拉丝用低碳钢热轧圆盘条,拉丝用低碳钢热轧圆盘条采用k值为
本作品内容为拉丝用低碳钢热轧圆盘条,格式为 doc ,大小 54784 KB ,页数为 4页
('备案号:QB/44020077984-2007广东省企业产品标准Q/SG01-2007拉丝用低碳钢热轧圆盘条Hot-rolledlowcarbonsteelwirerodsfordrawing2007-01-02发布2007-01-12实施广东韶钢松山股份有限公司发布Q/SG01-2007前言本标准参照GB/T1.1-2000《标准化工作导则第一部分:标准的结构和编写规则实施指南》编写。本标准规定了拉丝用低碳钢热轧圆盘条产品的技术要求。本标准适用于广东韶钢松山股份有限公司生产的拉丝用低碳钢热轧圆盘条。本标准由广东韶钢松山股份有限公司技术研究中心起草。本标准主要起草人:黄锐、张志明、钟凡。本标准于2003年1月首次制定、发布,2007年1月部分修改后重新发布,有效期三年,届时复审。1Q/SG01-2007拉丝用低碳钢热轧圆盘条1范围本标准规定了广东韶钢松山股份有限公司生产的拉丝用低碳钢热轧圆盘条的牌号、技术要求、试验方法、检验规则、包装、标志和质量证明书等。本标准适用于供拉丝产品用的低碳钢热轧圆盘条。2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。GB/T222钢的成品化学成分允许偏差GB/T4336碳素钢和中低合金钢火花源原子发射光谱分析法(常规法)GB/T228金属材料室温拉伸试验方法GB/T232金属材料弯曲试验方法GB/T2101型钢验收、包装、标志及质量证明书的一般规定GB/T2975钢材力学及工艺性能试验取样规定GB/T14981热轧盘条尺寸、外形、重量及允许偏差YB/T2011连续铸钢方坯和矩形坯3牌号表示方法拉丝用低碳钢热轧圆盘条的牌号由代表屈服点的汉语拼音字母、屈服点数值、拉丝用钢的汉语拼音字母、质量等级符号4个部分组成。例如:Q195LB其中:Q—拉丝钢屈服点的“屈”字汉语拼音的首位字母;195—屈服点数值,单位MPa;L—拉丝钢的“拉”字汉语拼音的首位字母;B—质量等级为B级。4技术要求4.1牌号和化学成分4.1.1盘条的牌号和化学成分(熔炼分析)应符合表1的规定。表1牌号C%Si%Mn%P%S%Q195LA≤0.10≤0.100.10~0.50≤0.030≤0.035Q195LB≤0.08≤0.060.10~0.40≤0.025≤0.0304.1.2钢中镍、铬、铜含量各不大于0.20%。4.1.3盘条的化学成分允许偏差应符合GB/T222的规定。4.2冶炼方法钢以氧气转炉、电炉冶炼。4.3连铸坯表面质量及外形尺寸连铸坯表面质量、外形尺寸应符合YB/T2011的规定。2Q/SG01-20074.4交货状态盘条以热轧状态交货。4.5力学性能和工艺性能盘条的力学性能和工艺性能应符合表2的规定。表2牌号抗拉强度Rm/MPa伸长率A/%冷弯试验1800d=弯心直径Q195LA≤420≥28d=0完好Q195LB≤390≥30d=0完好4.6表面质量4.6.1盘条应将头尾有缺陷部分切除。盘条的截面不得有分层及夹杂。4.6.2盘条表面应光滑,不得有裂纹、折叠、耳子、凸块、结疤等缺陷。4.7尺寸、外形、重量及允许偏差4.7.1盘条的尺寸、外形、重量及允许偏差应符合GB/T14981的规定。4.7.2经供需双方协议,并在合同中注明,可供应其他尺寸、外形、重量及允许偏差、盘重的拉丝钢圆盘条。5试验方法每批盘条的检测项目、试验方法应按表3的规定。表3序号检验项目试样数量取样方法及部位试验方法1化学成分(熔炼)1/每炉(罐)GB/T222GB/T43362拉伸试验1GB/T2975GB/T2283冷弯试验2不同根盘条GB/T2324尺寸逐盘GB/T14981千分尺、游标卡尺5表面逐盘目测6检验规则6.1盘条应成批验收,每批应由同一牌号、同一炉(罐)号、同一尺寸的盘条组成,其重量不大于60吨。6.2复验盘条的复验和判定规则按GB/T2101的规定。7包装、标志和质量证明书盘条的包装、标志和质量证明书应符合GB/T2101的规定。3',)
提供拉丝用低碳钢热轧圆盘条,拉丝用低碳钢热轧圆盘条采用k值为会员下载,编号:1700757981,格式为 docx,文件大小为4页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载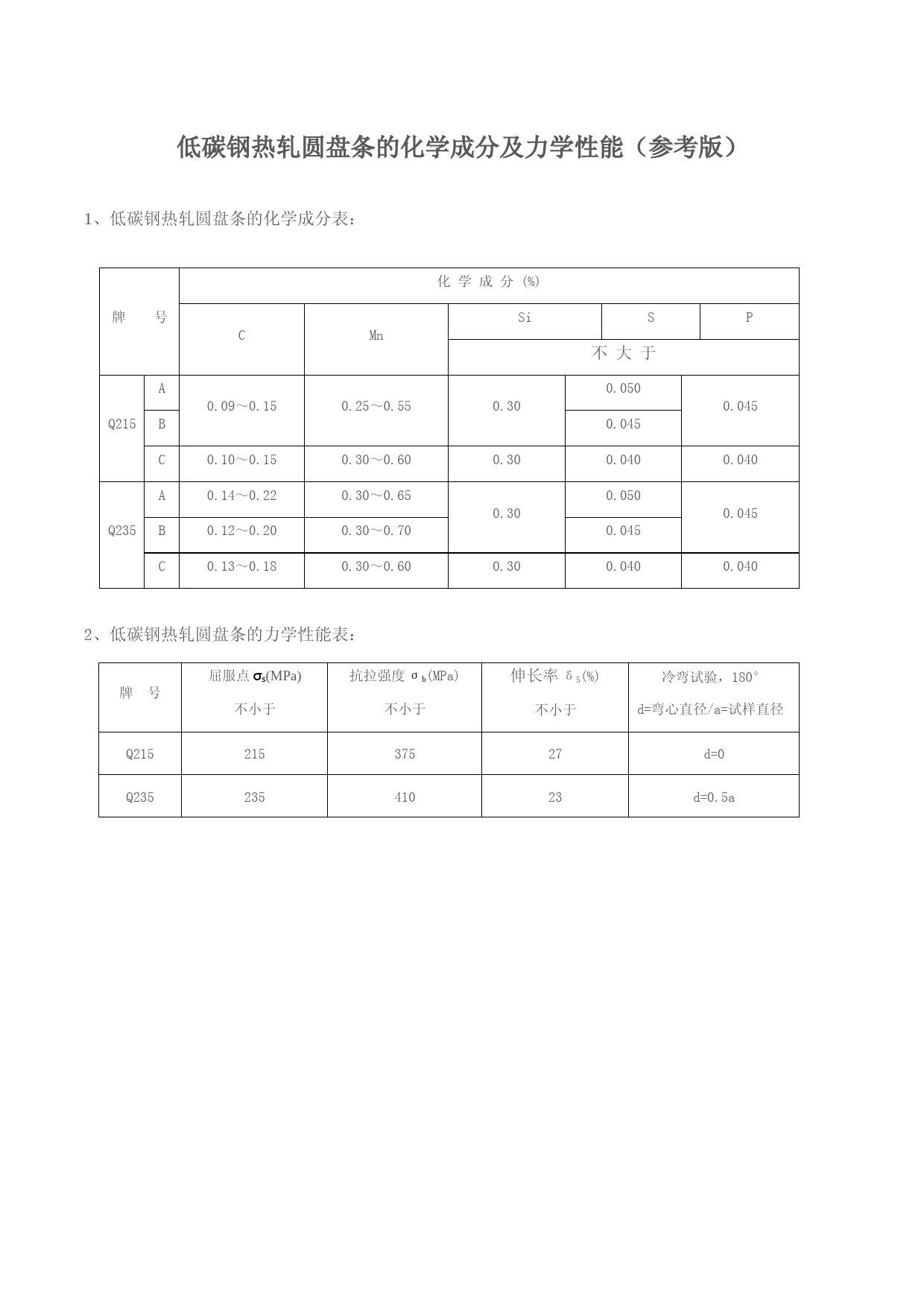 下载
下载 下载
下载