形位公差检验标准,GBT1184形位公差标准
本作品内容为形位公差检验标准,格式为 doc ,大小 26006528 KB ,页数为 35页
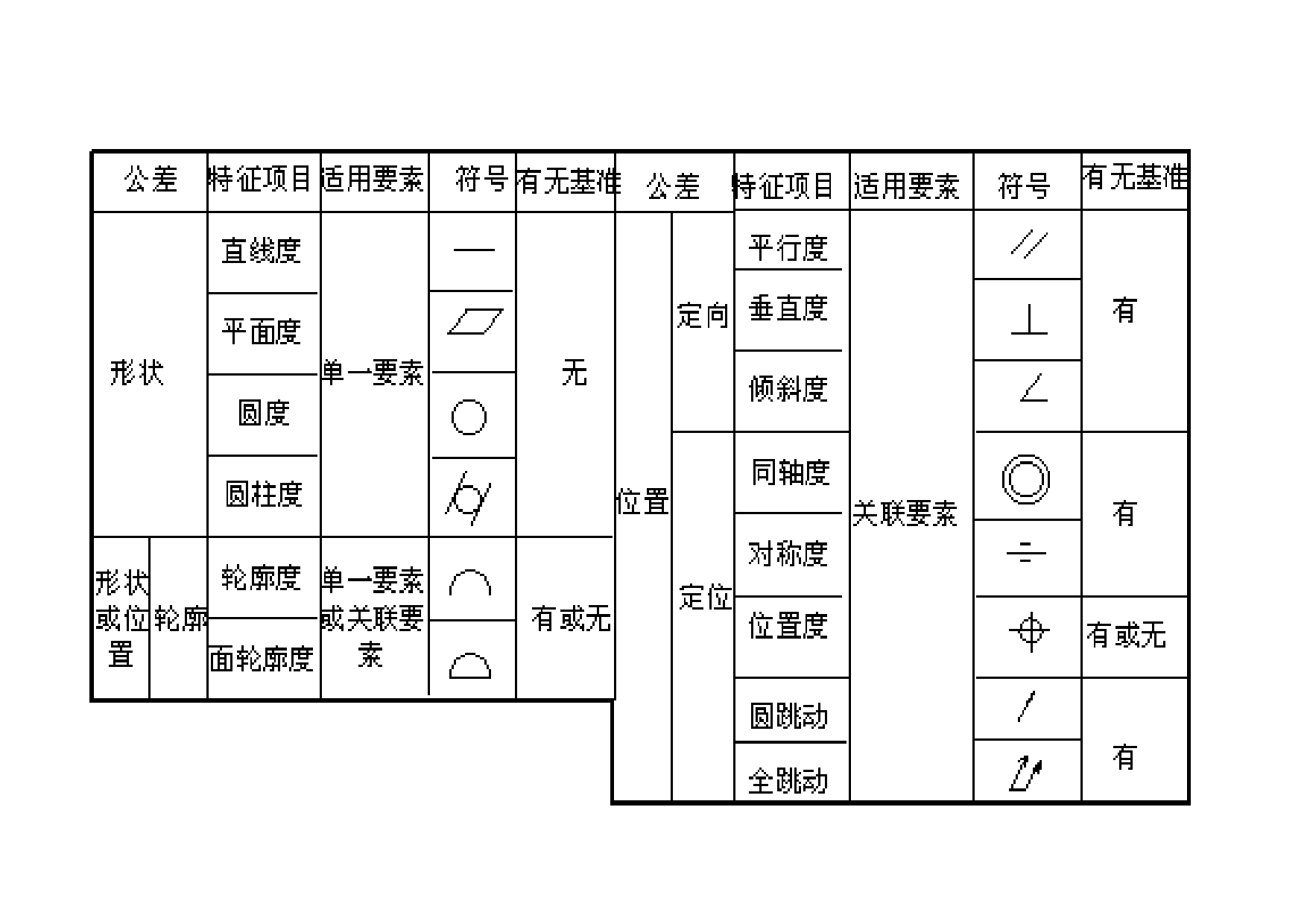
('外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图1直线度“—”按图纸要求(一)平台、塞尺、刀口尺一、平面类零部件直线度检测方法:1、将零件表面清理干净,去除尖角毛刺。2、将刀口尺或直尺与被测面直接接触并靠紧,此时平尺与被测面之间的最大间隙即为该检测面的直线度误差。3、用塞尺检测4、移动刀口尺,按此方法检测若干条素线,取其中最大误差值作为该件的直线度误差。编制审核审定批准发放日期共页第页刀尺塞尺刀尺移动方向被测件外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图1直线度“—”按图纸要求(二)平台、杠杆表、方箱、塞尺二、轴类零部件直线度检测方法:1、将零件表面清理干净,去除尖角毛刺。2、将被测轴放在平台上,并固定靠紧在方箱底侧;3、用杠杆表在被测素线的全长范围内测量,同时记录检测数值,最大数值与最小数值之差即为该条素线直线度误差。(或用塞尺直接测量轴与平台之间的最大间隙即可)4、将轴旋转几个角度,按上述方法测量若干条素线,并计算,取其中最大的误差值,作为被测零部件的直线度误差。编制审核审定批准发放日期共页第页方箱平台杠杆表指示表移动方向方箱旋转被测件在整个圆周方向多次测量杠杆表被测件平台外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图2平面度按图纸要求(一)平台、杠杆表、顶尖一、加工类较小平面检测:1、将零件表面清理干净,去除尖角毛刺。2、将被测件用可调顶尖支撑在平台上3、调整顶尖,使被测表面最远的三点A,B,C,与平台平行(利用杠杆表或高度尺使A、B、C三个点的高度相同)。4、用杠杆表在整个实际表面上进行测量,同时记录读数,其最大与最小读数之差,即为被测件平面度误差编制审核审定批准发放日期共页第页找平A,B,C三点在整个平面内测量找平A,B,C三点杠杆表外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图2平面度“”按图纸要求(二)刀口尺或直尺、塞尺二、加工或焊接类较大平面的检测(如:收割机平台):1、“米”字型检测法:用刀口尺或直板尺在整个被测平面上采用“米”字型方法进行检测,用塞尺进行检验,取其测得的最大数值,作为该被测零件的平面度误差。2、“栅格”型检测法:用刀口尺或直板尺在整个被测平面上采用栅格型方法进行检测,用塞尺进行检验,取其测得的最大数值,作为该被测零件的平面度误差。编制审核审定批准发放日期共页第页外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图3圆度“о”按图纸要求千分尺(内径表)、或卡尺两点测量法也称直径法:1、将零件表面清理干净,去除尖角毛刺。2、用千分尺(内径表)直接测量被测轴(孔)的直径,在被测件的同一截面内按多个方向测量直径的变化情况,寻求各个方向测得读数中的最大差值之半(最大值减最小值之半)即为该被测截面的单个圆度误差。3、按同样方法在轴向上测若干个截面,取各截面上测得差值中最大的差值之半,作为该零件的圆度误差。编制审核审定批准发放日期共页第页旋转零部件在同一个截面测量多次在轴向取多个截面进行测量外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图4圆柱度“/о/”按图纸要求千分尺(内径表)、或卡尺两点法(或直径法):1、用内径表(或外径千分尺)测量内孔(或外径)的尺寸,并读取数值记录2、按同样方法,在径向和轴向测量若干个截面并记录读数,取其全部测量数值的最大和最小读数差之半,作为该被测件的圆柱度误差。编制审核审定批准发放日期共页第页在轴向取多个截面进行测量在同一截面内旋转测量2-3次外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图5线轮廓度“⌒”按图纸要求塞尺、样板、半径规将轮廓样板(或半径规)按规定的方向放置在被测零件上,并靠紧,样板与被测面之间的间隙即为该被测面的线轮廓度误差,根据光隙法估读(或用塞尺检测),取其最大间隙作为该零件的线轮廓度误差。编制审核审定批准发放日期共页第页样板移动方向被测件检测塞尺样板外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图6面轮廓度“”按图纸要求塞尺、直角尺、专用检具1、将若干个截面轮廓样板放置在各指定的位置上,根据光隙法估读(或用塞尺)检测间隙的大小,取最大间隙作为该零件的面轮廓度误差。2、对于外形复杂,厚度较厚的零部件,可以用样板、直角尺、塞尺测量。测量时,将样板与被测件叠合在一起,平放在平台上,然后用直角尺靠紧样板的边沿,用塞尺检测实际轮廓相对于样板轮廓的凸出或凹下的数值,在公差值之内的便合格反之不合格。编制审核审定批准发放日期共页第页轮廓组合样板塞尺轮廓样板被测件检测塞尺外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图7垂直度⊥按图纸要求(一)杠杆表(高度尺)、方箱、平台一、面对面步骤:1、将被测件的基准面固定在直角尺或方箱立面上,调整靠近基准面的被测表面的读数差为最小值(用高度尺或杠杆表在靠近A、B点处找平)2、然后用杠杆表对整个被测表面进行测量,取指示器在整个被测表面各点测得的最大与最小读数之差,作为该件的垂直度误差。将A、B处调平在整个被测面进行测量外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图编制审核审定批准发放日期共页第页7垂直度⊥按图纸要(二)平台、直角尺、塞尺二、线对面步骤:1、将被测件基准面固定在平台上2、用直角尺靠紧被测轴表面,此时直角尺与轴之间的最大间隙即为被测素线的垂直度误差外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图求3、用塞尺进行检验,取其塞尺最大值作为该被测素线的垂直度误差。4、(公差为φ时)按同样方法在其圆周方向进行多次测量(或旋转90°测量),取其测量的最大数值作为该被测件的垂直度误差编制审核审定批准发放日期共页第页直角尺转动90°直角尺塞尺外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图7垂直度⊥按图纸要求(三)平台、直角尺、芯轴、可调顶尖、指示表三、线对线:(公差为单方向时)方法:1、将芯轴穿入被测件孔内2、用可调支撑将被测件架起;3、在指定方向上用直角尺靠紧基准芯轴,调整支撑,使其与平台垂直;4、将指示表测头放到被测芯轴顶面,在测量距离为L2的两个位置上测量,所测数值分别为M1、M2。5、计算垂直度误差:F=L1/L2│M1-M2│编制审核审定批准发放日期共页第页可调支撑被测件及垂直度要求L2实际测量长度L1被测孔长度直角尺杠杆表平台外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图8全跳动按图纸要求(一)杠杆表、可调支撑、顶尖(或V型铁)、平台、工装一、径向全跳动1、将被测零件固定在一对顶尖上(或一对V形铁上,同时在轴向上固定),同时调整该对顶尖,使其同轴和与平板平行;2、在被测件连续回转过程中,同时让杠杆表沿基准轴线的方向作直线运动;3、在整个测量过程中指示器读数的最大差值即为该零件的径向全跳动值。编制审核审定批准发放日期共页第页轴向固定顶尖回转符号外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图8全跳动按图纸要求(二)V型铁、杠杆表、顶尖(或钢珠)二、端面全跳动1、将V型铁竖直放在平台上,被测零件支撑在V型槽内并在轴向上固定;2、在被测件连续回转过程中,同时让杠杆表沿其径向作直线移动;3、在整个测量过程中杠杆表读数的最大差值即为该零件的端面全跳动值编制审核审定批准发放日期共页第页V型铁限位顶尖杠杆表外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图9圆跳动按图纸要求(一)偏摆仪、芯轴、杠杆表一、径向圆跳动1、将被测件表面清理干净,去除尖角毛刺2、将被测零件穿入芯轴并安装在偏摆仪上(或一对V形铁上,同时在轴向上固定),3、在被测零件回转一周过程中,指示器读数最大差值即为单个测量面上的径向跳动;4、按上述方法,测量若干个截面,取各截面上测得的跳动量中的最大值,作为该零件的径向跳动。编制审核审定批准发放日期共页第页偏摆仪外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图9圆跳动按图纸要求(二)偏摆仪、杠杆表、芯轴二、端面圆跳动1、将被测件表面清理干净,去除尖角毛刺2、将被测零件穿入芯轴并安装在偏摆仪上(或一对V形铁上,同时在轴向上固定),。3、将指示表与被测端面适量接触,在被测零件回转一周过程中,指示器读数最大差值即为单个测量圆柱面上的端面跳动;4、按上述方法,测量若干个圆柱面,取各测量圆柱面上测得的跳动量中的最大值,作为该零件的端面跳动编制审核审定批准发放日期共页第页外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图10位置度按图纸要求(一)芯轴、杠杆表、一、法兰盘类件检测方法(孔的形状误差对测量结果的影响可以忽略时)1)、将被测件装入锥度心轴,并装夹到分度头上;2)、用高度尺(或指示表)调整心轴使其基准轴线与分度头回转轴线同轴;3)、任选一孔,以其中心作为角向定位(使被选孔中心与分度头中心高重合)4)、按图纸要求角度使被测孔转到中心高处,用杠杆表测出切向误差:切向误差Fx=│中心高—孔半径—实际测量高度尺寸│编制审核审定批准发放日期共页第页测量1孔的切向误差分度头找平3、6孔外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图10位置度按图纸要求(一)芯轴、杠杆表、5)、按图纸要求角度使被测孔转到最高点处,用杠杆表测出径向误差:径向误差Fy=│中心高+孔位置尺寸—孔半径—实际测量高度尺寸│(或者用卡尺检测其径向误差=│小孔中心到大孔中心的理论尺寸—大孔半径—小孔半径—实际测量尺寸│)6)、被测孔位置误差:F=2(Fx2+Fy2)1/2。7)、按同样方法逐孔测量并计算,取其中较大值作为该件的位置度误差.编制审核审定批准发放日期测量孔1的径向误差外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页10位置度按图纸要求(二)杠杆表、顶尖、直角尺二、孔类位置度检测(有基准符号或方向限制的)若孔的形状误差对测量结果的影响可以忽略时,则可以直接在实际孔壁上测量。检测步骤:1)、将被测件用可调顶尖架起,调整顶尖用高度尺将左右基准孔找平2)然后利用直角尺将基准面调垂直3)然后用高度尺测量被测孔到基准孔的位置尺寸,读取数值并与理论高度尺寸相比较,得出位置误差Fx编制审核审定批准发放日期可调顶尖外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页10位置度按图纸要求(二)杠杆表、顶尖、直角尺4)将被测件旋转90°,测量被测孔到基准面的位置尺寸,得出误差Fy5)则该被测孔的位置度误差F=2(Fx2+Fy2)1/2。6)若被测孔较长,应对其背面按上述方法重复测量,取其中误差较大值作为该件的位置度误差。7)对于多孔孔组,则按上述方法逐孔测量和计算。取其中较大值作为该件的位置度误差.编制审核审定批准发放日期旋转90°后对被测孔再进行测量外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页11倾斜度按图纸要求角度尺(定角样板)、塞尺、芯轴1、将角度尺定好需测的理论正确角度(或用定角样板),将角度尺(或定角样板)按基准要求放值在被测平面上(或被测素线上);2、调整角度尺的测量面与被测要素的长度相等(或调整芯轴的长度与被测轴线的长度相等L1=L2);3、用塞尺测量其最大间隙,其值即为该件倾斜度误差编制审核审定批准发放日期芯轴被测件倾斜度要求L1L2用塞尺检测此间隙外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页12平行度按图纸要求(一)芯轴、可调支撑(或V型块)、杠杆表、平台一、线对线(公差值为φ)1、将被测孔和基准孔装入芯轴,把被测件放置在可调支撑上(或等高V型块内),2、用指示表测量基准轴,调整支撑使之与平台平行(等高V型块内可不调);3、在被测孔两端距离为L2的两个位置上分别测得位置尺寸M1和M2;则该方向的平行度误差:f1=L1/L2│M1—M2│在180°范围内按上述方法测量若干个不同角度位置,取各测量位置所对应的f值中最大值,作为该零件的平行度误差。编制审核审定批准发放日期公差带位置外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页12平行度按图纸要求(一)芯轴、可调支撑(或V型块)、杠杆表、平台4、也可以仅在相互垂直的两个方向测量,即测完一个方向后将被测件旋转90°,按上述方法重复测量并计算该方向的平行度误差为:f2则该件的平行度误差:f=L1/L2(f12+f22)1/2编制审核审定批准发放日期第一次测量第二次测量外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页12平行度按图纸要求(二)芯轴、杠杆表、平台二、线对面(单方向有要求)1、将被测孔装入芯轴,并将被测件的基准面放置在平台上,2、在被测孔两端距离为L2的两个位置上分别测得实际位置尺寸M1和M2;3、则该方向的平行度误差:f1=L1/L2│M1—M2│编制审核审定批准发放日期测得数值M1测得数值M2外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页13同轴度按图纸要求(一)杠杆表、偏摆仪(V型铁)一、轴对轴1、将被测零件在偏摆仪上夹紧(或放值在两块等高V型块内);2、将指示器加以适当的压力与被测面接触并调零;3、转动被测件一周,指示器读数的最大与最小读数的差值,即为该截面的同轴度误差;4、按上述方法测量若干个截面,取各截面测得的读数差中的最大值作为该件的同轴度。编制审核审定批准发放日期旋转检测外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页13同轴度按图纸要求(二)轴、可调顶尖、杠杆表二、孔对孔1、将被测件孔内装入锥度芯轴,用顶尖架起,并调整被测件的基准线与平板平行;2、靠近被测孔的两端A、B点处测量,并求出该两点分别与高度(L+d2/2)的差值fAX和fBX;3、然后将被测件翻转90°,按上述方法测取fAy、fBy4、则A点的同轴度误差fA=2【(fAX)2+(fAy)2】1/2B点的同轴度误差fB=2【(fBX)2+(fBy)2】1/25、取其中较大值作为该件的同轴度误差编制审核审定批准发放日期基准孔被测孔外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页13同轴度按图纸要求(三)卡尺或壁厚千分尺三、简单的孔类件对称度误差的检测:先测出内外圈之间的最小壁厚b,然后测出相对方向的壁厚a同轴度误差:f=a—b此方法适用于测量形状误差较小的零件编制审核审定批准发放日期外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图共页第页14对称度按图纸要求(一)V型铁、杠杆表、定位块(量块)、深度尺、平台一、轴类键槽对称度误差的检测:步骤一径向截面测量:1、将被测轴放置在等高V型块内(使轴与平台平行),键槽内塞入量块;2、调整被测件使量块沿径向与平板平行(指示表在量块上表面移动指针不动为止)3、测量定位块到平板的距离:F4、将被测件旋转180°后重复上述测量,得到该截面上、下两对应点的读数差a;则该截面的对称度误差:F截=ha/bh——键槽深度b——键槽底部的厚度编制审核审定批准发放日期共页第页轴旋转180°按同样方法再测量一遍bV型铁外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图14对称度按图纸要求(一)V型铁、杠杆表、定位块(量块)、深度尺、平台步骤二轴向测量(轴不动)然后用指示表沿键槽长度方向测量,取轴向读数差的最大值作为长向对称度误差:F长=a高—a低步骤三取以上两个方向测得误差的最大值作为该件对称度误差。编制审核审定批准发放日期共页第页键槽径向找平后用杠杆表对键槽侧面进行轴向测量外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图14对称度按图纸要求(二)卡尺二、简单的孔类件对称度误差的检测:在B、D和C、F处测量壁厚,取两个壁厚差中较大的值作为该件的对称度误差。(│B—D│与│C—F│取其结果最大的值)此方法适用于形状误差较小的零件编制审核审定批准发放日期共页第页公差为单方向性,且件厚度较厚外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图按图纸要求(三)、量块、杠杆表、高度尺三、面对面对称度检测方法:编制审核审定批准发放日期共页第页外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图按图纸要求(四)、芯轴、块规、杠杆表、高度尺、分度头四、内孔键槽对称度检测方法:步骤一:径向截面测量1、将芯轴穿入带轮孔内(但不能完全通过,端部要留出块规安装位置)。2、在芯轴穿入方向对面的预留键槽处装入块规(块规安装必须牢固无松动)。3、将装配好的芯轴装夹到分度头上,并用杠杆表找正芯轴。4、用杠杆表将块规上平面找平并将指示值调零。编制审核审定批准发放日期共页第页外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图按图纸要求5、然后将被测件旋转180°,用杠杆表找平块规并读取高度差值a1。则径向差值=a1L1/L2L1——被测检测深度;L2——实际测量长度;步骤二:轴向测量1、然后将块规取下,用指示表沿键槽长度方向测量(键槽两端),取轴向读数差的最大值作为轴向对称度误差:F长=a高—a低步骤三取以上两个方向测得误差的最大值作为该件对称度误差。编制审核审定批准发放日期共页第页外检科检验标准手册检验标准编号SHWJ-001标准类别形位公差类引用标准GB1958-80标准种类通用标准序号检测项目检验标准检验手段检验方法示意图',)
提供形位公差检验标准,GBT1184形位公差标准会员下载,编号:1700817973,格式为 docx,文件大小为35页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载