高速钢材料与热处理,高速钢材料热处理前本身硬度多少
本作品内容为高速钢材料与热处理,格式为 doc ,大小 101928 KB ,页数为 9页
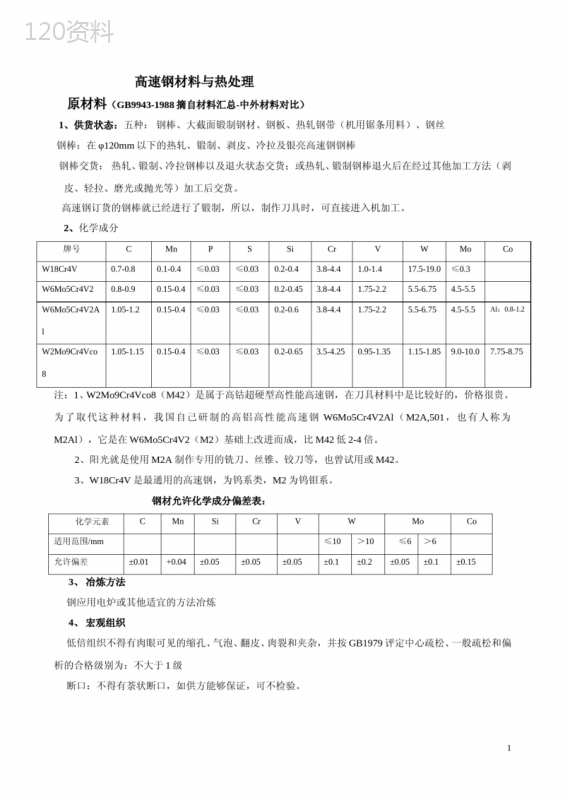
('高速钢材料与热处理原材料(GB9943-1988摘自材料汇总-中外材料对比)1、供货状态:五种:钢棒、大截面锻制钢材、钢板、热轧钢带(机用锯条用料)、钢丝钢棒:在φ120mm以下的热轧、锻制、剥皮、冷拉及银亮高速钢钢棒钢棒交货:热轧、锻制、冷拉钢棒以及退火状态交货;或热轧、锻制钢棒退火后在经过其他加工方法(剥皮、轻拉、磨光或抛光等)加工后交货。高速钢订货的钢棒就已经进行了锻制,所以,制作刀具时,可直接进入机加工。2、化学成分牌号CMnPSSiCrVWMoCoW18Cr4V0.7-0.80.1-0.4≤0.03≤0.030.2-0.43.8-4.41.0-1.417.5-19.0≤0.3W6Mo5Cr4V20.8-0.90.15-0.4≤0.03≤0.030.2-0.453.8-4.41.75-2.25.5-6.754.5-5.5W6Mo5Cr4V2Al1.05-1.20.15-0.4≤0.03≤0.030.2-0.63.8-4.41.75-2.25.5-6.754.5-5.5Al:0.8-1.2W2Mo9Cr4Vco81.05-1.150.15-0.4≤0.03≤0.030.2-0.653.5-4.250.95-1.351.15-1.859.0-10.07.75-8.75注:1、W2Mo9Cr4Vco8(M42)是属于高钴超硬型高性能高速钢,在刀具材料中是比较好的,价格很贵。为了取代这种材料,我国自己研制的高铝高性能高速钢W6Mo5Cr4V2Al(M2A,501,也有人称为M2Al),它是在W6Mo5Cr4V2(M2)基础上改进而成,比M42低2-4倍。2、阳光就是使用M2A制作专用的铣刀、丝锥、铰刀等,也曾试用或M42。3、W18Cr4V是最通用的高速钢,为钨系类,M2为钨钼系。钢材允许化学成分偏差表:化学元素CMnSiCrVWMoCo适用范围/mm≤10>10≤6>6允许偏差±0.01+0.04±0.05±0.05±0.05±0.1±0.2±0.05±0.1±0.153、冶炼方法钢应用电炉或其他适宜的方法冶炼4、宏观组织低倍组织不得有肉眼可见的缩孔、气泡、翻皮、肉裂和夹杂,并按GB1979评定中心疏松、一般疏松和偏析的合格级别为:不大于1级断口:不得有荼状断口,如供方能够保证,可不检验。15、交货钢材的硬度及试棒热处理工艺硬度材料退火硬度试棒热处理制度及淬火后硬度预热°C淬火温度°C淬火剂回火温度°CHRC不小于盐浴炉箱式炉W18Cr4VHB255/HRC26820-8701270-12851270-1285油550-57063M2HB255730-8401190-12101200-1220油540-56065M2AHB269/HRC26820-8701230-12401230-1240油540-56065M42HB269730-8401170-11901180-1200油530-55066差异26-281)回火温度在550-570°C时,回火2次,每次1h;2)回火温度在540-560°C时,回火2次,每次2h;3)回火温度在530-550°C时,回火3次,每次2h。6、共晶碳化物不均匀度钢材应按照GB9943所附第一、第二级别图检验共晶碳化物不均匀度,钨系钢按第一级别图,钨钼系按第二级别图,且不得有不变形或少变形共晶碳化物存在。高速钢的共晶碳化物不均匀度的要求直径或边长mm≤40>40-60>60-80>80-100>100-120共晶碳化物不均匀度(级)345677、脱碳层钢材每边的脱碳层(铁素体+过渡层)的深度热轧或锻制钢:≤(0.3-0.4)+(1-1.3)%D冷拉钢≤(1-1.3)%D以上内容摘自≤材料-中外钢材对照-高速钢部分≥高速钢合金元素的作用见工模具热处理P72锻造的作用铸态高速钢经过热轧后,晶粒和碳化物粗大,且不均匀,因此需要经过锻制改善。锻造能使金属组织受到外力作用而破碎,锻造的变形量越大,破碎的碳化物均匀性越好。一般对精密大型刀具要求反复镦粗和拔长,锻造比为7-11之间。在高速钢的淬火及回火组织中,有残余碳化物,这些是在高温下不溶解的一次碳化物和部分二次2碳化物。他们的形状、大小和分布,对刀具的寿命有着极大的影响。在淬火前,碳化物呈网状、块状、或链状分布,则淬火硬度不均,耐磨性差,碳化物积聚的地方,脆性大。为了提高寿命,必须使碳化物成为细小质点均匀分布。热处理1、退火退火保温时间应在3-4h以上,保温后可采用10-20°C/小时的速度冷却至500°C以下出炉,也可冷却至740-760°C停留4-6h,在冷却到600°C以下出炉的等温退火方式。现在一种可节约时间的高温退火方法,不仅缩短时间也可提高质量。温度在Ar1+(10-30)°C,即退火温度由普通退火的840-860°C,提高到880-920°C。见附件,新老退火工艺的比较。(热处理手册2图)工模具热处理:普通退火:在RJX型炉或RJJ型炉(工作温度950°C)内进行。工艺曲线见附件退火温度870-880°C(比热处理手册高10-20°C)典型高速钢退火温度(热处理手册2表8-13)材料W18Cr4VM2(6-5-4-2)M2AM42退火温度850-870°C840-860°C840-860°C840-860°C硬度HBS≤255≤255≤269≤2692、淬火由于合金含量高,导热性差,加热太快容易开裂,因此淬火时进行1-3次预热。预热:低温预热:450-500°C,保温1-1.5min/mm,空气炉;(另:用箱式炉为了降低氧化,温度500-520°C)或600-650°C保温0.8-1.0min/mm,盐浴炉中温预热:800-850°C(较多在800-820°C)保温0.4-1.0min/mm,盐浴炉高温预热:1050-1100°C,时间与淬火的时间相同。一般工具可采用一次中温预热(预热的时间是加热时间的2倍),形状复杂或大型的采用低、中温2次预热,也有进行3次预热的。但高温预热可与缩短淬火的保温时间。为什么淬火温度这么高:主要是只有在1200-1250左右,碳化物和溶解的最多。碳化物溶解的越多,奥氏体的合金化程度越高,淬火钢的热硬性,回火稳定性越高,钢的强度和硬度也越高,残余奥氏体的数量也越多。但依然还有些碳化物没有溶解,只能通过先前锻造工序进行锻碎和均匀化。判定加热温度是否充分:检验碳化物的溶解程度和奥氏体的晶粒度来判断。3淬火的相变过程:(工模具热处理P75)加热:Ar1—索氏体转变为奥氏体,1200-1250°C碳化物(包括钨和钼的碳化物)完全溶解在奥氏体中。冷却:风钢:空冷就可以淬火。油冷:操作简单,变形大,故不能冷到室温,在300-400°C出油。分级冷却:这是普遍采用的工艺,不仅刀具热处理性能,还可以减少变形。分级冷却从高温炉淬入低温盐浴炉中,然后再提出,在空气中继续冷却。一般工具钢采用一次分级,580-600°C对形状复杂,两次分级,800-850°C,580-620°C或580-620°C、350-400°C;多次分级:800-850°C,580-620°3,50-400°C,350-400°C,240-280°C如锯片铣刀就可以进行多次分级冷却,因为锯片铣刀变形后校直十分困难。等温冷却:在260°C做一次冷却,4小时。Ar1临界点以上时,碳化物开始析出,奥氏体合金化程度在降低,因此要缩短这段时间。800-680°C奥氏体转变为索氏体;650-400°C过冷奥氏体的稳定区,不发生转变。只是在600=650°C碳化物继续析出。在此温度可以进行刀具的校直。400-200°C奥氏体转变贝氏体,贝氏体较马氏体硬度稍低,但塑性和韧性好得多,故在此温度等温淬火也是比较普遍的。200°C以下奥氏体向马氏体转变要延续到零度以下,接近-100°C。因此有过冷处理的工艺方法,就是最大程度的降低残余奥氏体的数量。高速钢淬火状态的组织比例冷却碳化物马氏体奥氏体冷却到20°C13%57-62%25-30%—(70-80)°C13%79-82%5-8%淬火后的残余奥氏体只有通过回火将其消除。残余奥氏体的影响:1)软而黏,耐磨性差,降低耐磨件昂的寿命;2)不稳定,易发生时效变形与时效开裂;3)易产生磨削裂纹;4)易转变为未回火的马氏体而提高脆性;5)降低淬火的硬度与疲劳强度。4典型高速钢淬火及回火温度(热处理手册2表8-13)材料W18Cr4VM2(6-5-4-2)M2AM42淬火温度1270-1285°C1210-1230°C1230-1240°C1190-1210°C回火温度550-570°C540-560°C540-560°C540-560°C回火硬度HRC≥63≥63≥65≥64(刀具常用的硬度在62-70HRC)1、日本或德国进口的材料可以选择上限2、刀具形状简单、受力简单可取上限;结构复杂、要求韧性好的刀具可选下限(中心钻、φ5以下钻头、机用丝锥、滚丝模、锯片铣刀、拉刀等若用W18Cr4V制造,温度1265-1280°C比较适宜(工模具热处理)工模具热处理:加热时间加热时间的选择,首先保证碳化物向奥氏体中溶解,但时间长会引起晶粒长大和氧化脱碳,常选用盐浴炉淬火。一般高速钢采用8-16秒/毫米;直径>100mm大型刀具采用6-8秒/毫米;直径<2mm小刀具采用30-45秒/毫米但总的时间不能低于30秒。工厂经验:加热时间=ab+30秒a—加热系数8-10秒/毫米b—有效厚度30秒—转变时间淬火及回火额意义:淬火使碳化物溶解到奥氏体中,冷却后形成含有大量碳化物的马氏体,回火是从马氏体中析出碳化物,对硬度、耐磨及热硬性起到决定性作用。3、回火:回火的目的:三点,得到最佳的碳化物二次析出硬化效应、残余奥氏体充分转变和残余应力彻底消除。高速钢马氏体由于溶解有大量的碳化物,所以回火稳定性好,也是热硬性好的原因。为了使高速钢得到较高的硬度和热硬性,需要多次高温回火。随着多次回火,从马氏体中析出合金碳化物,这些碳化物高度弥散分布,出现“二次硬化”的现象,即每次回火的硬度都会有提高。另一个方面,回火多次,残余奥氏体也会析出大量细小合金碳化物,从而降低了残余奥氏体的合金含量,其稳定性降低后转变马氏体,常成为“二次淬火”。多次回火的目的不仅是消除残余奥氏体,而且:第一次回火:只能是对淬火马氏体起到回火的作用;5第二次回火:才能对马氏体得到回火,并消除内应力和减少脆性;第三次回火:硬度不降反升。简单形状进行2次回火,形状复杂进行3次回火,甚至4次回火。有两种回火方法:低高温回火法和相同温度回火法低高温回火法:320-380°C一次回火,再进行560°C的第二、第三次回火。相同温度法:即全部用560°C回火(每次基本1小时)见附件:硬度提高0.5-2HRC,同时冲击韧性也提高20-50%高速钢不同热加工状态的金相组织1)铸态的金相组织高速钢属于莱氏体钢,组织为黑色组织+白色组织,,黑色组织为托氏体,白色组织为隐针马氏体+残余奥氏体,见金相检验图5-202)锻造金相组织依据JB4290-1999≤高速钢锻造技术条件≥的要求进行检验。3)退火的金相组织锻后的退火组织为索氏体+碳化物,经过锻后的高速钢锻件,应充分的退火,如果退火不充分,制成的刀具在热处理时容易出现晶粒不均匀,严重会产生荼状断口,退火的质量在金相组织上不易判断,一般以退火的硬度为检验的依据,硬度205-255HB4)淬火金相组织高速钢含有大量的难溶解的碳化物,为了在淬火后得到高硬度的马氏体和回火后得到高的热硬性,必须使合金元素充分溶解到奥氏体中,因此高速钢的淬火温度很高。淬火组织由合金程度较高的隐针马氏体+大量的残余奥氏体+碳化物组成,见金相检验图5-23,需要用8%-10%硝酸酒精侵蚀,主要是未溶解的碳化物和奥氏体晶界显露出来,而马氏体却不能显示。5)回火金相组织回火组织为回火马氏体+少量残余奥氏体+碳化物和淬火组织比较,回火后的基体组织是黑色的,因为是回火马氏体的基体上分布着大量高度弥散的碳化物质点,这些碳化物又是十分稳定,在高温下不易长大,故赋予高速钢优异的热硬性,这些质点又是十分细小,在一般光学显微镜下难以辨别,又是高度弥散,故基体呈黑色。基体是回火马氏体,白色颗粒状的为碳化物。高速钢的组织缺陷1、碳化物不均匀6碳化物不均匀是锻造加工没有达到组织要求,经淬火及回火也不能改善的。产生的原因是钢锭锻造的设备能力太小,碳化物网没有被打碎,仅仅改变稍有变形,其强度。塑性和韧性都很低,使用中极易脆断。GB/T9943-1988标准中分为8级,见上述,只有碳化物成为细小质点均匀分布才能提高寿命,1级最好。碳化物偏析对高速钢性能的影响:高速钢中有一次、二次和三次碳化物,其中三次和部分二次碳化物淬火时,溶解到奥氏体中,其他则无法溶解,成为残余碳化物。2、欠热组织淬火温度过低,显微组织晶粒细小,有时看不清晶界,碳化物数量多,碳化物溶解太少,可见金相检验图5-28的欠热组织,大量的合金元素仍然存在于碳化物中,奥氏体中的合金元素小,马氏体的硬度低,回火的二次硬化现象也不明显,热硬性变差,致使刀具耐磨性降低,使用寿命变短。3、过热组织淬火温度过高,产生过热,其特点是晶粒粗大碳化物溶解多,溶解充分,数量少,奥氏体合金化程度高,淬火、回火后工件有较高的硬度和热硬性,但碳化物溶解同时晶粒长大,降低材料的冲击韧性,增加了脆性,刀具使用时容易崩裂。严重过热组织,碳化物呈半网状或网状,材料脆性更大,是不允许使用的。过热程度及组织特征,见金相检验图5-29、5-301级—碳化物呈棱角形2级—碳化物呈拖尾状态3级—碳化物呈线段状态4级—碳化物呈网状状态5级—碳化物呈封闭状态又见:热处理手册2—P326,淬火过热程度检验和检验技术要求。5、过烧组织淬火温度更高会产生过烧,组织晶粒明显长大,碳化物呈棱状分布,碳化物数量变得很少,晶界局部融化后生产莱氏体组织,有时晶粒内部会出现黑色组织,晶界上出现融化孔洞,这些都是过烧的特征。过烧组织不可挽救。见金相检验图5-31、326、回火不充分ZB/J36003-1987工具钢金相检验标准中规定了回火组织级别1级回火充分整个视场为黑色的回火马氏体见金相检验图5-242级一般个别区域或碳化物堆积处有白色区存在见金相检验图5-333级不足较大部分为白色区存在,可见淬火晶粒7白色区是什么:残余奥氏体回火不充分的组织,黑色的马氏体基体上,除碳化物颗粒外,还有成片聚集的白色区域,白色区域与基体没有明显的分界,这就是参与奥氏体存在较多的部位。白色区越多,说明回火越不充分,严重回火不充分的组织还能看到奥氏体晶界。回火不充分,回火过程新产生的马氏体引起内应力不能得到消除,有时材料硬度较难反应,但其脆性较大,使用时容易发生刀具崩刃或开裂,有资料表明,回火不足的高速钢抗拉强度和挠度也达不到最满意的水平。热处理手册2—P324,高速钢回火程度的检验正常回火,基体组织为黑褐色,当回火不充分时,基体颜色变淡,甚至有时会出现晶界。根据基体组织对侵蚀的接受能力,可以判断回火是否充分。回火程度的检验受侵蚀剂的浓度、侵蚀温度和时间影响较大。对4%的硝酸酒精溶液规定:20-25°C≤3分26-30°C≤2分>30°Cmin高速钢回火程度级别图P327,分3级高速钢刀具的金相检验项目(详见金相检验P103)1、共晶碳化物不均匀度的检验2、脱碳层检验3、晶粒度的测定淬火形成的隐针马氏体非常细小,在显微镜难以评定,所以以淬火晶粒度检查,见热处理手册2—P325,a-f六级。参考ZBJ36003标准执行。4、回火程度的检验5、淬火缺陷组织的检验高速钢的其他热处理方法热处理手册2同步热处理:在盐浴炉中实现淬火和回火的保温时间相同,便于实现自动化。实践证明,比普通热处理的刀具寿命提高20-30%。关键是如何正确的选择回火的温度和时间,好与淬火节拍上匹配。真空热处理:畸形小、无氧化脱碳,投资大,需要消耗高纯度的氮,配备氮源或制氮设备。氮用于作为淬火的冷却介质,现在很少采用油淬。粉末高速钢的热处理:略深冷处理:在—80°C冷处理,降低残余奥氏体量。深冷处理的温度约-190°C。经过深冷处理的高速钢,残余奥氏体彻底转变,同时钢中的基体析出极为细小的碳化物,使8钢的耐磨性大大提高。深冷处理的高速钢钻头、车刀、铣刀、拉刀、丝锥等效果非常好,大都可以提高刀具寿命的2-4倍,高者可达5倍以上。深冷处理的时间较长,如工具缓慢冷却到-193.9°C,保温10-40h,然后升温到50°C,最后缓慢冷却到室温,这些均由微机控制完成。最初将刀具直接放入液态氮的容器中,后来为了防止骤冷开裂,开发了深冷箱,工件不与液态氮直接接触。高速钢淬火状态的组织比例冷却碳化物马氏体奥氏体冷却到20°C13%57-62%25-30%—(70-80)°C13%79-82%5-8%深冷处理的效果对比材料冷却介质处理温度/°C耐磨性W18Cr4V干冰-78.5比未处理的提高1.5倍液氮-190比未处理的提高2.25倍W2MoGCr4V干冰-78.5比未处理的提高1.0倍液氮-190比未处理的提高1.75倍表面强化处理:蒸汽处理:将刀具在蒸汽中加热,此法即老又实用,表面成形一层蓝色的氧化膜,可以提高30%的寿命。蒸汽处理和氧氮共渗处理是目前大量采用的。氧氮共渗:目前直柄钻头使用最多的表面处理方法,有渗氮层和氧化膜,可提高50%-100%。QPQ盐浴复合处理:在盐浴碳氮共渗的基础上发展的,先在空气炉加热,然后在盐浴炉中保温和渗氮,最后在盐浴炉中再保温后空冷,试验表明:经过处理的钻头可以提高4倍。物理气相沉淀(PVD):氮化钛离子技术,刀具寿命可以提高2-5倍,提高效率30%,尤其是对制齿等贵重刀具,2-5μmTiN。9',)
提供高速钢材料与热处理,高速钢材料热处理前本身硬度多少会员下载,编号:1700743274,格式为 docx,文件大小为9页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载