FANUC系统数控机床参数,fanuc数控机床
本作品内容为FANUC系统数控机床参数,格式为 doc ,大小 1063976 KB ,页数为 51页
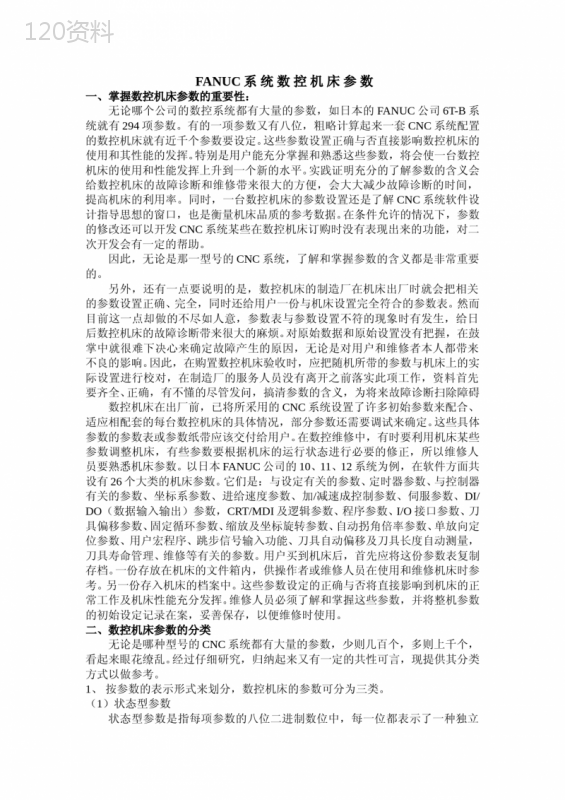
('FANUC系统数控机床参数一、掌握数控机床参数的重要性:无论哪个公司的数控系统都有大量的参数,如日本的FANUC公司6T-B系统就有294项参数。有的一项参数又有八位,粗略计算起来一套CNC系统配置的数控机床就有近千个参数要设定。这些参数设置正确与否直接影响数控机床的使用和其性能的发挥。特别是用户能充分掌握和熟悉这些参数,将会使一台数控机床的使用和性能发挥上升到一个新的水平。实践证明充分的了解参数的含义会给数控机床的故障诊断和维修带来很大的方便,会大大减少故障诊断的时间,提高机床的利用率。同时,一台数控机床的参数设置还是了解CNC系统软件设计指导思想的窗口,也是衡量机床品质的参考数据。在条件允许的情况下,参数的修改还可以开发CNC系统某些在数控机床订购时没有表现出来的功能,对二次开发会有一定的帮助。因此,无论是那一型号的CNC系统,了解和掌握参数的含义都是非常重要的。另外,还有一点要说明的是,数控机床的制造厂在机床出厂时就会把相关的参数设置正确、完全,同时还给用户一份与机床设置完全符合的参数表。然而目前这一点却做的不尽如人意,参数表与参数设置不符的现象时有发生,给日后数控机床的故障诊断带来很大的麻烦。对原始数据和原始设置没有把握,在鼓掌中就很难下决心来确定故障产生的原因,无论是对用户和维修者本人都带来不良的影响。因此,在购置数控机床验收时,应把随机所带的参数与机床上的实际设置进行校对,在制造厂的服务人员没有离开之前落实此项工作,资料首先要齐全、正确,有不懂的尽管发问,搞清参数的含义,为将来故障诊断扫除障碍数控机床在出厂前,已将所采用的CNC系统设置了许多初始参数来配合、适应相配套的每台数控机床的具体情况,部分参数还需要调试来确定。这些具体参数的参数表或参数纸带应该交付给用户。在数控维修中,有时要利用机床某些参数调整机床,有些参数要根据机床的运行状态进行必要的修正,所以维修人员要熟悉机床参数。以日本FANUC公司的10、11、12系统为例,在软件方面共设有26个大类的机床参数。它们是:与设定有关的参数、定时器参数、与控制器有关的参数、坐标系参数、进给速度参数、加/减速成控制参数、伺服参数、DI/DO(数据输入输出)参数,CRT/MDI及逻辑参数、程序参数、I/O接口参数、刀具偏移参数、固定循环参数、缩放及坐标旋转参数、自动拐角倍率参数、单放向定位参数、用户宏程序、跳步信号输入功能、刀具自动偏移及刀具长度自动测量,刀具寿命管理、维修等有关的参数。用户买到机床后,首先应将这份参数表复制存档。一份存放在机床的文件箱内,供操作者或维修人员在使用和维修机床时参考。另一份存入机床的档案中。这些参数设定的正确与否将直接影响到机床的正常工作及机床性能充分发挥。维修人员必须了解和掌握这些参数,并将整机参数的初始设定记录在案,妥善保存,以便维修时使用。二、数控机床参数的分类无论是哪种型号的CNC系统都有大量的参数,少则几百个,多则上千个,看起来眼花缭乱。经过仔细研究,归纳起来又有一定的共性可言,现提供其分类方式以做参考。1、按参数的表示形式来划分,数控机床的参数可分为三类。(1)状态型参数状态型参数是指每项参数的八位二进制数位中,每一位都表示了一种独立的状态或者是某种功能的有无。例如FANUC0—TD系统的1号参数项中的各位所表示的就是状态型参数。(2)比率型参数比率型参数是指某项参数设置的某几位所表示的数值都是某种参量的比例系数。例如FANUC0—TD系统的512、513、514号参数项中每项的八位所表示就是比率型参数。(3)真实值参数真实值参数是表示某项参数是直接表示系统某个参数的真实值。这类参数的设定范围一般是规定好的,用户在使用时一定要注意其所表示的范围,以免千百万设定参数的参数超出范围值。例如FANUC0—TD系统的522、523、524、525号参数项中每项的八位所表示的就是比率参数。2、按参数本身的性质可分为两类(1)普通型参数凡是在CNC制造厂家提供的资料上有详细介绍参数均可视为普通型参数。这类参数只要按着资料上的说明弄清含义,能正确、灵活应用即可。(2)秘密级参数秘密级参数是指数控系统的生产厂在各类公开发行的资料所提供的参数说明中,均有一些参数不做介绍,只是在随机床所附带的参数表中有初始的设定值,用户搞不清其具体的含义。如果这类参数发生改变,用户将不知所措,必须请厂家专业人员进行维护和维修。三、FANUC0系统部分参数功能目录(其中:0—T或0—M栏中为0的表示该类数控机床拥有此项功能,否则不具备次功能)表1SETTING参数参数号符号意义0—T0—M0000PWE参数写入000000TVON代码竖向校验000000ISOEIA/ISO代码000000INCHMDI方式公/英制000000I/ORS—232C口000000SEQ自动加顺序号00表2RS232C口参数2/0STP2通道0停止位00552通道0波特率0012/0STP2通道1停止位00553通道1波特率0050/0STP2通道2停止位00250通道2波特率0051/0STP2通道3停止位00251通道3波特率0055/3RS42RemoteBuffer口RS232/52200390/7NODC3缓冲区满00表3伺服控制轴参数1/0SCW公/英制丝杠003/0.1.2.4ZM回零方向008/2.3.4ADW轴名称030/0.4ADW轴名称032/2.3LIN3,4轴,回转轴/直线轴0388/1ROAX回转回转轴循环功能0388/2RODRC绝对指令近距离回转0388/3ROCNT相对指令规算0788回转轴每转回转角度011/2ADLN第4轴,回转轴/直线轴0398/1ROAX回转轴循环功能0398/2RODRC绝对指令近距离回转0398/3ROCNT相对指令规算0788回转轴每转回转角度0860回转轴每转回转角度00500—503INPX,YZ,4到位宽度00504—507SERRX,Y,Z,4运动时误差极限00508—511GRDSX,Y,Z,4栅格偏移量00512—515LPGIN位置伺服增益00517LPGIN位置伺服增益(各轴增益)00518—521RPDFX,Y,X,4G00速度00522—525LINTX,Y,Z,4直线加/减速时间常数0526THRDTG92时间常数0528THKFLG92X轴的最低速度00527FEDMXF的极限值00529FEEDTF的时间常数00530FEDFL指数函数加减速时间常数00533RPDFL手动快速成移动倍率的最低值00534ZRNFL回零点的低速00535—538BKLX,Y,Z,4反向间隙00593—596STPEX,Y,Z,4伺服轴停止时的位置误差极限00393/5快速倍率为零时机床移动00表3坐标系参数10/7APRS回零点后自动设定坐标系002/1PPD自动设坐标系相对坐标值清零024/6CLCL手动回零后清除局部坐标系028/5EX10D坐标系外部偏移时刀偏量的值(×10)0708—711自动设定工件坐标系的坐标值0735—728第二参考点00780—783第三参考点00784—787第四参考点00表4行程限位8/6OTZNZ轴行程限位检查否015/4LM2第二行行程限位024/4INOUT第三行行程限位057/5HOT3超行程—LMX—+LMZ有效065/3PSOT回零点前是否检查行程限位00700—703各轴正向行程00704—707各轴负向行程0015/2COTZ超行程—LMX—+LMZ有效020/4LM2第二行行程限位024/4INOUT第三行行程限位0743—746第二行行程正向限位0747—750第二行行程反向限位0804—806第三行行程正向限位0807—809第三行行程反向限位0770—773第二行行程正向限位0774—777第二行行程反向限位0747—750第三行行程正向限位0751—754第三行行程反向限位0760—763第四行行程正向限位0764—767第四行行程反向限位0表5进给与伺服电机参数1/6RDRN空运行时,快速移动指令是否有效008/5ROVE快速倍率信号ROV2(G117/7)有效049/6NPRV不用位置编码器实现主轴每转进给0020/5NCIPS是不进行到位检查004—7参考计数器容量004—7检测倍比0021/0.1.2.3APC绝对位置编码器0035/7ACMR任意CMR0037/0.1.2.3SPTP用分离型编码器00100—103指令倍比CMR00表6DI/DO参数8/7EILKZ轴/各轴互锁009/0.1.2.3TFINFIN信号时间009/4.5.6.7TMFM,S,T读信号时间0012/1ZILKZ轴/所有轴互锁031/5ADDCFGR1,GR2,DRN地址0252复位信号扩展时间00表7显示和编辑1/1PROD相对坐标显示是否包括刀补量002/1PPD自动设坐标系相对坐标清零0015/1NWCH刀具磨损补偿显示W0018/5PROAD绝对坐标系显示是否包括刀补量023/3CHI汉字显示0028/2DACTF显示实际速度0029/0.1DSP第3,4轴位置显示035/3NDSP第4轴位置显示038/3FLKY用全键盘0048/7SFFDSP显示软按键0060/0DADRDP诊断画面上显示地址字0060/2LDDSPG显示梯形图0060/5显示操作监控画面0064/0SETREL自动设坐标系时相对坐标清零0077/2伺服波形显示00389/0SRVSET显示伺服设定画面00389/1WKNMDI显示主轴调整画面00表8编程参数10/4PRG9O9000—O9999号程序保护0015/7CPRD小数点的含义0028/4EXTS外部程序号检索0029/5MABSMDI—B中,指令取决于G90/G91设定0389/2PRG8O8000—O8999号程序保护00394/6WKZRST自动设工件坐标系时设为G540表9螺距误差补偿11/0.1PML螺补倍率00712—715螺补间隔0756—759螺补间隔01000,20003000,4000补偿基准点001001-11282001-21283001-31284001-4128补偿值00表10刀具补偿1/3TOC复位时清除刀长补偿矢量001/4ORC刀具补偿值(半径/直径输入)08/6NOFC刀补量计数器输入010/5DOFSI刀偏量直接输入013/1GOFU2几何补偿号(由刀补号或刀号)指定013/2GMOFS加几何补偿值(运动/变坐标)014/0T2DT代码位数014/1GMCL复位时是否清几何补偿值014/5WIGA刀补量的限制015/4MORB直接输入刀补测量值的按钮024/6QNI刀补测量B时补偿号的选择075/3WNPT刀尖补偿号的指定(在几何还是在磨损中)0122刀补偿量B时的补偿号0728最大的刀具磨损补偿增量值0729最大的刀具磨损补偿值078/0NOINOW用MDI键输入磨损补偿量0078/1NOINOG用MDI键输入几何补偿量0078/2NOINMV用MDI键输入宏程序变量0078/3NOINMZ用MDI键输入工件坐标偏移量00393/2MKNMDI在自动方式的停止时,用MDI键输入工件坐标偏移量00表11主轴参数13/5ORCM定向时,S模拟输出的极性13/6.7TCW,CWMS模拟M03,M04的方向0014/2主轴转速显示0024/2SCTO是否检查SAR(G120/4)0049/0EVSFSF的输出0071/0ISRLPC串行主轴时编码器信号的接法071/4SRL2SP用1或2个串行主轴071/7FSRSP是否用串行主轴0108G96或换档(#3/5:GST=1)或模拟主轴定向(SOR:G120/5:M=1)速度00110检查SAR(G120/4)的延时时间0516模拟主轴的增益(G96)0539模拟主轴电动机的偏移补偿电压(G96)0551G96的主轴最高转速0556G96的主轴最高转速0540—543各档主轴的最高转速03/5GST用SOR(G120/5)定向/换档014/0SCTA加工启动时检查SAR信号020/7SFOUT换档时输出SF029/4FSOBG96时输出SF035/6LGCM各档最高速的参数号0539,541,555各档的主轴最高转速0542主轴最高转速0543主轴最低转速0585,586主轴换档速度(B型)0577模拟主轴电动机的偏移补偿电压06519/7主轴电动机初始化006633主轴电动机代码006501/2POSC2用位置编码器006501/5-7CAXIS1—3用高分辩率编码器006503/0PCMGSL定向方法(编码器/磁传感器)006501/1PCCNCT内装传感器006501/4.6.7位置编码器信号006504/1HRPC高分辩率编码器00表12其它24/0JGNPMC用PMC0071/6DPCRAM显示PMC操作菜单00123图形显示的绘图坐标系0四、FANUC0系列参数说明0001ADFTRDRNDECIORCTOCDCSPRODDCS76543210ADFT1:进行自动漂移补偿。0:不进行自动漂移补偿。RDRN1:快移时空运转有效。0:快移时空运转无效。DECI1:返回参考点时,减速信号为“1”时开始减速。0:返回参考点时,减速信号为“0”时开始减速。ORC1:偏置量用直径表示。0:偏置量用半径表示。IOF1:偏置量绝对值输入。0:偏置量增量值输入。TOC1:偏置可补复置键取消。0:偏置不补复置键取消。DCS1:按MDI面板上的START键可直接启动CNC而不必经过机床侧(仅MDI状态)。0:按MDI面板上的START键向机床侧发信号,当机床侧启动信号返回时,CNC才启动。PROD1:坐标值显示的是编程的位置。0:坐标值显示的是加上偏置值的实际位置。SCW1:最小指令值为英制(机床为英制)0:最小指令值为米制(机床为米制)0002NFEDTFHDHSLEASR33PPDSTP276543210NFED1:使用阅读/穿孔输出程序时,不输出前后的引导部分。(使用FANUC磁泡盒时设为“1”)0:使用阅读/穿孔输出程序时,输出前后的引导部分。(设定参数I/O为“0”时有效)。TFHD1:TEACHIN(JOG)状态下,手摇脉冲发生器有效。0:TEACHINJOG(JOG示教)状态下,手摇脉冲发生器无效。HSLE1:使用两个手摇脉冲发生器时,轴选择信号有效。(在轴选择信号关断时,手摇脉搏冲发生器不起作用)0:使用两个手摇脉冲发生器时,轴选择信号无效。(与轴选择信号无关,旋转手摇脉冲发生器,轴即移动)注:有一个手摇脉冲发生时,引参数设为“0”。(※此项功能在OT—Mate中无效)ASR331:阅读/穿孔接口为20mA电流环接口。0:阅读/穿孔接口用于FANUCPPR,FANUC磁包盒或便携式纸阅读机。(设定参数I/O“0”时有效)PPD1:坐标系设定时,相对坐标值亦被预置。0:坐标系设定时,相对坐标值不被预置。STP21:阅读/穿孔接口的停止位由此2位设定。0:阅读/穿孔接口的停止位由此1位设定。(设定参数I/O“0”时有效)注:波特率由参数NO.0522设定。0003PSG2PSG1GSTOVRIZM4ZM3ZMZZMX76543210PSG2、PSG1:主轴与位置编码器的齿轮齿数比,见附表1。附表1PSG2、PSG1的值倍率=OVRI1:修调信号(OV1~OV8,ROV1,OV2)的极性为“1”时,速度加快。0:修调信号(OV1~OV8,ROV1,OV2)的极性为“0”时,速度加快。ZMX、ZMZ、ZM3、ZM4:X、Z、第三轴、第四轴返回参考点方向和接通电源时的齿隙方向。1为负向;0为正向。注:通电后,由本参数设定的方向朝相反方向移动时开始进行齿隙补偿。倍率PSG2PSG1×100×201×410×8110004DMRXGRDX0006DMR3GRD30005DMRZGRDZ0007DMR4GRD4(※0006,0007号参数在OT—Mate中无效)KMRX~DMR4:检测倍率设定,见附表2。附表2检测倍率设定码654检测倍率设定码654检测倍率模拟伺服数字伺服模拟伺服数字伺服0000010100111/21121/213/221001011101113/23245/237/24GRDX~GRD4:参考计数器容量,见附表3。附表3参考计数器的容量设定码3210参考计数器的容量模拟伺服不用0.1μm检测器的数字伺服用0.1μm检测器的数字伺服00001000100000001200020002000000103000300030000001140004000400000100500050005000001016000600060000011070007000001118000800080000100090009000010011000010000100000101011000110000101112000120000110013000130000110114000140000111015000150000111116000160000DMR、CMR、GRD的关系见附表4。附表4DMR、CMR、GRD的关系电动机(脉冲编码器)每转移动量轴名计数单位(检测单位)/μm指令倍率(CMR)检测倍率(DMR)参考计数器的容量2000脉冲2500脉冲3000脉冲米制10mmX11/0.5410000Z114100008mmX11/0.548000Z11480006mmX1/0.5132/46000Z113260005mmX1/0.512/45000/10000Z1125000英制0.2inX1/0.511/22000/4000Z11120000008EILKNOFCROVEMFPR76543210NOFC1:不使用偏置计数器。0:使用偏置计数器。ROVE1:快移修调信号ROV2无效。(100%,F0)0:快移修调信号ROV2有效。(100%,50%,25%,F0)MFPR1:手动同步进给有效。0:手动同步进给无效。0009TMFTFINTMF:由发出M、S、T码到发出MF、SF、TF信号的时间。TFIN:接收FIN信号的时间宽度。设定范围:16~256ms(以16ms为单位)。TMF、TFIN与参数设定见附表5。附表5TMF、TFIN与参数设定TMFTFIN参数设定16ms16ms以上000032ms32ms以上000148ms48ms以上001064ms64ms以上001180ms80ms以上010096ms96ms以上0101112ms112ms以上0110128ms128ms以上0111144ms144ms以上1000160ms160ms以上1001176ms176ms以上1010192ms192ms以上1011208ms208ms以上1100224ms224ms以上1101240ms240ms以上1110256ms256ms以上11110010APRSWSFTDOFSIPRG9OFFVYEBCLISOT76543210APRS1:手动返回参考点,自动坐标系被设定。0:不进行自动坐标系的设定。WSFT1:向存储器内设定了工件偏移值时,工件坐标系亦偏移。0:不进行工件坐标系的偏移。DOFSI1:可进行刀具位置补偿量的直接输入。0:不进行刀具位置补偿量的直接输入。PRG91:程序号为9000~9999的子程序被保护,不能进行以下编辑操作:①程序的清除。即使消除所有程序,9000号以后的程序仍被保留。②程序的穿孔输出。即使所有的程序都穿孔输出,9000号以后的程序也不穿孔输出。③程序号的检索。④程序存储后的编辑。⑤程序的存储。程序不能通过MDI方式和纸带存入。⑥程序的比较。0:程序号为9000~9999的子程序能被编辑。OFFVY1:即使VRDY信号先于PRDY信号输出,亦无伺服报警。0:如果VRDY信号先于PRDY信号输出,出现伺服报警。EBCL1:显示内存中的程序时,EOB码用“”表示。0:显示内存中的程序时,EOB码用“;”表示。ISOT1:通电后,即使不返回参考点,快移亦有效。0:通电后,即使不返回参考点,快移才有效。0011MCINPG01SBKMPML2PML176543210MCINP1:通过数据输入外部启动信号(MINP)向存储器输入程序。0:不通过数据输入外部启动信号(MINP)向存储器输入程序。G011:通电后为G01方式。0:通电后为G00方式。SBKM1:可以通过宏程序的单段跳步指令,使机床停止加工。0:不能通过宏程序的单段跳步指令,使机床停止加工。(通常设为“0”)PML2,PML11:螺距误差补偿倍率见附表6。设定的补偿量乘以此倍率后输出。(所有轴通用)附表6螺距误差补偿倍率76543210NFED1:使用阅读/穿孔接口输出程序时,不输出前后的引导部分。(使用FANUC磁泡盒时设为“1”)0:使用阅读/穿孔接口输出程序时,输出前后的引导部分。(设定I/O参数为“1”时有效)注:波特率由参数0533设定。ASR331:阅读/穿孔接口使用20mA电流环接口。0:阅读/穿孔接口用于FANUCPPR,FANCUC磁泡盒或便携式纸带阅读PML2PML1倍率00×101×210×411×80012NFEDASR33ZILKSTP2机。(设定I/O参数为“1”时有效)STP21:阅读/穿孔接口的停止位2位。0:阅读/穿孔接口的停止位1位。0013TCWCWMORCWINHMNGOFCGMOFSGOFU2JHD76543210TCW、CWM:S模拟输出时输出符号,见附表7。附表7S模拟输出时的输出符号ORCW1:定向停车时S模拟输出为负值。0:定向停车时S模拟输出为正值。INHMN1:带有菜单编辑功能时,不显示菜单。0:带有菜单编辑功能时,显示菜单。(※此项功能在OT—Mate中无效)GOFC1:指令刀补号为0时,刀具形状补偿也被取消。0:指令刀补号为0时,刀具形状补偿不被取消。GMOFS1:刀具形状补偿用矢量处理,即随着刀具的移动进行。0:刀具形状补偿通过坐标系的偏移进行补偿。GOFU21:刀具形状补偿号T代码的上二位指定。0:刀具形状补偿号T代码的下二位指定。JHD1:JOG方式下手摇脉冲发生器有效。0:JOG方式下手摇脉冲发生器无效。0014T2T4WIGAOFSBSTDPGMCLT2D76543210T2T41:T代码用二位数指定时,被认为是高二位与低二位相同的四位数。0:T代码用二位数指定时,被认为是高二位为“00”的四位数。(仅在T2D=0时有效)WIGA1:刀具磨损补偿量的设定限制为增量输入,而刀具形状补偿的设定只能是绝对值输入。0:刀具磨损补偿量与刀具形状补偿量均可共用增量输入和绝对值输入。(※此项功能在OT—Mate中无效)OFSB1:刀具补偿与轴移动一起进行。0:刀具补偿在T代码的程序段中进行。(用坐标系偏移进行的刀具形状补偿与本参数无关,在T代码的程序段中进行补偿)STDP1:可以显示主轴实际转数和T代码。0:不可以显示主轴实际转数和T代码。GMCL1:通过复置键可以消除刀具形状补偿矢量。0:通过复置键不能消除刀具形状补偿矢量。(※此项功能仅0—TC才有)TCWCWM输出的符号00M03,M04均为正输出01M03,M04均为负输出10M03为正输出,M04为负输出11M03为负输出,M04为正输出T2D1:用二位数指令T代码。0:用四位数指令T代码。0015CPRDREPPRWDMORBSKPFCOTZNWCHCBLNK76543210CPRD1:可以使用小数点的地址中省略了小数点时,以mm,inch,s为单位。0:可以使用小数点的地址中省略了小数点时,为最小设定单位。REP1:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号时不报警,而由新输入的程序置换。0:由阅读/穿孔接口输入程序时,存储器内已经有相同的程序号时报警。PRWD1:用便携式纸带阅读器时,有倒带信号输出。0:用便携式纸带阅读器时,没有倒带信号输出。MORB1:刀具位置补偿量、工件坐标系偏移量的测量直接输入时,选择如下方式:设置RECORD键、切削测定面,按住RECORD键后两轴共同回退。(需要FANUCPMCMODELL或M)0:选择没有RECORD键的方式。SKPF1:在G31跳过功能中,空运转、速度修调、自动加减速有效。0:在G31跳过功能中,空运转、速度修调、自动加减速无效。(※此项功能仅0—TC才有)COTZ1:超程极限信号(LZ)有效。0:超程极限信号(LZ)无效。(※此项功能仅0TC才有)NWCH1:刀具磨损/形状补偿量显示量,不显示各号码左边的“W”字符。0:刀具磨损/形状补偿量显示量,显示各号码左边的“W”字符。CBLNK1:光标不闪烁。0:光标闪烁。0016MDECSPAGNPRDRSTMBRSTMA76543210MDEC1:M码用译码信号输出。0:M码用二位BCD码输出。SPAG1:在直接用角度绘图编程时,设定的角度以补充角度给出。0:设定的角度以正常角度给出。(※此项功能仅0TC才有)NPRD1:不使用小数点输入及显示。0:使用小数点输入及显示。RSTMB1:B组的M译码信号(M21A、M22A)可以被复置清除。0:B组的M译码信号不能被复置清除。RSTMA1:A组的M译码(M11A~M22A)可以被复置清除。0:A组的M译码不能被复置清除。0017OPG7OPG6OPG5OPG4OPG3OPG2OPG176543210OPG71:软件操作面板上进给保持有效。0:软件操作面板上进给保持无效。OPG61:软件操作面板上程序保护开关有效。0:软件操作面板上程序保护开关无效。OPG51:选择程序段跳过、单段、机床锁住和空运转可以通过软件操作面板上的键执行。0:选择程序段跳过、单段、机床锁住和空运转不能通过软件操作面板上的键执行。OPG41:点动进给倍率修调和快移速度修调可以通过软件操作面板上的键执行。0:点动进给倍率修调和快移速度修调不能通过软件操作面板上的键执行。OPG31:手摇脉冲发生器的轴选择(HX、HZ)和倍率(×10,×100)开关可以通过软件操作面板上的键执行。0:手摇脉冲发生器的轴选择(HX、HZ)和倍率(×10,×100)开关不能通过软件操作面板上的键执行。OPG21:点动进给轴选择和点动快移按钮可以通过软件操作面板上的键执行。0:点动进给轴选择和点动快移按钮不能通过软件操作面板上的键执行。OPG11:方式(MD1~MD4、ZRN)可以通过软件操作面板上的键进行。0:方式(MD1~MD4、ZRN)不能通过软件操作面板上的键进行。0018EDITBTVCPROAD76543210EDITB1:标准键盘上的编辑通过操作B实现。0:编辑操作按标准规定进行。TVC1:纸带进行TV校验。0:纸带不进行TV校验。(※此项功能仅0—TC才有)0019DBCDNEOPM02NRDCZXRCDC4DC376543210DBCD1:在诊断显示中,计时器和计数器的数据用十进制表示。0:在诊断显示中,计时器和计数器的数据用二进制表示。NEOP1:M02、M30、M99指令表示零件程序结束。0:M02、M30、M99指令不表示零件程序结束。(※此项功能仅0—TC才有)M02NR1:执行M02后程序返回到程序开始处。0:执行M02后程序不返回到程序开始处。(※此项功能仅0—TC才有)DCZ1:Z轴直径编程。(无效)0:Z轴半径编程。(※此项功能仅0—TC才有)XRC1:X轴半径编程。0:X轴直径编程。(※此项功能仅0—TC才有)DC41:第四轴直径编程。(无效)0:第四轴半径编程。(※此项功能仅0—TC才有)DC31:第三轴直径编程。(无效)0:第三轴半径编程。(※此项功能仅0—TC才有)0020NCIPSLM276543210NCIPS1:减速时,在速度为“0”后,控制机才进行下一段,但控制机不能保证机床的位置符合指定的位置(无位置检测)。0:在速度为“0”后,控制机才进行下一段,并保证机床达到指定的位置(有位置检测)。LM21:行程极限2的开关信号有效。(G129.6)0:行程极限2的开关信号无效。(G129.6)(※此项功能仅0—TC才有)0021APC8APC7APC4APCZAPCX76543210APCX~APC81:选用绝对值脉冲编码器。0:不选用绝对值脉冲编码器。0022ABS8ABS7ABS4ABSZABSX76543210ABSX~ABS81:已建立绝对值脉冲编码器的参考点位置。0:未建立绝对值脉冲编码器的参考点位置。(若进行了手动返回参考点,则自动变为“1”之后,不更换检测器时不可改变)第一次调试及更换检测器时必须设为“0”,电源OFF/ON后,进行手动返回参考点操作。0023DSONDHNGDITADCHIDFRNDGRMDJPN76543210DSONCRT画面为西班牙语显示。(※此项功能仅0—TC才有)DHNGCRT画面为朝鲜语显示。(※此项功能仅0—TC才有)DITACRT画面为意大利语显示。(※此项功能仅0—TC才有)DCHICRT画面为汉语显示。DFRNCRT画面为法语显示。DGRMCRT画面为德语显示。DJPNCRT画面为日本语显示。0024DILKQNINEGWSFINOUTGNSRSCTOIGNPMC76543210EDILK1:每个轴方向的闭锁信号都有效。0:每个轴方向的闭锁信号都无效。QNI1:刀具补偿定写入方式中进行刀补号的自动选择。0:刀具补偿定写入方式中不进行刀补号的自动选择。NEGWSF1:工件偏移量用增量输入时,转换符号后送入存储器。0:工件偏移量用增量输入时,不转换符号送入存储器。INOUT1:第二存储器行程极限的外侧为禁区。0:第二存储器行程极限的内侧为禁区。(※此项功能在OT—Mate中无效)GNSR1:绘画功能中,描绘的程序中的位置。0:绘画功能中,描绘的是加入刀尖半径补偿的实际位置。(※此项功能在OT—Mate中无效)SCTO1:检测主轴速度到达信号。0:不检测主轴速度到达信号。IGNPMC1:通过PMC的控制无效(与不带PMC相同)。0:通过PMC的控制有效。0028PNOSMPRFSTEXTSMMDLDACTFPRCMSGPRCPOS76543210PNOSMP1:搜寻主轴平均速度时,采样周期为一倍。0:搜寻主轴平均速度时,采样周期为四倍。(通常设:0)。(※此项功能仅0—TC才有)RFST1:在工件坐标系偏移时,MX用半径输入。0:在工件坐标系偏移时,MX用直径输入。(※此项功能仅0—TC才有)EXTS1:通过外部程序号检索功能检索程序(01~09999)。0:通过外部工件号检索功能检索程序(01~015)。MMDL1:方式状态在MDI操作B里显示。0:方式状态不在MDI操作B里显示。(※此项功能仅0—TC才有)DACTF1:现行位置显示页面和程序检查页面均显示实际速度。0:现行位置页面和程序检查页面不显示实际速度。(※此项功能仅0—TC才有)PRCMSG1:程序检查页面显示PMC来的信息。(不提供)0:程序检查页面显示剩余移动量。PRCPOS1:程序检查页面显示绝对坐标。0:程序检查页面显示相对坐标。0029DSPSUBMABSADRCDSP4DSP376543210DSPSUB1:显示PMC轴的第五/六轴的现行位置。0:不显示PMC轴的第五/六轴的现行位置。轴名与参数(7130,7131)一致。(※此项功能仅0—TC才有)ADRC1:倒角、拐角R中的地址不是“C”,而中“I”或“K”。此外,图样尺寸直接输入中的地址使用事逗号的“,C:和”,B:。0:倒角、拐角R和图样尺寸直接输入中的地址使用标准规格的“C”和“R”(第三轴不能使用地址“C”)。DSP4、DSP3顺序为第三、第四轴的现行位置显示。1:显示现行位置。0:不显示现行位置。(※此项功能在OT—Mate中无效)0030G91ADW40ADW3076543210G911:通电后为G91状态。0:通电后为G90状态。(※此项功能仅0—TC才有)ADW40和ADW30顺序为第三、第四轴名称的指定。1:名称为C并且Y轴控制有效。0:名称为B。(※此项功能在OT—Mate中无效)0031CNRSTESFCADDCFRTCTILVLTAPMSDRTSNRL76543210CNRST1:返回参考点时,Cf轴的相对坐标值被清除。0:返回参考点时,Cf轴的相对坐标值不被清除。(※此项功能在OT—Mate中无效)ESFC1:在Cf轴控制时,即使在车削方式(信号COFF闭合)下,位置检测器的反馈脉冲仍然有效。0:在Cf轴控制时,车削方式下,位置检测器的反馈脉冲无效。(※此项功能在OT—Mate中无效)ADDCF1:信号DRN、GR1、GR2设定在PMC的G123(DGN123地址中)。0:信号DRN、GR1、GR2设定在标准地址G118(DGN108)中。RTCT1:在深钻孔循环(G83、G87)中,钻孔过程中的回退位置为R点平面(B型)。0:在深钻孔循环(G83、G87)中,钻孔过程中的仅退回量距离(A型)。(※此项功能在OT—Mate中无效)ILVL1:孔加工循环中,用复位可更新初始点平面。0:孔加工循环中,用复位不能更新初始点平面。(※此项功能在OT—Mate中无效)TAPM1:在攻螺纹循环主轴正转和反转的先送出M05。0:在攻螺纹循环主轴正转和反转时出M03和M04。SDRT1:用M指令进行主轴分度的方向为负向。0:用M指令进行主轴分度的方向为正向。SNRL1:用复位解除主轴分度方式。0:不用复位解除主轴分度方式。0032ROT10EACSBBLINPNGMLKLIN4LIN376543210ROT101:Cs轴为inch输出时,JOG进给、切削进给上限速度、快速进给F0速度、返回参考点FL速度等参数的设定单位为1度/min。0:参数的设定单位为0.1度/min。(※此项功能在OT—Mate中无效)EACSB1:PMC轴控制为B规格。0:PMC轴控制为A规格。(※此项功能仅0—TC才有)BLIN1:B8位数字输入中,输入了小数点时的输入单位为1.000(米制)、1.0000(英制)。0:与输入单位无关,均为1.000。PNGMLK1:PMC轴控制时,机床锁住有效。0:PMC轴控制时,机床锁住无效。LIN3和LIN4第三、第四轴的线性/旋转轴选择。1为线性轴;0为旋转轴。(※此项功能在OT—Mate中无效)☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆请注意:以下参数(0035~0069)均为FANUC0—TC用!☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆0035ACMBNDSP76543210ACMB1:选择CMR有效。0:选择CMR无效。0036GSPC76543210GSPC1:特殊G代码为C型。0:特殊G代码为B型。0037PLC01SPTP8SPTP7SPTP4STPCSPTPZSPTPX76543210PLC011:使用0.1μ检测脉冲编码器。0:不使用0.1μ检测脉冲编码器SPTPX~SPTP8X、Z、Cf到第八轴的位置检测器。1:使用分离型脉冲编码器作为位置检测器。0:不使用分离型脉冲编码器作为位置检测器。0038RSCMD1DEVFL1RSCMD2DEVFL2FLKYRSCMD3DEVEFL3DEC3476543210RSCMD1、DEVFL1通道1阅读/穿孔接口I/O外设的设定,见附表8。RSCMD2、DEVFL2通道2阅读/穿孔接口I/O外设的设定。RSCMD3、DEVFL3远程缓冲器通道I/O外设的设定,见附表9。附表8通道阅读/穿孔接口I/O外设的设定附表9远程缓冲器通道I/O外设的设定FLKY1:CRT/MDI键盘用全部键。附表10地址改变减速信号0:CRT/MDI键盘用标准键。DEC34为返回参考点DEC3/DEC4地址改变减速信号,见附表10。0040LOCCCOMCTMCRSORTRWCNTDPOSUPNAMPR76543210LOCC1:复置时不把局部变量(#1~33)置成空状态。0:复置时把局部变量(#1~33)置成空状态。COMC1:复置时不把公共变量(#100~149)置成空状态。0:复置时把公共变量(#100~149)置成空状态。TMCR1:用T码调用子程序O9000。0:T码作为通常的刀具功能。SORT1:按数字顺序号显示程序库。0:按通常规定显示程序库。RWCNT1:即使执行M02/M30,也不计算已加工守的总工件数。0:即使执行M02/M30,均计算已加工守的总工件数。DPOSUP1:DPRINT指令输出数据时,如读到空的内容就输出空格。0:DPRINT指令输出数据时,如读到空的内容什么也不输出。NAMPR1:在程序显示页面中显示程序名。0:在程序不显示页面中显示程序名。0041ROVCZRNJF76543210ROVC1:ROV1D~ROV3D用作快移修调信号。0:ROV1~ROV2用作快移修调信号。ZRNJF1:在点动进给状态执行手动返回参考点。0:在点动进给状态不执行手动返回参考点。(只在PMC提供时有效)0042RSCMD3DEVFL3I/O外设00磁泡盒、PPR01软盘10纸带阅读机等11纸带阅读机等RSCMD1DEVFLI/O外设00磁泡盒01软盘10RS232、PPR11新接口DEC34=0DEC34=1DEC3X19.7X16.7DEC4X19.5X17.7ASTCD765432100043EQCD765432100044SHPCD76543210ASTCD、EQCD、SHPCD:在用户宏程序B中,EIA码的、=、#钻孔语句用8位数据设定。0045HSIFCLERNUABSCCINPRWDOUTRALRDL76543210HSIF1:M/S/T/B码的处理使用高速接口。0:M/S/T/B码的处理使用普通接口。CLER1:使用复置按钮、外部复置信号和急停,应选择清除条件。0:使用复置按钮、外部复置信号和急停,应选择复置条件。NUABS1:机床锁住信号断开且坐标系存在时,返回到原来的状态。0:机床锁住信号断开且坐标系存在时,并不返回到原来的状态。CCINP1:两个进给段之间的到位宽度由另外的参数(NO.0609~0912)设定(不必用)。0:到位宽度由普通参数设定。RWDOUT1:反绕时无信号输出。0:反绕时有信号输出。RAL1:通过阅读/穿孔接口读入程序时,只保存一个程序。0:通过阅读/穿孔接口读入程序时,保存所有程序。RDL1:通过外部控制的I/O外设读入程序时,删除所有程序后才计录一个程序。0:读入程序时与外部控制的I/O外设的通常规定相同。0046GRPOSIGNALSBABRSTSW76543210GRPOS1:加工轮廓图和刀具轨迹图中显示现行位置。0:加工轮廓图和刀具轨迹图中不显示现行位置。IGNAL1:当其他刀架发生报警时,不进给保持。0:当其他刀架发生报警时,选择进给保持。(仅0—TT用)SBAB1:一般页面的上端显示1#刀架(仅0—TT用)。0:一般页面的上端显示2#刀架。RSTSW1:复置键只对指定的刀架有效。0:复置键对所有的刀架有效。0047M3LMT2SPSEPHSP2CTIST76543210M3LMT1:M代码等待范围是(仅0—TT用)。(参数No243)×100~999。0:M代码等待范围是(参数No243)×100~999。2SP1:两个主轴(同个主轴、两个刀架)(仅0—TT用)。0:单个轴(单个轴、单个刀架)。SEPH1:手动进给的第一个手摇脉冲送到第一个刀架,第二个手摇脉冲发生器送到第二个刀架(仅0—TT用)。0:手动进给的手摇脉冲同时送到所有刀架。SP2C1:每个刀架的图形绘制在各自的页面上(仅0—TT用)。0:所有刀架的图形都绘制在一个页面上。TIST1:刀架选择信号有效(仅1#刀架)(仅0—TT用)。0:刀架选择信号无效。0048SFFDSPIFEIT0IFMTY1TY076543210说明:仅0—TT用。只为第一个刀架设定的参数。IFE1:即使建立了刀架检测条件,也不检测刀架干扰。0:刀架检测条件建立后,开始检测刀架干扰。IT01:由T码设定了No0刀补后,按照现行的刀补号继续干扰。0:由T码设定了No0刀补后,将中断干扰检测,直到下一个T码设定了大于0的刀补号。IFM1:手动方式下检测刀架干扰。0:手动方式下不检测刀架干扰。TY1、TY0:设定RN有刀架之间坐标系的关系。0049FML10NPRVEFML10S3JOGCHKSP76543210FML101:快移倍率和切削进给上限速度两个参数的增量系统应为10mm/min或1inch/min。例如:对于100mm/min,设定值应为10000。0:按各自通常的设定。NPRV1:/(在CNG内部,每转进给指令被自动地转换成每分钟转进给指令)。0:如果没有位置编码器,每转进给指令将无效。EFML101:PMC控制轴的进给率(切削进给)在使用时乘以10。0:标准设定。S3JOG1:手动操作时,可同时控制的最大轴数为3。0:手动操作时,可同时控制的最大轴数为1。CHKSP1:当PMC的“SIND”信号闭合时,执行主轴波动检测。0:即使PMC的“SIND”信号闭合,也不执行主轴波动检测。0050NFEDRSASCISTP2765432100051NFEDECLKNCKCDRSASCISYNAKPARTYSTP276543210No0050和No0051参数分别对应于I/O=2和I/O=3。NFED1:当使用阅读/穿孔接口输出程序时,其前后均无进给输出。0:当使用阅读/穿孔接口输出程序时,其前后均有进给输出。ECLK1:远程缓冲器波特率的时钟取决于外部时钟。0:远程缓冲器波特率的时钟取决于外部时钟。(注:仅在使用RS422接口时有效。)NCKCD1:在远程缓冲器内,不检测信号(CD)的状态。0:在远程缓冲器内,检测信号(CD)的状态。RSASCI1:使用阅读/穿孔接口输入程序时采用ASCⅡ码。0:使用阅读/穿孔接口输入程序时采用ISO/EIA码。SYNAK1:对于远程缓冲器接口内的协议B、“SYN”和“NAK”码的输出受到控制。0:与SYNAK=1相同。PARTY1:提供奇偶校验位。0:不提供奇偶校验位。STP21:在阅读/穿孔接口中停止位是2位。0:在阅读/穿孔接口中停止位是1位。0052NODIC8NODIC7NODIC6NODIC5NODIC4NODIC3NODICXNODIC76543210NODICX~NODIC8:对于1/10增量系统,每个PMC控制轴现行位置显示中,小数点的位置无论是否等同于1/10增量系统,都要设定这项参数。NODIC1:PMC控制轴的现行位置显示与标准规定相同,而不是按照1/10增量系统的小数点位置。0:PMC控制轴的现行位置显示按照110增量系统的小数点位置。0053LBLCD765432100054RBLCD76543210LBLCD、RBLCD用户程序B中的钻孔语句和EIA码由顺序的8位数设定。0055RMSTSITPCNTRS42PROTCAETXASCII76543210RMSTS1:当过程缓冲器接口使用协议A时,“SAT”电报的远程缓冲器状态通过从主计算机转到“SET”电报而无条件返回。0:当过程缓冲器接口使用协议A时,“SAT”电报的远程缓冲器状态通常不用任何指定而返回。ITPCNT000:G05插补数据用8ms。001:G05插补数据用2ms。010:G05插补数据用4ms。011:G05插补数据用1ms。100:G05插补数据用16ms。RS421:远程缓冲器使RES422接口。0:远程缓冲器使RS232C接口。PROTCA1:通信协议采用协议A。0:通信协议采用协议V。EXT1:“EXT”作为结束码。0:“CR”作为结束码。ASCII1:除NC数据外的所有通信都使用ASCⅡ码。0:除NC数据外的所有通信都使用ISO码。0056MUSRMSYLMSUBMPRMMTSEMBLKMSKT76543210MUSR1:使用用户程序中断功能。0:不使用用户程序中断功能。MSYL1:在循环操作中执行用户宏程序中断。0:在循环操作中不执行用户宏程序中断。MSUB1:中断程序中的局部变量与主程序相同(子程序类型)。0:局部变量只在中断程序中有交(用户宏程序类型)。MPRM1:中断有效/无效的M代码由参数设定。0:中断有效/无效的M代码是M96/M97。MTSE1:中断信号是状态触发类型。0:中断信号是边缘触发类型。MBLK1:NC中断程序的语句在程序段结尾执行(用户宏程序中断类型Ⅱ)。0:NC中断程序的语句在程序段中断执行(用户宏程序中断类型Ⅰ)。MSKT1:中断时,绝对值坐标系被设定成跳步坐标系。0:中断时,绝对值坐标系不被设定成跳步坐标系。0057MBCLRCROUTMIC76543210MBCLR1:MDI—B程序可被复置键清除。0:MDI—B程序不能被复置键清除。CROUT在B/D打印时,ISO码数据输出后。1:“LF”和“CR”都输出。0:只有“LF”输出。MIC1:在忽略小数点时,最小设定单位乘10。0:在忽略小数点时,最小设定单位不乘10。0059EDMZEDMXEDPZEDPX76543210EDMX、EDMZ对于X、Z轴负方向指令。1:快移和切削进给时外部减速信号有效。0:外部减速信号只对快移有效。EDPX、EDPZ对于X、Z轴正方向指令。1:快移和切削进给时外部减速信号有效。0:外部减速信号只对快移有效。0060IGNCOLC14DGNLDDSPGDADRDP76543210IGNCOL1:9in高分辨率彩显。0:9in高分首席率单显。C14DGN1:14in诊断页面。0:9in诊断页面。0061ALL78DSP78EBC8EBE7EBE4EBCZEBCYEBCX76543210ALL781:第七轴和第八轴在现行位置的一般显示中显示(严禁使用)。0:第七轴和第八轴不在现行位置的一般显示中显示。DSP781:第七轴和第八轴在现行位置的绝对值和相对值坐标系显示中显示。0:第七轴和第八轴不在现行位置的绝对值和相对值坐标系显示中显示。EBCX~EBC81:不用于PMC轴的DI/DO。0:用于PMC轴的DI/DO。0062C8NGADLIN8ADLIN776543210C8NG1:第八轴无效。0:第八轴有效。ADLIN7、ADLIN81:设定第七轴为旋转轴。0:设定第七轴和第八轴为直线轴。0063SPMRPMEAXOVM198PPRSTINMTDSPI76543210SPMRPM1:D在S码五位模拟控制时,主轴最大转速成为99999r/min。0:在S码五位模拟控制时,主轴最大转速成为标准值。EAXOV1:对于PMC轴,空运转和分辩率修调有效。0:对于PMC轴,空运转和分辩率修调无效。M198P1:M198的地址P表示一个程序和倍率修调有效。0:M198的地址P表示一个程序和倍率修调无效。PRSTIN1:当输入采用英制时,自动坐标系的设定作为一个单独的参数来处理。0:当输入采用英制时,自动坐标系的设定不作为一个单独的参数来处理。MTDSPI1:机床坐标系的显示适应输入系统。0:机床坐标系的显示不适应输入系统。0064P2SG2P2SG1NPASETREL76543210P2SG2、P2SG1主轴及第二个位置编码器之间齿轮齿数比,见附表11。附表11主轴及第二个位置编码器倍率=之间齿轮齿数比NPA1:当有报警产生或进入操作信息时,页面不转换到报警/信息页面。0:当有报警产生或进入操作信息时,页面转换到报警/信息页面。SETREL1:在相对位置显示时,每一个轴都被预置。0:预置和通常一样。0065M3B76543210M3B1:每个程序段中最多使用3个M代码。0:每个程序段中使用的M代码数按照通常的规定。0066ZM8ZM776543210ZM8、ZM7第七轴和第八轴返回参考点方向及接通电源时的齿隙方向。1:负向。0:正向。0067DMR7GRD70068DMR8GRD8DMR7、DMR8:设定第七轴和第八轴的检测倍率。GRD7、GRD8:设定第七轴和第八轴的参考计数器容量。0069PLHZPLGN4PLGN376543210PLHZ1:通电后,当返回参考点两次或更多次时,同步轴返回参考点的G28倍率P2SG2P2SG1×100×201×410×811指令以快移速度定位。0:同步返回参考点的G28指令为通常时的低速(与手动返回参考点相同)。PLGN4、PLGN31:加工多边形时,第三轴用作同步轴。0:加工多边形时,第四轴用作同步轴。注:设定PLGN3和PLGN4中的一个为“1”。如果两者都为“0”,则每三轴用作同步轴;如果两者都为“1”,则第四轴用作同步轴。同步轴必须是NC控制轴和控制轴。☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆请注意:以下参数在设定时均按十进制数输入!!!☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆☆0100CMRX0101CMRZ0102CMR30103CMR4CMRX、CMRZ、CMR3、CMR4分别为X轴、Z轴、第三轴、第四轴的指令的倍率,见附表12。附表12X轴、Z轴、第三轴、第四轴的指令的倍率当一任意指令倍率(No.0035ACMR=1)被用时,有两种设定方式:①当一个指令倍率是1/2~1/27时;预设定值=②当一个指令倍率是2~48时;预设定值=2(指令倍率)0108SPLOWSLOW:主轴速度以恒定速度旋转,或主轴变档速度(当参数No.003GST=1)设定值=设定范围0~255r/min0109THDCH在G92螺纹切削循环的倒角宽度的设定。设定范围0~127(0.1螺距)设定码倍率10.5214210520100110SCTTIM检查主轴速度到达信号设定的延时时间,这时间的建立是从执行S码开始,主轴速度到达为止的时间,设定范围0~255ms。0111MBUF10112MBUF2MBUF1、MBUF2:可最多设定两个其后的程序段不进行缓存处理的M代码例如:设定了M03时,M03下面的程序段不进缓存区直接处理。0113PSORGX0114PSORGZPSORGX、PSORGZ:分别为X、Z轴参考点上的栅格数(0~255)。0117OFCMP0118TLCMP0119OFMAX0120TLMAX与简易刀具寿命管理功能相关的参数:OFCMP:偏置号补偿值,设定值为0~32。TLCMP:刀具选择号补偿值,设定值为0~99。OFMAX:偏置号最大值,设定值为0~32。TLMAX:刀具选择号最大值,设定值为0~99。]0121MULHPGMULHPG:手轮进给的倍率n,设定值为1~127。设定手轮进给量选择信号MP2接通时的倍率,通常设定为100。0122OFSNOOFSNO:刀具补偿量设定值直接输入B功能中,刀具补偿号的设定(设定工件坐标系偏量时)。设定值为1~32。0123GRPAXGRPAX:绘图功能中图形坐标系的建立。GRPAX=0:X↑Z→(第1象限)GRPAX=1:X→Z↑(第1象限)GRPAX=2:X↓Z→(第4象限)GRPAX=3:X→Z↑(第4象限)GRPAX=4:X↑Z→(第2象限)GRPAX=5:X↓Z→(第3象限)0130UPKY0131DWNKY0132PGTKY0133LFTKY0134FWDKY0135BACKYUPKY=1为+X;DWNKY=2为-X;PGTKY=3为+Z;LFTKY=4为-Z;FWDKY=5为+3;BACKY=6为-3。在软件操作面板上确立点动轴和方向键,设定值为1~6。0140NSW110203NSW88这些参数是设定软件的8个开关的名称,每个开关对应8个参数,即最多可设定8个字符。每个参数设一个字符,第一个开关对应为0140~0147,其余按类似排列。字符代码参照附表13:字符码字符码字符码A65W87(40B66X88)41C67Y8942D68Z90+43E69048,44F70149—45G71250·46H72351/47I73452:58J74553;59K75654〈60L76755=61M77856〉62N78957?63O79。32@64P80i33I91Q81”34?92R82#35$93S83¥36]94T84%37-95U85&38V86,390204CCLMP在钻孔循环中,夹紧C轴的M代码,设定值为00~99。0212DFXM03在孔切削循环中,主轴正向旋转的M代码,M码建立值是1~255(如果0被建立,则M03输出)。0219MCDCNT设定一个M代码,该码执行后则将机床加工的总零件数和加工零件数进行计数,范围是1~255(0则无效,不能设98和99)。0220UMGCD00229UMGCD910个G代码调用用户宏程序。UMGCD0G代码调节器用用户宏程序09010。UMGCD1G代码调节器用用户宏程序09011。UMGCD2G代码调节器用用户宏程序09012。UMGCD3G代码调节器用用户宏程序09013。UMGCD4G代码调节器用用户宏程序09014。UMGCD5G代码调节器用用户宏程序09015。UMGCD6G代码调节器用用户宏程序09016。UMGCD7G代码调节器用用户宏程序09017。UMGCD8G代码调节器用用户宏程序09018。UMGCD9G代码调节器用用户宏程序09019。范围是1~255个(有M00时,不能调用用户宏程序。当设为0时,等于没有设)。0230UMMCD40239UMMCD13建立101上M码调用用户宏程序UMMCD4M代码调用用户宏程序09020。UMMCD5M代码调用用户宏程序09021。UMMCD6M代码调用用户宏程序09022。UMMCD7M代码调用用户宏程序09023。UMMCD8M代码调用用户宏程序09024。UMMCD9M代码调用用户宏程序09025。UMMCD10M代码调用用户宏程序09026。UMMCD11M代码调用用户宏程序09027。UMMCD12M代码调用用户宏程序09028。UMMCD13M代码调用用户宏程序09029。设定范围是6~255(用M00指令时,不能调用用户宏程序。当设为0是等于没有设)。0240UMMCD10241UMMCD20242UMMCD3UMMCD1调用用户宏程序009001。UMMCD2调用用户宏程序009002。UMMCD3调用用户宏程序009003。这三个参数均通过M码调用用户宏程序。设定范围是3~255(用M00指令时,不能调用用户宏程序。当设为0时,等于没有设)。0243WAITM输入一个三位M代码的百位数最小值,(为OTT)则其上的100个M代码为有效。0246MCALL可以通过M代码调用用户宏程序,设定范围是3~255。0247MACRET可以通过M代码调用用户宏程序,设定范围是3~255。0248M198MM码通过除了M198以外的方法调用程序寄存器,设定范围是3~255(当设为0时,等于没有设)。0250BRATE2BRATE2阅读器/穿孔机的波特率(当参数I/O是2时有效)。0251BRATE3BRATE2遥控器A/B的波特率(当参数I/O是3时有效),见附表14。附表14设定值与波特率的关系设定值波特率设定值波特率150760021008120031109240041501048005200119600630012192000252PRSTCT延长RST信号输出时间(单位×16ms)。RST输出时间=复置时间+参数指×16ms。设定范围0~225。0296SVAXX0270SVAXZ0271SVAX30272SVAX40273SVAX70274SVAX8备注:政党设定为0,设定范围是1~6,见附表15。附表15设定范围设定值含义设定值含义11(M34,M35)44(M47,M48)22(M37,M38)57(M134,M135)33(M44,M45)68(M137,M138)设定这些参数为所有控制轴,当所有控制轴不设定或有错误设定时,有一伺服报警。0275CMR70276CMR8CMR7建立第七轴指令倍率。CMR8建立第八轴指令倍率。参考参数0100~0130项0279PSELP30280PSELP4PSELP3为第三轴设定基本坐标系。PSELP4为第四轴设定基本坐标系,建立值及含义见附表16。附表16设定基本坐标系的建立值及含义建立值含义建立值含义2基本三轴下Y轴6与Y轴并行5与X轴并行7与Z轴并行0281PSYNCZ+PSYNCX0282PSYNC3+PSYNC4PSYNCX、PSYNCZ、PSYNC3、PSYNC4由X轴、Z轴、第三轴、第四轴建立同步控制轴,范围是0~3。0:与X轴同步。0285DPAX70286DPNX8DPAX7建立第七轴的名。DPAX8建立第八轴的名。这个设定码通常与操作面板上码一致,当不建立时,55和56被履行。0291PL11D10292PL11D2PL11D1指定直线轴的极坐标插补。PL11D2指定旋转轴的极坐标插补。它们的设定值与对应的控制轴见附表17。附表17设定值与对应的控制轴设定值控制轴设定值控制轴1X3C2Z4Y0500INPXINPX:标准设定20(米制输出),标准设定12(英制输出)。0501INPZ0502INP30503INP4以上四个参数分别为X轴、Z轴,第三轴、第四轴的到位宽度。设定范围为0~32767检测单位。到位检测在如下场合进行:由快速进给至快速进给,由快速进给至切削进给由切削进给至快速进给。0504SERRX0505SERRZ0506SERR30507SERR4以上四个参数分别为X轴、Z轴、第三轴、第四轴移动期间位置偏移量的限制值。设定范围为0~32767。0508GRDSX0509GRDSZ0510GRDS30511GRDS4以上四个参数分别为X轴、Z轴、第三轴、第四轴的栅格移动量。设定范围:0~±32767检测单位。当参考点移动时,此参数需要符号。0516PSNAGNS4/S5位控制(模拟输出),是周速恒定控制(模拟输出)的增益调整用参数,设定模拟输出中调整增益用的数据。设定范围为700~1250。0517LPGINLPGIN设定位置控制的环路增益。设定范围为1~9999(单位0.01s)。0518RPDFX0519RPDFZ0520RPDF30521RPDF4以上四个参数分别为X轴、Z轴、第三轴、第四轴的快移速率。设定范围为30~24000,单位为mm/min。30~9600,单位为0.1in/min。注:其他设定值设49号参数FMLIO为“1”,1/10增量系统的单位相同。0522LINTX0523LINTZ0524LINT30525LINT4以上四个参数分别为X轴、Z轴、第三轴、第四轴的快移时的加减速时间常数。设定范围为8~24000ms。0526THRDTTHRDTX轴螺纹切削循环(G92)的时间常数。设定范围为8~24000ms。与THDFL(528号参数)配合设定一最佳值。0527FEDMXFEDMX(X轴、Z轴)切削进给上限速度。设定范围为6~15000,单位为mm/min。6~6000,单位为0.1in/min。0529FEEDTFEEDT切削进给和点动进给指数型加/减带时间常数。设定范围为0~4000ms。有用指数型加/减速时设为0。0530FEDFLFEDFL切削进给指数型加/减速时间的下限时间常数。设定范围为6~15000,单位为mm/min。6~6000,单位为0.1in/min。0531SPALWSPALW在主轴速度变动检测功能中,达到指令速度的允差率。设定范围为1~100%(恒表面速度切削)。0532SPLMTSPLMT在主轴速度变动检测功能中,出现报警的主轴速度的变动率。设定范围为1~100%(恒表面速度切削)。0533RPDFLRPDFL全部轴通用的快速修调的最低进给速度。设定范围为6~15000,单位为mm/min。6~6000,单位为0.1in/min。0534ZRNFLZRNFL全部轴通用的返回参考点的低速(FL)的设定。设定范围为6~15000,单位为mm/min。6~6000,单位为0.1in/min。0535BKLX0536BKLZ0537BKL30538BKL4以上四个参数分别为X轴、Z轴、第三轴、第四轴的间隙量。设定范围为0~2500,单位为0.01mm。0~2500,单位为0.001in。X轴用直径编程时,用直径值设定。0539SPDLCSPDLC设定主轴速度偏移补偿值,即主轴速度指令电压零偏置。(恒表面速度切削)设定范围为0~±8191(单位为VELO)。0540GRMX10541GRMX20542GRMX30543GRMX4以上四个参数设定主轴指令电压为10V时,对应1~4挡的主轴速度,用于恒切削线度控制功能。设定范围为1~9999(单位为r/min)0544DRFTX0545DRFTZ0545DRFT30546DRFT4以上四个参数设定主轴指令电压为10V时,对应1~4挡的主轴速度,用于恒切削线度控制功能。设定范围为1~9999(单位为r/min)0544DRFTX0545DRFTX0545DRFT3以上三参数依次为X轴、Z轴、第三轴伺服环内发生的漂移的补偿量。设定范围是为0~8191(单位为VELO)。自动补偿的场合,此值自动变为零。0548JOGFLJOGFL点动进给指数型加/减速的低限。设定范围为6~15000,单位为mm/min。6~6000,单位为0.1in/min。0550SEQINCSEQINE顺序号自运插入时的号码增量值。设定范围为0~9999。0551SLOWSPSLOWSP恒表面速度控制时(G96)的主轴最低转速0552BRATE0BRATE0设定阅读/穿孔的波特率(当参数I/O为0时有效),见附表18。附表18阅读/穿孔的波特率(I/O为0时)设定值波特率设定值波特率15076002100812003110924004150104800520011960063000553BRATE1BRATE1设定阅读/穿孔的波特率(当参数I/O为1时有效),见附表19。附表19阅读/穿孔的波特率(I/O为0时)设定值波特率设定值波特率15076002100812003110924004150104800520011960063000556SCLMPSCLMP主轴速度上限值(恒表面速度控制)。设定范围为0~9999r/min(G96和G97状态有效)。0557CRCDLCRCDL在刀尖半径补偿中,刀具没接近90的锐角的拐角外侧移动时,忽略小移动量的限度。设定范围为0~16383,单位为0.001mm。0~16383,单位为0.001in。0558ACALFLACALFL在自动刀具补偿时,测量的进给倍率。设定范围为0~15000,单位为mm/min。0~6000,单位为0.1in/min。0559RPDJX0560RPDJZ△0561RPDJ3△0562RPDJ4以上四参数依次为X轴、Z轴、第三轴和第四轴点动状态的快移倍率。设定范围为30~24000,单位为mm/min。30~9600,单位为0.1in/min。这四个参数设为“0”,则参数0518、0520、0521有效。0564SPWDTHSPWDTH主轴波动检查功能中不引起报警的允许波动值。设定范围为0~32767r/min。0580SLPGM10581SLPGM20582SLPGM30583SLPGM4以上四参数分别为主轴1~4挡的伺服环增益倍率。设定值=2048×(E/L)×α×1000式中E——主电动机转速为1000rpm时的电压(V);L——主电动机每转的角度(通常360°);α——检测单元(度)。0584SLPGINSLPGIN主轴环增益。设定范围为1~9999(单位为0.01s)。0585SRPDFLSRPDFL主轴快移修调最低速度(F0)。设定范围为660~15000度/min。0586SZRNFLSZRNFL主轴定向时FL速度。设定范围为660~15000度/min。0587MORTMORT主轴定向M码。设定范围为06~97。0588MERGSMERGS解除主轴分度的M码。设定范围为06~97。0589MSINDXMSDEGM码调用时M码的初始值。设定范围为06~97。0590MSDEGMSDEGM码调用的基准旋转值。设定范围为1~60度。0591PDWELPDWEL钻孔加工循环中,C轴松卡指令的暂停时间。设定范围为1~32767ms。0593STPEX0594STPEZ0595STPE30596STPE4以上四参数依次为X轴、Z轴、第三轴和第四轴停止位置误差极限。设定范围为0~32767检测单元。0597G05MOMGO5MOM高速遥控缓冲器控制轴数。设定范围为1~最多控制轴数;高速缓控缓冲器B总是设3。0598PCHKPCHK通常刀架1和2所用的程序号的最小值。0600PARTRQPARTRQ设定所需加工工件数。设定范围为0~9999。0601PEXPJX0602PEXPJZ0603PEXPJ30604PEXPJ4以上四参数分别设定X轴、Z轴、第三轴和第四轴停止位置误差极限。设定范围:0~32767检测单位。0605PFLJGX0606PFLJGZ0607PFLJG30608PFLJG4以上四参数分别设定X轴、Z轴、第三轴和第四轴手动进给指数升降速率。设定范围为6~15000,单位为mm/min。6~6000,单位为in/min。0609INPDX0610INPDZ0611INPD30612INPD4以上四参数分别设定X轴、Z轴、第三轴和第四轴手动进时指数升降速率。设定范围为6~15000,单位为mm/min。6~6000,单位为in/min。如果设为零,则所有轴通用数据有效(参数548)。0613PSANG2PSANG2S4/S5控制(模拟输出)在恒表面速度控制时,设定第二主轴的增益,调节数据(模拟输出)。设定范围为700~1250,标准设定值为1000。注:参考参数0516。0614SPDLC2SPDLC2设定第二主轴的速度偏置补偿值,即主轴速度指令电压的零偏置补偿值。0615CIMAX10616CIMAX2以上二参数分别设定主轴速度指令电压是10V时,第二主轴对应1档、2档的速度。设定范围为1~9999r/min。0617PSANG3PSANG3S4/S5位控制(模拟输出),在恒表面速度控制时,设事实上第三主轴的增益,调节数据(模拟输出)。设定范围为700~1250,标准设定值:1000。注:参考参数0516。0618SPDLC3SPDLC3设定第三主轴的速度偏置补偿值,即主轴速度指令电压的零偏置补偿值。0619G3MAX10620G3MAX2以上二参数分别设定第三主轴速度指令电压是10V时,第三主轴对应1档、2档的速度。设定范围为1~9999r/min。06309HRDSX9HRDSX9in高分辨率图形的点移量(水平方向)。设定范围为0~±32767。06319HRDSY9HRDSX9in高分辨率图形的点移量(垂直方向)。设定范围为0~±32767。0636PEXDECPEXDEC外部减速(全轴通用)。设定范围为0~15000,单位为mm/min。0~6000,单位为0.1in/min。0651PEFDTX0652PEFDTZ0653PEFDT30654PEFDT4以上四参数分别设定各轴在PMC轴切削进给时的指数型升降速时间常数。0657PEAFLX0658PEAFLZ0659PEAFL30660PEAFL4以上四参数分别设定PMC轴切削进给时每轴指数型升降速低限速度(FL)。设定范围为0~15000,单位为mm/min。0~6000,单位为0.1in/min。如果设为零,HC切削FL速度有效。0667POLCLPPOLCLP设同步轴的上限速度。设定范围为0~1.2×103/POLROT0668POLSPDPOLSPD设同步轴的上限速度。设定范围为1~2000pus/min。0669JOGEPLJOGEPL同步轴的旋转开关设到位置10时的点动速率。设定范围为1~2000pus/min。0670RFDFLPLRFDFLPL同步轴快移修调的最低进给速率(F0)。设定范围为6~15000pus/min。0671ZRNFLPLZRNFLRL同步轴返回参考点时最低进给速率(FL)。设定范围为6~15000pus/min。0700LT1X10701LT1Z10702LT1310703LT1410704LT1X20705LT1Z20706LT1320707LT142设定上面所示的存储行程极限。设定范围为0~±99999999(单位为0.001mm,0.0001in)按距参考点的位置设定..在直径编程的场合,X轴用直径指定位位置,用参数设定的区域外侧面为禁区,通常按照机床的最大行程设定,进入禁区会报警。由于检测系统可能有误差,应在行程中留有一定余量,米制的场合,大致留有的余量为快速进给速度乘以1/5值(mm)。0708PRSX0709PRSZ△0710PRS3△0711PRS4以上四参数分别为进行自动坐标系设定时,X轴、Z轴、第三轴、第四轴的参考点坐标。设定范围:0~±99999999(单位为0.001mm,0.0001in)0712SPTIME0713PSGRDX0714PSGRDZSPTIME在主轴速度变动检测中,经过一定的时间仍未达到指令转速时,开始检测的时间(p)。设定值为0~999999(ms)。PSGRDX、PSGRDZ依次为X轴、Z轴的栅格宽度。设定为0时,不输出位置信号。为使以快速进给速度的最大设定值24m/min移动时,位置信号的输出不会遗漏。栅格宽度的设定必须为6400以上的值。0717MRCCDMRCCD重复固定循环的切削深度(G71、G72)。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0718MRCDTMRCDT重复固定循环的切削深度(G71、G72)设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0719PESCX0720PESCZPESCX、PESCZ依次为X轴,Z轴方向重复固定循环G73,G74的回退量。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0721PATIMPATIM重复固定循环G73的分割数。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0722GROVEGROVERCDT重复固定循环G74,G75的退回量。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0723THRPTTHRPT重复固定循环G76中最终精车的重复次数。设定范围为1~999999990724THANGTHANG重复固定循环G76的刀尖角度。设定范围为0、29、30、55、60、80。0725THCLMTHCLM重复固定循环G76中的最小切削深度。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0726THDFNTHDFN重复固定循环G76的精加工余量。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0728WIMAXWIMAX刀具磨损补偿增量输入时的允许输入值的设定。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0729WOMAXWOMAX刀具磨损补偿量最大值的设定。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0730MIRSSMIRSS双刀架镜像加工中使用,坐标系偏移时刀架间距的设定。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。0731GANMAX0732GANMAZGANMAX、GANMAZ依次为自动补偿时的X、Z轴γ值。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。X轴值为半径值。0733EPCX0734EPCZEPCX、EPCZ依次为X、Z轴自动补偿功能的γ值。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in)。X轴值为半径值。0735REF2X0736REF2ZREF2X、REF2Z依次为X、Z轴第二参考点距第一参考点距离。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in),1~99999999(单位为0.001度)。0739ABSXP0740ABSZPABSXP、ABSZP使用绝对值脉冲编码器时,在参考点返回位置时的计数器值,由于此值在完成手动返回参考点后会自动设定所以不需设此参数。设定范围为1~99999999(单位为0.001mm),1~99999999(单位为0.0001in),1~99999999(单位为0.001度)。0743TLSXP0744TLSXM0745TLSZP0746TLSZMTLSXPX轴至+接触的距离。TLSXMX轴至-接触的距离。TLSZPZ轴至+接触的距离。TLSZMZ轴至-接触的距离。设定范围为0~±99999999(单位为0.001mm),0~±99999999(单位为0.0001in)。设定由测量基准点到每一个接触面的距离。0747LT2X10748LT2Z10749LT2320750LT242当EXZLM2(G129.6)信号接通时,用此参数,而不用0700~0707检测行程极限。注:只在No.09154LMZ=1时有效。0751LT2X20752LT2Z2设定上面所示的存储行程极限。设定范围为0~±99999999(单位为0.001mm),0~±99999999(单位为0.0001in)。设定参考点的行程极限,在用直径编程的场合,X轴用直径指定位置。禁止区域用内侧或外侧,在参数INPUT(No24)中设定。0757PECINTZ0758PECINT30759PETINT40760PETINTX以上参数是表示每个轴螺距误差的补偿的补偿距离。设定值:半径设定时,8000~99999999(米制)4000~99999999(英制)直径设定时,16000~99999999(米制)8000~99999999(英制)0778POLROTPOLROT:设定同步轴每一转的移动距离。设定范围为1~9999999。0779PARTALPARTAL:加工工件总数。设定范围为0~99999999。0780REF3X0781REF3Y0782REF330783REF34设定X轴~第四轴,从第一参考点到第三参考点的距离。设定范围为0~±99999999(单位为0.001mm),0~±99999999(单位为0.0001in)。0784REF4X0785REF4Y0786REF430787REF44设定X轴~第四轴,从第一参考点到第四参考点的距离。设定范围为0~±99999999(单位为0.001mm),0~±99999999(单位为0.0001in)。0815PRSTIX0816PRSTIZ0817PRSTI30818PRSTI4以上参数是自动坐标系设定时参考点的坐标值(英制输入,参数NO.063第一位PRSTIN=1)。设定范围为0~±99999999。0821LT1710822LT1810823LT1720824LT182设定第七、第八轴的行程极限。设定范围为0~±99999999(单位为0.001mm),0~±99999999(单位为0.0001in)。设定到参考点的距离。0827ABS7P0828ABS8P以上两参数表示使用绝对值编码器时,返回参考点位置时的计数器数值,在手动返回参考点时,此值自动设定。1000PECORGXPECORGXX轴螺距误差补偿的原点。设定范围为0~127。1001~1008X轴螺距误差补偿量的设定,设定范围为0~±7。2000PECORGZPECORGZZ轴螺距误差补偿原点。设定范围为0~127。2001~2008Z轴螺距误差补偿的原点。设定范围为0~±7。3000PECORG3PECORG3第三轴螺距误差补偿原点。设定范围为0~127。3001~3008第三轴螺距误差补偿的原点。设定范围为0~±7。4000PECORG4PECORG4第四轴螺距误差补偿原点。设定范围为0~127。4001~4008第四轴螺距误差补偿的原点。设定范围为0~±7。7001DECISSCWS76543210DECIS1:返回参考点时,当减速信号是1时,机床减速。0:返回参考点时,当减速信号是0时,机床减速。SCWS1:最小指令增量是英制(英制系统)。0:最小指令增量是米制(米制系统)。7002PPDS76543210PPDS1:通过坐标设定相对坐标也被预置。0:通过坐标设定相对坐标不被预置。7010APRSSOFFVYS76543210APRSS1:返回参考点时设自动坐标系。0:返回参考点时设不进行自动坐标系。OFFVYS1:当VRDI接通时,在PRDY输出前伺服不报警。0:当VRDI接通时,在PRDY输出前伺服报警。附表20为数字伺服每个轴的参数。附表20数字伺服每个轴的参数8500参数号轴8500参数号轴第1轴8100~8165X轴第3轴8300~8365轴CF轴,PMC轴第2轴8200~8265Z轴第4轴8400~8465Y轴,PMC轴以下各参数中,每个轴的参数号由下列表示:8□00DGPRM76543210DGPRM通电后,与数字伺服相关的参数的标准值。1:不设定。0:设定。电动机的形式确定后,本参数设为0,则通入电源时,与参数8□20的电动机形式相称的值被自动地设入参数中,同时本参数变成“1”。8□01AMR5ARM4ARM3ARM2ARM1ARM076543210对就电动机型号参数设置见附表21。附表21对应电动机型号参数设置电动机型号脉冲编码器每转脉冲数AMRS~AMRO5432102—0,1—0,0,510,20,20M,30,30R2000011111250001101030000100014—0,3—020000101015—010000100002—0,1—0,0,510,20,20M30,30R1250000000120000111111250001110108□02VFSELPSSEL76543210设定值固定如下,请勿变更。VFSEL=0PSSEL=18□20电动机形式参数输入数据形式:字轴形。数据单位:数据范围:0~32767在NC存储器内,存有各种电动机形式与数字伺服有关的参数标准值。通过本参数的设定可确定选择哪种数据,按各轴设定,本参数在0型电动机以下,或设定了没有给出的电动机形式时会发出报警。参数号电动机形式5—04—03—02—01—08□2034567参数号电动机形式051020M208□2089101112参数号电动机形式3030R8□2013148□21负载惯量比参数输入数据形式:字轴形。数据单位:数据范围:1~32767使用数字伺服的场合,用下式计算负载与电动机转子的惯性比。按各轴设定:负载惯性比=8□22电动机旋转方向(DIRCTL)参数输入数据形式:字轴形。设定电动机的旋转方向+111:正方向(电动机轴侧看CCW方向转)-111:负方向(电动机轴侧看CCW方向转)8□23与数字伺服相关(PULCO)参数输入数据形式:字轴形。数据单位:PULSE/REV数据范围:0~32767使用数字伺服的场合,按各轴设定用于位置反馈的检测器相应于电动机一转的脉冲数,以A相B相每个期中4个脉搏冲计数脉冲数。但使用0.1μ脉冲编码器时,按1/10设定数据。此参数值小于0时,发出报警。8□24与数字伺服相关(PPLS)参数输入数据形式:字轴形。数据单位:PULSE/REV数据范围:1~32767使用数字伺服的场合,按各轴设定用于位置反馈的检测器相应于电动机一转的脉冲数,以A相B相每个期中4个脉搏冲计数脉冲数。但使用0.1μ脉冲编码器时,按1/10设定数据。此参数值小于0时,发出报警。8□40S与数字伺服有关。8□65参数输入数据形式:字轴形。数据单位数据范围注:令PRM8□00第一位(DGPRM)=0,在PRM8□20中输入了电动机形式后,通电时,标准值自动地设入参数中通学没有变更的必要。五、FANUC0—TDⅡ参数一览表(仅供参考)第1页NO76543210NO76543210NO76543210NO76543210123456789101112131415161718192021222324282930310100111000000011000100000111010001110101000000000000000000000000000000001110000101000000000000010000110000010101100001000000000000000000000000001000000000000000000000000000000000001000000000000000010100000000000000000000000048495051525354555657596061┆80100101102┊108109110111┆12012112212310000000000000000000000000000000000000000000000000000000000000000000000000000000000000000000010100000000┊00000000120┆0101000┆010001251┆379380┆398399400┆499500501502503504505506507508509510511┆5155165175185190┆000000000┆00000010000000000┆0202000800080000000-36950┆0922300060006000532533534535536537538539540541542543┆549550551552553554555556557┆5695705715725730500500403000027082026000┆010010100026000┆05000600010000100003235363738404142434445464700000000000000000000000000000000000000000001000100000000000000000000000000000000000000000000000000000000124┆140141142┆211212213214┆2492500┆01930┆0340┆010520┆5215225235245255265275285295305310┆01001000010020002000000574┆592593594595┆6997007017027037040┆05005000┆0200003000000-9999999第2页NO76543210NO76543210NO76543210NO76543210705706707┆716717718719720721722723724725726727728729730┆778779780┆809810811┆-50000000┆01500300400015003200160100200000010000100000┆035810┆0000000000┆913914915916917918919920921922923924┆931932933┆939940┆11282000┆21288100810181028103011100000101000010000010100010000001010100000000000000000000110000000101000001010000000100000000┆000000000110010100000000┆000000000┆00┆000000010000000000000000000001000812481258126┆8139814081418142814381448145814681478148814981508151815281538154815581568157815881598160816181621250000┆0275-1006-2622144-25870-8235146700956510384021189431930003200805728212032456820082018202820382048205820682078208820982108219822082218222822382248225┆82398240824182428243824482458246824700000010000000000000000000001000000001100000000001000000000000000000000000000000000000100340-1118192125000┆0990-3544-2632144-25870-8235146787990090190290390490590690790890991091191200011111011000001111111001100111100111111001000000110100101011000101000010010110100011101011010000100100181048105810681078108810981108111┆811981208121812281230000011000000000010000000000000000000000000000000000001000000000┆0000000033011181928163816481658166┆81838184818581868187┆81978198819938974116000┆0120025060┆0-1476082488249825082518252825382548255825682578258825982608261009565103072211894319320020005757282120第3页NO76543210NO76543210NO76543210NO765432108262826382648265826632456389741160008267┆8283828482850┆0350082868287┆8297829825060┆03082990(此表仅供学术研究,不能用于著作发表或其他赢利为目的行为,如果擅自摘抄本表用于著作发表或其他赢利为目的,将追究其法律责任。)',)
提供FANUC系统数控机床参数,fanuc数控机床会员下载,编号:1700756933,格式为 docx,文件大小为51页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载