百分表的具体使用方法,百分表的使用方法
本作品内容为百分表的具体使用方法,格式为 doc ,大小 46632 KB ,页数为 6页
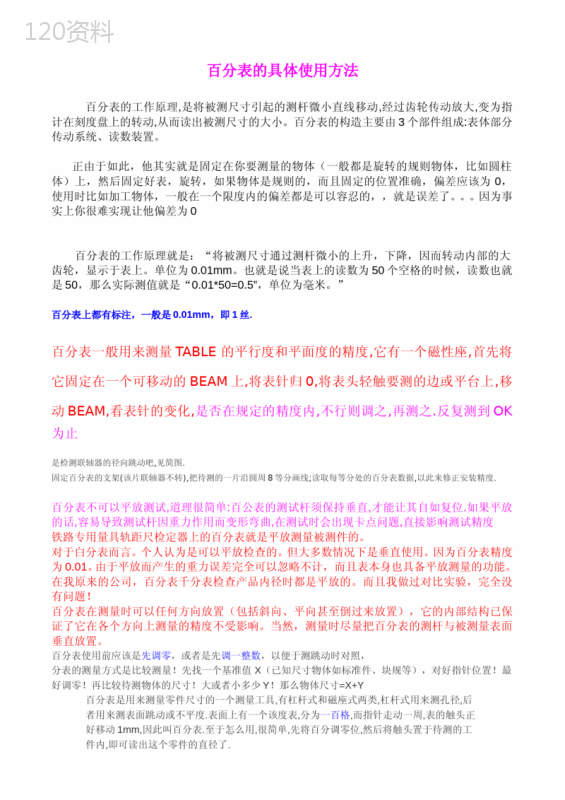
('百分表的具体使用方法百分表的工作原理,是将被测尺寸引起的测杆微小直线移动,经过齿轮传动放大,变为指计在刻度盘上的转动,从而读出被测尺寸的大小。百分表的构造主要由3个部件组成:表体部分传动系统、读数装置。正由于如此,他其实就是固定在你要测量的物体(一般都是旋转的规则物体,比如圆柱体)上,然后固定好表,旋转,如果物体是规则的,而且固定的位置准确,偏差应该为0,使用时比如加工物体,一般在一个限度内的偏差都是可以容忍的,,就是误差了。。。因为事实上你很难实现让他偏差为0百分表的工作原理就是:“将被测尺寸通过测杆微小的上升,下降,因而转动内部的大齿轮,显示于表上。单位为0.01mm。也就是说当表上的读数为50个空格的时候,读数也就是50,那么实际测值就是“0.0150=0.5”,单位为毫米。”百分表上都有标注,一般是0.01mm,即1丝.百分表一般用来测量TABLE的平行度和平面度的精度,它有一个磁性座,首先将它固定在一个可移动的BEAM上,将表针归0,将表头轻触要测的边或平台上,移动BEAM,看表针的变化,是否在规定的精度内,不行则调之,再测之.反复测到OK为止是检测联轴器的径向跳动吧,见简图.固定百分表的支架(该片联轴器不转),把待测的一片沿圆周8等分画线;读取每等分处的百分表数据,以此来修正安装精度.百分表不可以平放测试,道理很简单:百公表的测试杆须保持垂直,才能让其自如复位.如果平放的话,容易导致测试杆因重力作用而变形弯曲,在测试时会出现卡点问题,直接影响测试精度铁路专用量具轨距尺检定器上的百分表就是平放测量被测件的。对于白分表而言。个人认为是可以平放检查的。但大多数情况下是垂直使用。因为百分表精度为0.01。由于平放而产生的重力误差完全可以忽略不计,而且表本身也具备平放测量的功能。在我原来的公司,百分表千分表检查产品内径时都是平放的。而且我做过对比实验,完全没有问题!百分表在测量时可以任何方向放置(包括斜向、平向甚至倒过来放置),它的内部结构已保证了它在各个方向上测量的精度不受影响。当然,测量时尽量把百分表的测杆与被测量表面垂直放置。百分表使用前应该是先调零,或者是先调一整数,以便于测跳动时对照,分表的测量方式是比较测量!先找一个基准值X(已知尺寸物体如标准件、块规等),对好指针位置!最好调零!再比较待测物体的尺寸!大或者小多少Y!那么物体尺寸=X+Y百分表是用来测量零件尺寸的一个测量工具,有杠杆式和磁座式两类,杠杆式用来测孔径,后者用来测表面跳动或不平度.表面上有一个该度表,分为一百格,而指针走动一周,表的触头正好移动1mm,因此叫百分表.至于怎么用,很简单,先将百分调零位,然后将触头置于待测的工件内,即可读出这个零件的直径了.百分表是一种精度较高的比较量具,它只能测出相对数值,不能测出绝对值,主要用于检测工件的形状和位置误差(如圆度、平面度、垂直度、跳动等),也可在机床上于工件的安装找正。百分表的测量准确度为0.01mm。百分表的结构原理如图7-13所示。当测量杆1向上或向下移动1mm时,通过齿轮传动系统带动大指针5转一圈,同时小指针7转一格。大指针每转一格读数值0.01mm,小指针每转一格读数为1mm。小指针处的刻度范围为百分表的测量范围。测量的大小指针读数之和即为测量尺寸的变动量。刻度盘可以转动,供测量时大指针对零用。百分表常装在常用的普通表架或磁性表架上使用,测量时要注意百分表测量杆应与被测表面垂直。测量的应用举例见图7-14所示。其中:a)是检查外圆对孔的圆跳动、端面对孔的圆跳动。b)是检查工件两平面的平行度。c)内圆磨床上四爪卡盘安装工件时找正外圆。百分表很好用的啊,我知道的两种,一种是用磁力座的,测量范围0-5MM,首先架好表座,调整伸缩杆的长度,使小表的指针在2.5左右,然后把大表盘的指针对到0位,压缩表和顶针为正值,松开顶针为负值,测量范围较大,误差相对也大。还有一种杠杆的,是用夹具夹紧的,正负最大的测量范围为80丝,是专门用来测量汽机靠背轮中心的,调整杠杆与对轮的松紧,使得表的测量范围在正负80丝之内,然后再调到表针对0,原理和上面的是一样,但读数有时会搞不清正负方向,但其消除了磁座因重力而发生的误差,找的中心很精确。杠杆百分表是利用杆杆齿轮传动将测杆的直线位移变为指针的角位移的计量器具。主要用于比较测量和产品形位误差的测量。一.使用前检查1.检查相互作用:轻轻移动测杆,表针应有较大位移,指针与表盘应无摩擦,测杆、指针无卡阻或跳动。2.检查测头:测头应为光洁圆弧面。3.检查稳定性:轻轻拨动几次测头,松开后指针均应回到原位。4.沿测杆安装轴的轴线方向拨动测杆,测杆无明显晃动,指针位移应不大于0.5个分度。二.读数方法读数时眼睛要垂直于表针,防止偏视造成读数误差。测量时,观察指针转过的刻度数目,乘以分度值得出测量尺寸。三.正确使用1.将表固定在表座或表架上,稳定可靠。2.调整表的测杆轴线垂直于被测尺寸线。对于平面工件,测杆轴线应平行于被测平面;对圆柱形工件,测杆的轴线要与过被测母线的相切面平行,否则会产生很大的误差。3.测量前调零位。比较测量用对比物(量块)做零位基准。形位误差测量用工件做零位基准。调零位时,先使测头与基准面接触,压测头到量程的中间位置,转动刻度盘使0线与指针对齐,然后反复测量同一位置2-3次后检查指针是否仍与0线对齐,如不齐则重调。4.测量时,用手轻轻抬起测杆,将工件放入测头下测量,不可把工件强行推入测头下。显著凹凸的工件不用杠杆表测量。5.不要使杠杆表突然撞击到工件上,也不可强烈震动、敲打杠杆表。6.测量时注意表的测量范围,不要使测头位移超出量程。7.不使测杆做过多无效的运动,否则会加快零件磨损,使表失去应有精度。8.当测杆移动发生阻滞时,须送计量室处理。四.维护与保养1.使表远离液体,不使冷却液、切削液、水或油与表接触。2.在不使用杠杆表时,要解除其所有负荷,让测量杆处于自由状态。怎样正确使用百分表1)测量前应将测杆、测头及工件擦净,装夹表头时夹紧力不宜过大,以免套筒变形及测杆移动不灵活。2)测量时应把表装夹在表架或其它可靠的支架上,否则会影响测量精度。3)使用百分表对批量工件进行比较测量时,要选用量块或其它标准量具调整百分表指针对准零位,然后把被测工件置放在测头下,观察指针偏摆记取读数,确定被测工件误差。4)测量平面时,测杆应与被测平面垂直;测量圆柱面时,测杆轴线应通过被测表面的轴线,并与水平垂直。同时根据被测工件的形状,粗糙度等来选用测量头。5)为了保证测量力一定,使测头在工件上至少要压缩20—25个分度,将指针与刻度盘零位对准,然后轻提测杆1—2mm,放手使其自行复原,试提2—3次,若指针停在其它位置上应重新调整零位。6)读数时视线要垂直于表盘观读,任何偏斜观读都会造成读数误差。实用新型公开了一种百分表径向找正器。两转动机械设备轴联接时需要精确测量与调整两轴线的同心度,也称对轮找正,径向找正器是测量两轴线同心度的工具,它由两块百分表,一个表架,其中包括V形磁力表座、尺身、滑道、导轨及锁紧装置组成,两块百分表沿轴径向安装在一个表架上,再与联轴器相联,实现找正工作的。电机和离心泵靠背轮找正步骤:首先需将靠背轮清理干净,注意两靠背轮的原始对接位置不能错位,在两靠背轮内放一跟盘动销子,其次找好在转轴或靠背轮可以放置磁座的位置,将两只磁铁表座上的百分表对称(180度)垂直被测靠背轮的端面(注意直径中心位置相同),两表的大小读数相同并设定0或50,另装一只(可以在两表之间)百分表架设在被测靠背轮的圆周并垂直设定0或50,准备好纸笔记录,再次,按照转动方向依次按90度盘动靠背轮(盘动销子不能敝劲)并作好每次数据的记录,360度时,所有百分表回到原始读数.第四,分别计算四个端面的平均值并对称值的差就是端面的开口值,圆周对称数据差值的一半就是圆周的中心偏差,最后根据开口和圆周的中心偏差计算电机需要调整的量.(注意百分表所架设的位置,电机和泵所测得的数据是相反的)建议:靠背轮找中心时,针对自己单位的泵靠背轮大小,自己做靠背轮找中心用专用夹具,可做三块表夹具,这样可以方便泵组检修。检修师傅说的很清楚了,如要求不严的话,端面的开口值可用塞尺直接测出。调整垫片时,每处垫片数量不能超过三块。用工装架百分表找正.不过一般的泵都是直接用直尺靠即可.重要的多级泵等找用百分表找内径百分表的使用与保养内径百分表是将测头的直线位移变为指针的角位移的计量器具。用比较测量法完成测量,用于不同孔径的尺寸及其形状误差的测量。一.使用前检查1.检查表头的相互作用和稳定性。2.检查活动测头和可换测头表面光洁,连接稳固。二.读数方法测量孔径,孔轴向的最小尺寸为其直径,测量平面间的尺寸,任意方向内均最小的尺寸为平面间的测量尺寸。百分表测量读数加上零位尺寸即为测量数据。三.正确使用1.把百分表插入量表直管轴孔中,压缩百分表一圈,紧固。2.选取并安装可换测头,紧固。3.测量时手握隔热装置。4.根据被测尺寸调整零位。用已知尺寸的环规或平行平面(千分尺)调整零位,以孔轴向的最小尺寸或平面间任意方向内均最小的尺寸对0位,然后反复测量同一位置2-3次后检查指针是否仍与0线对齐,如不齐则重调。为读数方便,可用整数来定零位位置。5.测量时,摆动内径百分表,找到轴向平面的最小尺寸(转折点)来读数。6.测杆、测头、百分表等配套使用,不要与其他表混用。四.维护与保养1.远离液体,不使冷却液、切削液、水或油与内径表接触。2.在不使用时,要摘下百分表,使表解除其所有负荷,让测量杆处于自由状态。3.成套保存于盒内,避免丢失与混用。各种工量具正确保管和使用方法卷尺的磁性端头及使用方法一种测量装置包括一个诸如带有一个尺带的卷尺的测量机构(12),测量机构有一个带有钩子(28)的端头钩(24),以及一个诸如磁体(30)的用于选择性地将尺带固定到一个物体,例如管子的机构,选择性的固定机构连接到测量机构的端头钩。主权项1.一种测量装置,包括:测量工具,该测量工具有一个端头钩;以及磁性工具,该磁性工具嵌在端头钩内。钢卷尺•钢尺•直角尺的基本使用和常用的标定方法钢卷尺•钢尺•直角尺的基本使用和常用的标定方法(1).直接读数法测量时钢卷尺零刻度对准测量起始点,施以适当拉力(拉尺力以钢卷尺鉴定拉力或尺上标定拉力为准,用弹簧秤衡量),直接读取测量终止点所对应的尺上刻度。(2).间接读数法在一些无法直接使用钢卷尺的部位,可以用钢尺或直角尺,使零刻度对准测量点,尺身与测量方向一致;用钢卷尺量取到钢尺或直角尺上某一整刻度的距离,余长用读数法量出。(3).钢卷尺测量中的几种误差较精确的钢卷尺出厂时和使用一段时间后都必须经过检定并注明检定时的温度、拉力与尺长。尺上标注的长度为名义长度,其与实际长度的差值称为尺长改正Δl,尺子受到不同的拉力时会使尺长改变。为避免这项改变,要求使用钢卷尺时按照尺上标注拉力进行。钢卷尺在不同温度下其尺长也会变化因此必须采用以温度t为变量的函数来表示尺长,这就是尺长方程式,其一般形式为:lt=l+Δl+α•l(t-t0)式中lt钢卷尺在温度t时的实际长度;l钢卷尺名义长度;Δl尺长改正数,即钢卷尺在温度t0时实际长度与名义长度之差;α钢卷尺热膨胀系数;t0钢卷尺检定时的温度;t钢卷尺使用时的温度。钢卷尺的使用中,产生误差的主要原因有下列几种:a.温度变化的误差一般钢卷尺的热膨胀系数为α=1.25x10-5,对每米每度温差变化仅八万分之一,但相同的钢卷尺在温差较大的环境下还是会产生较大的长度变化,影响测量结果。温度变化的误差在尺长方程式中已考虑了。b.拉力误差拉力大小会影响钢尺的长度,在测量时如果不用弹簧称衡量拉力,会产生误差。钢的弹性模量E=2X106KG/CM2,根据胡克定律,30米的尺长在±5公斤拉力误差时会产生±1.8毫米的长度误差。c.钢尺不水平的误差测量水平距离时钢卷尺应尽量保持水平,否则会产生距离增长的误差。对于30米的尺长,尺的两端高差达0.4米时会产生约2.6毫米的误差,相对误差为1/11200。',)
提供百分表的具体使用方法,百分表的使用方法会员下载,编号:1700751758,格式为 docx,文件大小为6页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载