游标卡尺使用方法及注意事项 (1)
本作品内容为游标卡尺使用方法及注意事项 (1),格式为 doc ,大小 499240 KB ,页数为 9页
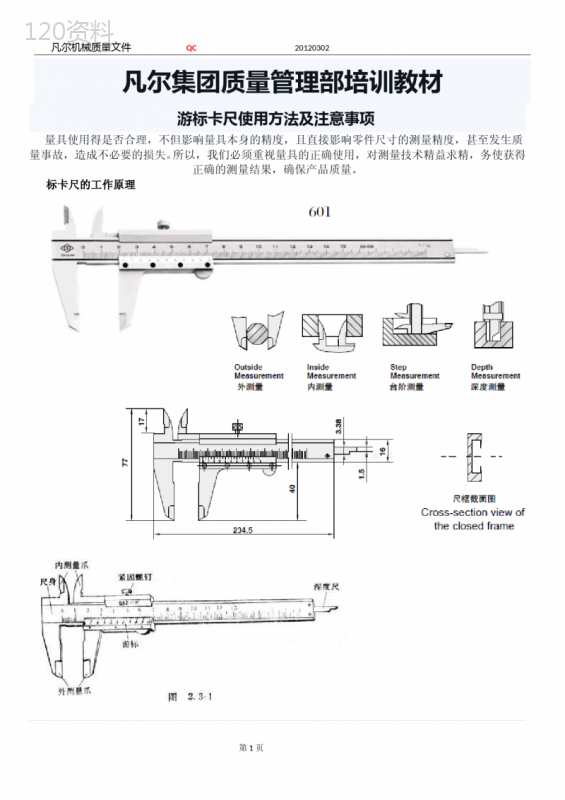
('凡尔机械质量文件QC20120302凡尔集团质量管理部培训教材游标卡尺使用方法及注意事项量具使用得是否合理,不但影响量具本身的精度,且直接影响零件尺寸的测量精度,甚至发生质量事故,造成不必要的损失。所以,我们必须重视量具的正确使用,对测量技术精益求精,务使获得正确的测量结果,确保产品质量。标卡尺的工作原理第1页凡尔机械质量文件QC20120302游标卡尺是工业上常用的测量长度的仪器,它由尺身及能在尺身上滑动的游标组成。若从背面看,游标是一个整体。游标与尺身之间有一弹簧片,利用弹簧片的弹力使游标与尺身靠紧。游标上部有一紧固螺钉,可将游标固定在尺身上的任意位置。尺身和游标都有量爪,利用内测量爪可以测量槽的宽度和管的内径,利用外测量爪可以测量零件的厚度和管的外径。深度尺与游标尺连在一起,可以测槽和筒的深度。尺身和游标尺上面都有刻度。以准确到0.1毫米的游标卡尺为例,尺身上的最小分度是1毫米,游标尺上有10个小的等分刻度,总长9毫米,每一分度为0.9毫米,比主尺上的最小分度相差0.1毫米。量爪并拢时尺身和游标的零刻度线对齐,它们的第一条刻度线相差0.1毫米,第二条刻度线相差0.2毫米,……,第10条刻度线相差1毫米,即游标的第10条刻度线恰好与主尺的9毫米刻度线对齐。当量爪间所量物体的线度为0.1毫米时,游标尺向右应移动0.1毫米。这时它的第一条刻度线恰好与尺身的1毫米刻度线对齐。同样当游标的第五条刻度线跟尺身的5毫米刻度线对齐时,说明两量爪之间有0.5毫米的宽度,……,依此类推。在测量大于1毫米的长度时,整的毫米数要从游标“0”线与尺身相对的刻度线读出。游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量:如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数。卡尺的内量爪的有效深度为12mm,如超过此深度应采用其它方法进行丈量。丈量外径时应把丈量面拉大且超过被测体,测内径时应将丈量面置小於被测体然后再进行测量。进行深度丈量时,先把丈量杆拉出超过被测体深度,然后缓慢压至被测体上测量面,丈量时应保证测量杆垂直被测面。进行内孔测量时,应保证卡尺两内丈量面连线穿过孔中央圆且垂直於上下孔中央连线或水平移动,以保证所测的值为该孔径穿过中央点的最大值。数显卡尺在进行长距离的丈量时,应保持匀速和缓慢移动,过快会引起跳数卡尺的读数读数时首先以游标零刻度线为准在尺身上读取毫米整数,即以毫米为单位的整数部分。然后看游标上第几条刻度线与尺身的刻度线对齐,如第6条刻度线与尺身刻度线对齐,则小数部分即为0.6毫米(若没有正好对齐的线,则取最接近对齐的线进行读数)。如有零误差,则一律用上述结果减去零误差(零误差为负,相当于加上相同大小的零误差),读数结果为:L=整数部分+小数部分-零误差判断游标上哪条刻度线与尺身刻度线对准,可用下述方法:选定相邻的三条线,如左侧的线在尺身对应线之右,右侧的线在尺身对应线之左,中间那条线便可以认为是对准了,如图2.3-4。L=对准前刻度+游标上第n条刻度线与尺身的刻度线对齐(乘以)分度值如果需测量几次取平均值,不需每次都减去零误差,只要从最后结果减去零误差即可。它的读数是:20.76mm游标卡尺的精度常用游标卡尺按其精度可分为3种:即0.1毫米、0.05毫米和0.02毫米。精度为0.05毫米和0.02毫米的游标卡尺。它们的工作原理和使用方法与本书介绍的精度为0.1毫米的游标卡尺相同。精度为0.05毫米的游标卡尺的游标上有20个等分刻度,总长为19毫米。测量时如游标上第第2页凡尔机械质量文件QC2012030211根刻度线与主尺对齐,则小数部分的读数为11/20毫米=0.55毫米,如第12根刻度线与主尺对齐,则小数部分读数为12/20毫米=0.60毫米。一般来说,游标上有n个等分刻度,它们的总长度与尺身上(n-1)个等分刻度的总长度相等,若游标上最小刻度长为x,主尺上最小刻度长为y则nx=(n-1)y,x=y-(y/n)主尺和游标的最小刻度之差为Δx=y-x=y/ny/n叫游标卡尺的精度,它决定读数结果的位数。由公式可以看出,提高游标卡尺的测量精度在于增加游标上的刻度数或减小主尺上的最小刻度值。一般情况下y为1毫米,n取10、20、50其对应的精度为0.1,0.05毫米、0.02毫米。精度为0.02毫米的机械式游标卡尺由于受到本身结构精度和人的眼睛对两条刻线对准程度分辨力的限制,其精度不能再提高。游标卡尺的使用用软布将量爪擦干净,使其并拢,查看游标和主尺身的零刻度线是否对齐。如果对齐就可以进行测量;如没有对齐则要记取零误差:游标的零刻度线在尺身零刻度线右侧的叫正零误差,在尺身零刻度线左侧的叫负零误差(这件规定方法与数轴的规定一致,原点以右为正,原点以左为负)。测量时,右手拿住尺身,大拇指移动游标,左手拿待测外径(或内径)的物体,使待测物位于外测量爪之间,当与量爪紧紧相贴时,即可读数。注意事项1.游标卡尺是比较精密的测量工具,要轻拿轻放,不得碰撞或跌落地下。使用时不要用来测量粗糙的物体,以免损坏量爪,避免与刃具放在一起,以免刃具划伤游标卡尺的表面,不使用时应置于干燥中性的地方,远离酸碱性物质,防止锈蚀。2.测量时,应先拧松紧固螺钉,移动游标不能用力过猛。两量爪与待测物的接触不宜过紧。不能使被夹紧的物体在量爪内挪动。3.读数时,视线应与尺面垂直。如需固定读数,可用紧固螺钉将游标固定在尺身上,防止滑动。4.实际测量时,对同一长度应多测几次,取其平均值来减少偶然误差5.应定期校验卡尺的精确度和灵敏度6.所有卡尺都是线性丈量仪器,尺身的线形要求十分重要,随意的丢置与敲击都会有影响,特别是内量爪的尖部7.使用卡尺时,内量爪,外量爪和深度尺都只能用於正常的丈量,不可用於其它用途第3页凡尔机械质量文件QC201203028.随时坚持尺身有清洁,清洁外表所用的物质需符合要求(工业酒精,丝绒布,专用毛刷等9.留意数值显示情况,否有跳数,或在使用过程中自动归零等现象,以免影响丈量结果,严禁强光照射显示器,以防液晶显示器老化10.对游标卡尺读数时,目力应垂直於游标刻度值从上往下,不可从侧面或斜视读数11、当测量零件的外尺寸时:卡尺两测量面的联线应垂直于被测量表面,不能歪斜。测量时,可以轻轻摇动卡尺,放正垂直位置,图(1)所示。否则,量爪若在如图(1)所示的错误位置上,将使测量结果a比实际尺寸b要大;先把卡尺的活动量爪张开,使量爪能自由地卡进工件,把零件贴靠在固定量爪上,然后移动尺框,用轻微的压力使活动量爪接触零件。如卡尺带有微动装置,此时可拧紧微动装置上的固定螺钉,再转动调节螺母,使量爪接触零件并读取尺寸。决不可把卡尺的两个量爪调节到接近甚至小于所测尺寸,把卡尺强制的卡到零件上去。这样做会使量爪变形,或使测量面过早磨损,使卡尺失去应有的精度。图(1)测量外尺寸时正确与错误的位置测量沟槽时,应当用量爪的平面测量刃进行测量,尽量避免用端部测量刃和刀口形量爪去测量外尺寸。而对于圆弧形沟槽尺寸,则应当用刃口形量爪进行测量,不应当用平面形测量刃进行测量,如图(2)所示。第4页凡尔机械质量文件QC20120302图(2)测量沟槽时正确与错误的位置测量沟槽宽度时,也要放正游标卡尺的位置,应使卡尺两测量刃的联线垂直于沟槽,不能歪斜。否则,量爪若在如图(3)所示的错误的位置上,也将使测量结果不准确(可能大也可能小)。图(3)测量沟槽宽度时正确与错误的位置12当测量零件的内尺寸时:图(4)所示。要使量爪分开的距离小于所测内尺寸,进入零件内孔后,再慢慢张开并轻轻接触零件内表面,用固定螺钉固定尺框后,轻轻取出卡尺来读数。取出量爪时,用力要均匀,并使卡尺沿着孔的中心线方向滑出,不可歪斜,免使量爪扭伤;变形和受到不必要的磨损,同时会使尺框走动,影响测量精度。第5页凡尔机械质量文件QC20120302图(4)内孔的测量方法卡尺两测量刃应在孔的直径上,不能偏歪。图(5)为带有刀口形量爪和带有圆柱面形量爪的游标卡尺,在测量内孔时正确的和错误的位置。当量爪在错误位置时,其测量结果,将比实际孔径D要小。图(5)测量内孔时正确与错误的位置13.用下量爪的外测量面测量内尺寸时如用图(6)所示的两种游标卡尺测量内尺第6页凡尔机械质量文件QC20120302寸,在读取测量结果时,一定要把量爪的厚度加上去。即游标卡尺上的读数,加上量爪的厚度,才是被测零件的内尺寸。测量范围在500mm以下的游标卡尺,量爪厚度一般为10mm。但当量爪磨损和修理后,量爪厚度就要小于10mm,读数时这个修正值也要考虑进去。图(6)游标卡尺的两种结构型式14、用游标卡尺测量零件时,不允许过分地施加压力,所用压力应使两个量爪刚好接触零件表面。如果测量压力过大,不但会使量爪弯曲或磨损,且量爪在压力作用下产生弹性变形,使测量得的尺寸不准确(外尺寸小于实际尺寸,内尺寸大于实际尺寸在游标卡尺上读数时,应把卡尺水平的拿着,朝着亮光的方向,使人的视线尽可能和卡尺的刻线表面垂直,以免由于视线的歪斜造成读数误差。测微螺旋量具1、测微螺旋量具是利用螺旋副的运动原理进行测量和读数的一种测微量具。2、按用途分内径千分尺、外径千分尺、深度千分尺及专用的测量螺纹中径尺寸的螺纹千分尺和测量齿轮公法线长度的公法线千分尺。(1)外径千分尺结构第7页凡尔机械质量文件QC20120302(2)、外径千分尺的读数原理和读数方法①、螺旋测微器的构造原理它的刻度由固定刻度A和可动刻度B两部分构成。固定刻度又分整刻度和半刻度,每个刻度为1mm.可动刻度部分每旋转一周测微螺杆前进或后退0.5mm,而每一周又分了50个刻度,所以每旋转一个刻度测微螺杆前进或后退0.5/50=0.01mm,所以螺旋测微器测量长度时可以精确到0.01mm.②、螺旋测微器的读数当用螺旋测微器测量好物体时我们要读出所显示的示数,这时所测物体的长度可表示为:L=n0.1+k0.01(n表示固定刻度的格数;k表示可动刻度的读数)例:外径千分尺的读数=7+0.0135=7.35千分尺的使用1.使用千分尺时,必需首先归零,深度千分尺需在1级平台上归零,内径千分尺校准时必须用专用校正规,归零时假如是带有测力装置的千分尺,归零时所用的力须和测量时保持一致2.深度千分尺归零时,首先将测量杆收回基座,将千分尺的基座置於平台,缓慢使测量杆向下移动至平台,进行校准3.外径千分尺归零时,缓慢地使测量杆与测砧接触,如是需要校正的应加用校%5正杆,所用的第8页凡尔机械质量文件QC20120302力度为不使校正杆滑落国家规范规定用力为2~3N4.丈量时,为了考虑到丈量的不确定性,一般都要置零两次以上,5.使用外径千分尺进行外径千分尺进行测量时,严禁单手操纵,最好采用千分尺底座或辅助设备.6.由於千分尺为精确测量仪器,考虑到其测量时的重复性因素,丈量时应多取几次测量值7.内径千分尺测量多为三点接触式,丈量时应留意其上下位置和垂直情况8.丈量完成后,应对千分尺再次回零观察是否可以归零,其示值零位误差不可超过0.002mm,否则需要重新丈量或校准注意事项1.千分尺为电子仪器,对使用环境要求比卡尺高,除了卡尺的使用要求外,支配场所的温度过高和过低都对测量结果有影响.2.千分尺不可随意丢置乱放,用后应拆下组合件,外径千分尺放置时,丈量杆与测砧不可接触.3.随时留意电池电量情况,如出现闪数或跳数应及时检查电池电量是否足够.4.组合丈量时,确定接合良好,丈量深度时,深度底面应为平面,以保证测量结果的准确性.5.进行丈量支配时,应留意操纵的速度和力度,应严格按照要求进行操纵第9页',)
提供游标卡尺使用方法及注意事项 (1)会员下载,编号:1700754457,格式为 docx,文件大小为9页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载