热风枪加热,直至红胶凝固。对于4.1.1的测试点,将测温线搭在焊盘上,打上红胶,用热风枪加热固定。测温板具体使用详见6.5。5曲线参数标准设定基于KIC2000测试仪,有铅制程。5.1曲线参数标准设定(SAC-3JS温区)5.1.1锡膏型号:DefineYourOwnSpec。熔点:183℃波峰炉:SAC-3JS(2温区)5.1.2预热段温度110—145℃预热时间:30—60s回流段温度183℃以上回流时间:2—5s最高温度:233--255℃5.2曲线参数标准设定(MWSI温区)5.2.1锡膏型号:DefineYourOwnSpec。熔点:183℃波峰炉:MWSI温区(3温区)5.2.2预热段温110—145℃预热时间:40—60s回流段温度183℃以上回流时间:2—5s最高温度:233--255℃5.3曲线参数标准设定(MPS-400B温区)5.3.1锡膏型号:DefineYourOwnSpec。熔点:183℃波峰炉:选择性波峰焊MPS-400B(4温区)5.3.2预热段温度110-145℃预热时间:40—60s回流段温度183℃以上回流时间:2—5s最高温度:233--255℃应急预案试行要求文件编号设计杨柳校对杨柳版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第2页6.KIC2000软件使用6.1软件安装完毕后,点击KicHost.exe。打开SlimKIC2000软件界面。图一6.2打开软件界面如图二。图二文件编号设计杨柳校对杨柳版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,全球偏好:设置测量单位,最高产品起始温度,炉子名,密码编辑制程界限:为锡膏和曲线参数创建或者编辑制程工艺文件。硬件状态:显示炉子控制器开始测试温度曲线:按照按部就班的步骤测试产品曲线。浏览温度曲线:管理和查看所有用KIC2000软件做的曲线。退出:退出软件波峰焊炉温曲线测试操作规程共12页第3页6.3综合参数选择传送带速度:公分/分距离:公分温度:摄氏产品开始测试时的最高温度:33℃±2℃温度测试硬件:SlimKIC2000,数据储存语言:中文简体-Simplify工程师密码:不勾选图三6.4编辑制程曲线(图四)制程界限名称:若要新添加制程界限,可自行命名。也可点击下拉框选择已有制程界限。锡膏清单:对于波峰测试不需要锡膏,选择DefineYourOwnSpec。所有热电偶制程界限一致:如果想对所有的热电偶使用同样的参数,则在复选框中放入复选标记。选择查阅TC#:只有当“所有热电偶参数一样”的复选框没有选中时,这个对话框就才显示出来。通过点击下拉菜单,你可以查看那些被定义过的热电偶的参数。如果它有一个文本描述的话,描述就会显示在”标签”中。编辑界限:对制程界限进行编辑或选择统计数据和界限。如图五,左侧为相关参数设置,详见5.1,5.2,5.3曲线参数设定。右侧为热电偶选择与标签。按照不同测试线所连测试点进行命名,方框内打勾,则该线被选中,此处设置需与实际测量点一致。文件编号设计杨柳校对杨柳版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第4页图四、图五文件编号设计杨柳校对杨柳版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第5页6.5开始测试温度曲线产品名称:所测线体名制程界限:编辑制程界限时的命名,根据自己需要编辑选择应用于:波峰焊温度测试炉子名称:wavesodermachine(图六)炉子有几个温区:2个温区(SAC-3JS)/3个温区(MWSI)/4个温区(MPS-400B)温区温度:按波峰炉设定参数为准传送带速度:按照波峰炉设定参数为准(图七)温区长度:长度80,最低设置70,最高设置100(图八)参数设置完毕后,点击,将测温板放入托盘,将探温热电偶放于托盘前端2.5cm处,探头朝下,保证在传送过程中能够接触焊锡。探温热电偶插入SlimKIC的#1/Air[热风]上,其他热电偶按Air[热风]顺序插入,热电偶的前后顺序不重要。插装完毕后,点击后,见图十一。插入串口线,打开SlimKIC电源,显示如图十二。待所有温度降至产品开始测试时的最高温度以下后。点击。如图十三,点击是。如图十四,拔下串口线,点击确定,如图十五。将托盘和SlimKIC一起放入波峰炉,开始测试。待托盘从炉口流出后,再次插入串口线,等待5s左右,软件自动读取出曲线。如图十五,图十六。若热电偶温度高于产品开始测试时的最高温度,则软件会提示错误,如图十七。图六文件编号设计杨柳校对杨柳版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第6页图七图八文件编号设计杨柳校对杨柳版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第7页图九图十文件编号设计杨柳校对杨柳版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第8页图十一图十二文件编号设计杨柳校对版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第9页图十三图十四文件编号设计杨柳校对版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第10页图十五图十六文件编号设计杨柳校对版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,共12页波峰焊炉温曲线测试操作规程第11页图十七图十八文件编号设计杨柳校对版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,波峰焊炉温曲线测试操作规程共12页第12页图十九7.注意事项:7.1测温结束后,应将正确的PROFLIE曲线图,打印放置在相对应的产线上。7.2PROFILE量测完成后,由量测人签名并由带班技术人员签名确认后方为有效。依据参数标准得出的理想炉温曲线如下图:文件编号设计杨柳校对版本号1.0审核编制部门批准标记处数更改文件号签字日期生产技术部,',)
提供波峰焊炉温曲线测试操作规程.,波峰焊炉温曲线标准会员下载,编号:1700820450,格式为 docx,文件大小为15页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载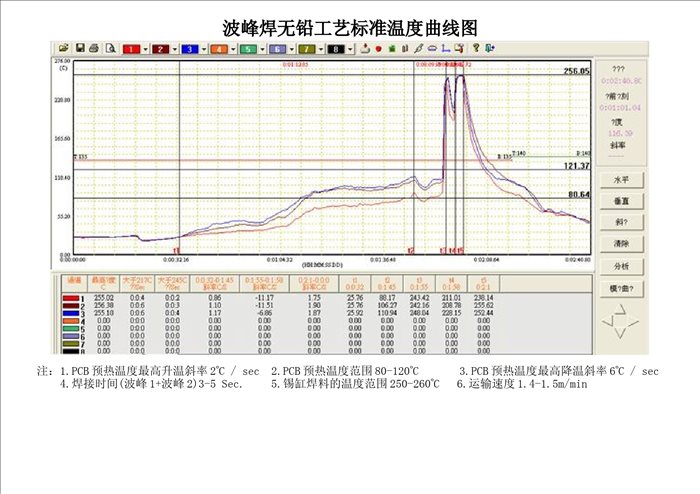 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载