低压流体输送用焊接钢管检测报告及原始记录
本作品内容为低压流体输送用焊接钢管检测报告及原始记录,格式为 docx ,大小 15994 KB ,页数为 3页
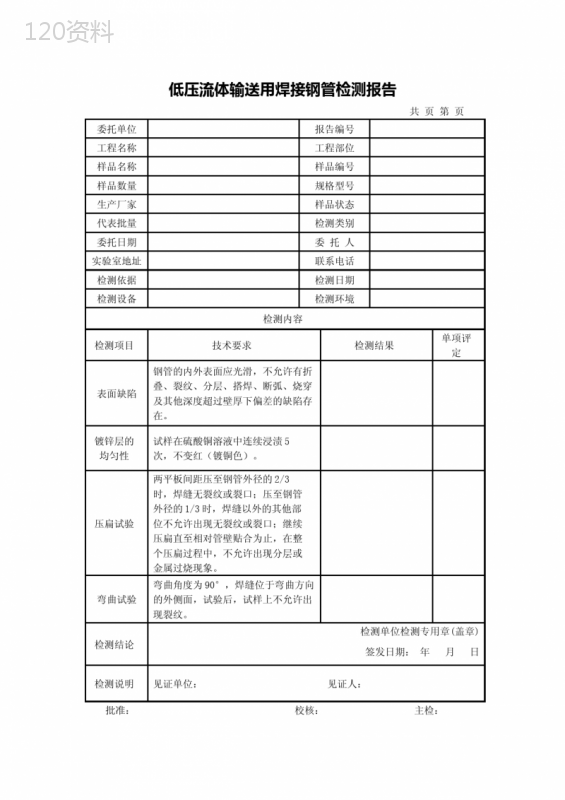
('低压流体输送用焊接钢管检测报告共页第页委托单位报告编号工程名称工程部位样品名称样品编号样品数量规格型号生产厂家样品状态代表批量检测类别委托日期委托人实验室地址联系电话检测依据检测日期检测设备检测环境检测内容检测项目技术要求检测结果单项评定表面缺陷钢管的内外表面应光滑,不允许有折叠、裂纹、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的缺陷存在。镀锌层的均匀性试样在硫酸铜溶液中连续浸渍5次,不变红(镀铜色)。压扁试验两平板间距压至钢管外径的2/3时,焊缝无裂纹或裂口;压至钢管外径的1/3时,焊缝以外的其他部位不允许出现无裂纹或裂口;继续压扁直至相对管壁贴合为止,在整个压扁过程中,不允许出现分层或金属过烧现象。弯曲试验弯曲角度为90°,焊缝位于弯曲方向的外侧面,试验后,试样上不允许出现裂纹。检测结论检测单位检测专用章(盖章)签发日期:年月日检测说明见证单位:见证人:批准:校核:主检:低压流体输送用焊接钢管检测原始记录共页第页样品名称样品编号样品状态规格型号检测日期环境条件设备名称设备编号设备状态检测依据检测内容检测项目技术要求检测结果检测日期单项判定123表面缺陷钢管的内外表面应光滑,不允许有折叠、裂纹、分层、搭焊、断弧、烧穿及其他深度超过壁厚下偏差的缺陷存在。镀锌层的均匀性试样在硫酸铜溶液中连续浸渍5次,不变红(镀铜色)。压扁试验两平板间距压至钢管外径的2/3时,焊缝无裂纹或裂口;压至钢管外径的1/3时,焊缝以外的其他部位不允许出现无裂纹或裂口;继续压扁直至相对管壁贴合为止,在整个压扁过程中,不允许出现分层或金属过烧现象。弯曲试验弯曲角度为90°,焊缝位于弯曲方向的外侧面,试验后,试样上不允许出现裂纹。检测说明校核:主检:',)
提供低压流体输送用焊接钢管检测报告及原始记录会员下载,编号:1700755308,格式为 docx,文件大小为3页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载