钢吊车梁选自图集,20g520-2 钢吊车梁图集
本作品内容为钢吊车梁选自图集,格式为 doc ,大小 229928 KB ,页数为 6页
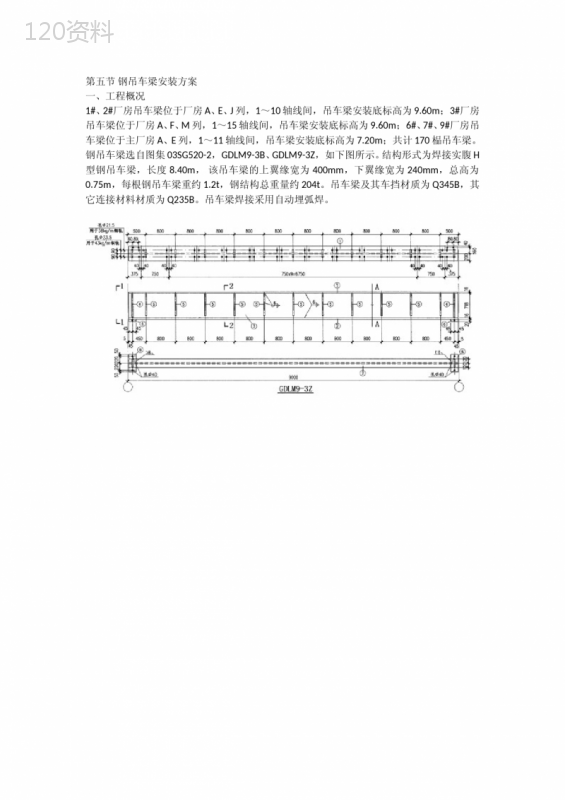
('第五节钢吊车梁安装方案一、工程概况1#、2#厂房吊车梁位于厂房A、E、J列,1~10轴线间,吊车梁安装底标高为9.60m;3#厂房吊车梁位于厂房A、F、M列,1~15轴线间,吊车梁安装底标高为9.60m;6#、7#、9#厂房吊车梁位于主厂房A、E列,1~11轴线间,吊车梁安装底标高为7.20m;共计170榀吊车梁。钢吊车梁选自图集03SG520-2,GDLM9-3B、GDLM9-3Z,如下图所示。结构形式为焊接实腹H型钢吊车梁,长度8.40m,该吊车梁的上翼缘宽为400mm,下翼缘宽为240mm,总高为0.75m,每根钢吊车梁重约1.2t,钢结构总重量约204t。吊车梁及其车挡材质为Q345B,其它连接材料材质为Q235B。吊车梁焊接采用自动埋弧焊。2、工程概况2.1华能沁北电厂三期扩建(2×1000MW)机组工程,#5机汽机房吊车梁位于主厂房A、B列,1~11轴线间,吊车梁安装底标高为29.266m。共计20榀吊车梁,结构形式为焊接实腹H型钢吊车梁,长度9.98m的12根,长度8.98m的4根,长度9.03m的2根,长度9.60m的2根。该吊车梁的上翼缘宽为600mm,下翼缘宽为450mm,总高为1.764m,每根钢吊车梁重约5.9t,其中最重吊车梁6.25t,钢结构总重量约120.60t。吊车梁及其车挡材质为Q345B,其它连接材料材质为Q235B。吊车梁焊接采用自动埋弧焊。吊车梁钢结构制作安装具有工期紧、质量要求高、加工复杂等特点,这给施工增加了难度。要求参加施工的工程人员要高度重视,提前作好工艺流程、设备选型、焊接技术措施等多项准备工作。本着创通州区优质结构质量目标,科学组织、精心施工,高质量、高标准、按期完成任务。二、现场施工条件吊车梁由钢构件厂制作完成后运抵安装现场,行车轨道由专业工厂轧制运抵安装现场,吊车梁、行车轨道安装在厂房内进行,根据现场层面高度,吊车梁行车轨道安装必须土建作业层面牛腿砼结构完成后,将脚手架拆至9.60m后进行吊车梁、行车轨道安装。三、施工准备1、技术准备①施工前图纸已进行过图纸会审。②施工前对施工班组已进行安全技术交底。③现场施工人员必须认真审核图纸,熟悉会审纪要,明白设计意图。做好各级技术交底,明确施工工艺和质量要求,掌握工程的特殊性。安装人员在施工前,应将每种构件的数量及安装位置做到心中有数。④根据施工总平面合理规划使用场地,确保现场施工文明有序。⑤准备便于流水施工的场地。需搭设一个钢平台,尺寸如下:35m×7m用于吊车梁的放样、组拼、焊接。4.1.4.2采用胎膜法拼装吊车梁需用以下材料:20L=21002根I20L=5004根定位件I40bL=70016根垫板-25×75×20024块底定位件I40bL=30016块挡板-20×500×50010件楔铁-20×100×20050块5.3焊接质量标准及检查方法:序号检验项目质量标准检验方法1焊条(剂)焊丝质量符合设计及施工规范要求查出厂合格证2焊工资格审查应有上岗证查上岗证3无损探伤符合设计要求及施工规范检查探伤报告4焊缝外观注①观察检查5对接焊缝焊缝余高0.5~3焊缝量规检查6焊缝错边≤27角焊缝焊缝余高0~3焊缝量规检查8焊角宽0~3注:①焊缝表面不得有裂纹、夹渣、气孔、弧坑、焊瘤、熔化飞溅物等缺陷。5.4其它具体要求详见《电力建设施工质量验收及评定规程》第1部分:土建工程(DL/T5210.1-2005)。6、施工工艺与方法根据图纸及图纸会审纪要,吊车梁采用胎膜法加工,吊车梁钢结构按《钢结构工程施工质量验收规范》(GB50205-2001)和《电力建设施工质量验收及评定规程》第1部分:土建工程(DL/T5210.1-2005)进行制作安装验收。施工工艺流程:放样→制作样板和号料→切割下料→拼装→焊接→打磨焊缝→成品检验→除锈→涂装→编号→成品保护→运输构件→绑扎→起吊→临时固定→校正→最后固定→油漆补涂。6.1审图与放样6.1.1技术人员结合图纸会审纪要,认真审阅施工图纸。从设计首页说明开始,逐个图号、逐个部位进行核对,搞清相互安装及连接关系;核对外形几何尺寸、各部件之间尺寸能否相互衔接;逐个核对各节点、孔距、孔位等相关尺寸;核对零部件的数量、单重和总重。6.1.2计算出主要构件的用料宽度及长度,并及时反馈给供应部门,以便在采购中按建议宽度及长度选购,减少不必要的拼接,从而提高钢材利用率,降低施工成本。6.1.3对审图发现的问题要及时向设计部门请示,履行相关核定程序,不得擅自修改。6.1.4放样人员必须熟悉施工图与工艺要求,核对构件连接及其连接的几何尺寸是否有不当之处发现问题再次与设计部门沟通解决。6.1.5放样应在平整的加工平台上进行,应以1:1的比例放出实样,并对各部尺寸作出详细记录。6.1.6放样时,需铣刨的工件要考虑加工余量,所有的加工边一般要留加工余量5mm,焊接构件要按工艺要求放出焊接收缩量。6.1.7焊接H型钢的焊接收缩余量见下表:6.11构件安装6.11.1吊装前应将柱上的预埋件清理干净,弹出就位十字线,并对于埋件标高、轴线进行复核,不能满足施工要求的要进行处理。经过计算,每根钢梁重约5.9t,其中最重吊车梁6.25t,根据现场的起重设备能力和现场的平面布置,我们采用汽机房靠B列布置的S450L25塔吊吊装各轴线间吊车梁。该设备起重设备能力均能满足吊装要求。6.11.2吊车梁在吊装前要进行几何尺寸检查和无损探伤。吊车梁吊装时,首先将吊车梁吊离地面50cm,吊车行使到最佳位置,将吊车梁吊至设计位置就位,对准中心线校正、固定。6.11.3施工顺序:S450L25塔吊先吊A列1→11轴间吊车梁;再吊B列1→11轴间吊车梁。6.11.4吊车梁吊装的施工工艺:运输构件→绑扎→起吊→临时固定→校正→最后固定。6.11.5吊车梁吊完后,应对吊车梁中心线、垂直度、位移、标高、两轴间误差等进行复查,调校后铺设轨道。6.11.6吊装吊车梁时吊索与水平线的夹角不能小于45º。吊点处用方木支垫以保护捆绑钢丝绳处产品的涂装层,钢丝绳捆绑方式应保证不会产生滑移。支垫方木用8#铅丝绑扎。吊车梁两端拴上φ16的棕绳作为溜绳,以便控制吊车梁的转动。吊装时严禁碰击砼柱及砼梁。6.11.7吊装前要试吊。并对起重绳索、机械性能等吊具进行全面检查,有问题严禁使用。6.11.8所用吊索(无弯曲时)安全系数必须大于6,做捆绑用的吊索安全系数必须大于8。6.11.9永久性普通螺栓不得垫两个以上垫片,螺栓拧紧后,外露螺纹不应少于两个螺距。',)
提供钢吊车梁选自图集,20g520-2 钢吊车梁图集会员下载,编号:1700758898,格式为 docx,文件大小为6页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载