气动冲床安全操作规程,气动冲床国内10大品牌
本作品内容为气动冲床安全操作规程,格式为 doc ,大小 15400 KB ,页数为 3页
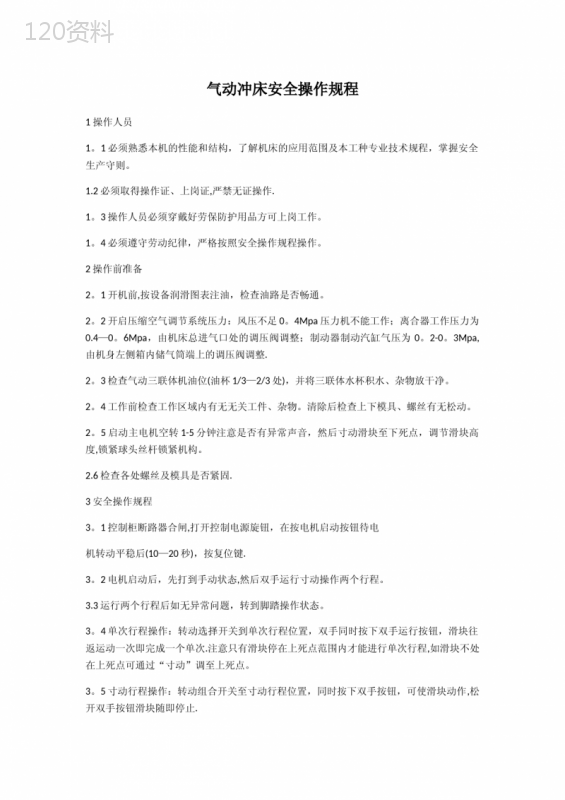
('气动冲床安全操作规程1操作人员1。1必须熟悉本机的性能和结构,了解机床的应用范围及本工种专业技术规程,掌握安全生产守则。1.2必须取得操作证、上岗证,严禁无证操作.1。3操作人员必须穿戴好劳保防护用品方可上岗工作。1。4必须遵守劳动纪律,严格按照安全操作规程操作。2操作前准备2。1开机前,按设备润滑图表注油,检查油路是否畅通。2。2开启压缩空气调节系统压力:风压不足0。4Mpa压力机不能工作;离合器工作压力为0.4—0。6Mpa,由机床总进气口处的调压阀调整;制动器制动汽缸气压为0。2-0。3Mpa,由机身左侧箱内储气筒端上的调压阀调整.2。3检查气动三联体机油位(油杯1/3—2/3处),并将三联体水杯积水、杂物放干净。2。4工作前检查工作区域内有无无关工件、杂物。清除后检查上下模具、螺丝有无松动。2。5启动主电机空转1-5分钟注意是否有异常声音,然后寸动滑块至下死点,调节滑块高度,锁紧球头丝杆锁紧机构。2.6检查各处螺丝及模具是否紧固.3安全操作规程3。1控制柜断路器合闸,打开控制电源旋钮,在按电机启动按钮待电机转动平稳后(10—20秒),按复位键.3。2电机启动后,先打到手动状态,然后双手运行寸动操作两个行程。3.3运行两个行程后如无异常问题,转到脚踏操作状态。3。4单次行程操作:转动选择开关到单次行程位置,双手同时按下双手运行按钮,滑块往返运动一次即完成一个单次.注意只有滑块停在上死点范围内才能进行单次行程,如滑块不处在上死点可通过“寸动”调至上死点。3。5寸动行程操作:转动组合开关至寸动行程位置,同时按下双手按钮,可使滑块动作,松开双手按钮滑块随即停止.3。6急停操作:在操作期间,如因故障须立即停车时,可按下急停按钮,使主电机断电,滑块也停止运动,在排除故障后,应先使急停按钮复位,方能重新开动电机。急停后滑块停在任意位置,要想进行“单次"或“连续”行程,请先“寸动”至上死点。3。7工作完毕后停机时应先将脚踏状态改为手动状态,双手运行将滑块寸动至下死点。然后打到断开状态、按电机停止按钮、电源关闭旋钮,最后断开总电源,压缩空气源.4更换模具操作步骤4。1先将滑块寸动至下死点,然后将电源关闭。4。2松开模柄紧固螺丝,将上模吊装螺栓松开。4.3然后开机,双手运行寸动将滑块上升,如上升过程中上模无法脱开,应用工具将上模与滑块脱开,严禁直接用手助模具脱开。4.4模具脱开后,寸动滑块至上死点,然后停机,迅速将模具拿出.5安装模具操作步骤5。1应先开机,将滑块从上死点寸动至下死点.5。2将合口口模具放入工作台上,使模具模柄对准冲头固定连接孔。5.3开机运行,双手运行寸动将滑块缓慢下落,调整模柄对准连接孔。如冲头下死点于模具不能重合时,应进行冲头行程调节操作(先关机,拧开锁紧套螺母,把攀车螺母固定销按进去,然后将攀车杆插进攀车孔,正、反转进行调节,确定合适位置)冲头与模具重合后,将固定销拔出,然后顺时针锁紧锁紧套螺母。5.4安装完成后进行开机操作,设备启动后按复位键,然后寸动操作使模具分离。5.5模具分离后应寸动操作2—3次上下模咬合,如果上下模咬合良好,应双手运行单动操作1—2个行程,运行无问题后开始工作转脚踏状态6注意事项6.1严禁将材料重叠起来冲压。6。2修理模具时必须停机关闭设备电源,将模具拆下进行维修,严禁在设备上进行维修。6。3更换非整体时模具时,必须支撑垫木进行防护。6.4脚踏和手动操作不能同时进行,操作时只能选择其一种.6.5工作中严禁将手或身体任何部位伸入冲头、冲模之间。6.6脚踏操作时,严禁将脚始终放在脚踏开关上,禁止改变脚踏机构或垫任何物件。6.7安装更换修理模具时禁止将气源关闭。',)
提供气动冲床安全操作规程,气动冲床国内10大品牌会员下载,编号:1700815565,格式为 docx,文件大小为3页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载