小五金手册【范本模板】
本作品内容为小五金手册【范本模板】,格式为 doc ,大小 1018408 KB ,页数为 40页
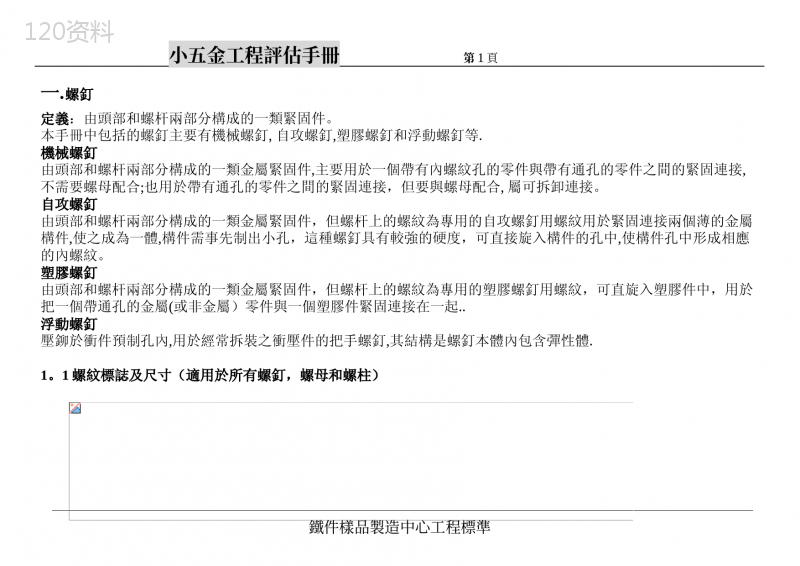
('小五金工程評估手冊第1頁一.螺釘定義:由頭部和螺杆兩部分構成的一類緊固件。本手冊中包括的螺釘主要有機械螺釘,自攻螺釘,塑膠螺釘和浮動螺釘等.機械螺釘由頭部和螺杆兩部分構成的一類金屬緊固件,主要用於一個帶有內螺紋孔的零件與帶有通孔的零件之間的緊固連接,不需要螺母配合;也用於帶有通孔的零件之間的緊固連接,但要與螺母配合,屬可拆卸連接。自攻螺釘由頭部和螺杆兩部分構成的一類金屬緊固件,但螺杆上的螺紋為專用的自攻螺釘用螺紋用於緊固連接兩個薄的金屬構件,使之成為一體,構件需事先制出小孔,這種螺釘具有較強的硬度,可直接旋入構件的孔中,使構件孔中形成相應的內螺紋。塑膠螺釘由頭部和螺杆兩部分構成的一類金屬緊固件,但螺杆上的螺紋為專用的塑膠螺釘用螺紋,可直旋入塑膠件中,用於把一個帶通孔的金屬(或非金屬)零件與一個塑膠件緊固連接在一起..浮動螺釘壓鉚於衝件預制孔內,用於經常拆裝之衝壓件的把手螺釘,其結構是螺釘本體內包含彈性體.1。1螺紋標誌及尺寸(適用於所有螺釘,螺母和螺柱)鐵件樣品製造中心工程標準小五金工程評估手冊第2頁H:原始三角形高度P:螺距D:內螺紋公稱直徑d:外螺紋公稱直徑H1:螺紋高度。D1:內螺紋小徑D2:內螺紋中徑d2:外螺紋中徑d1:外螺紋小徑n:為每英吋牙數1。1。1米制細牙螺紋;H=0。866025Pd2=d—0.649519PD=dH1=0.541266Pd1=d-1。082532PD2=d2D1=d1單位:MM螺紋標誌PH1d(D)d2(D2)d1(D1)M10.20.20。1081.0000.8700。783M1。1*0.20。20。1081。1000。9700.883M1.2*0。20。20.1081.2001。0700.983M1.40。20。20。1081。4001.2701。183M1。6*0。20.20。1081.6001.4701。383M1。80.20.20.1081.8001。6701.583M20。250。250。1352.0001。8381.729M2.2*0。250.250.1352。2002.0381.929M2。50.350.350。1892。5002.2732.121M3*0。350.350。1893。0002.7732。621M3。50。350.350。1893.5003。2733.121鐵件樣品製造中心工程標準小五金工程評估手冊第3頁M40.50.50。2714。0003。6753。459M4.50。50.50.2714.5004。1753。959M50.50。50.2715。0004.6754。459M5。5*0.50.50.2715.0005.1754。959M60。750.750。4066.0005.5135.1881.1.2米制粗牙螺紋;H=0。866025Pd2=d—0。649519PD=dH1=0.541266Pd1=d-1.082532PD2=d2D1=d1單位:MM螺紋標誌PH1d(D)d2(D2)d1(D1)M10.250。1351.0000。8380.729M1。10.250.1351。1000。9380。829M1。20.250。1351.2000.0380。929M1。40。30.1621.4001。2051.075M1.60.350.1891。6001。3731.221M1。80.350.1891。8001.5731。421M20.40。2172.0001。7401。567M2.20。450.2442.2001。9081。713M2.50.450.2442。5002。2082。013M30.50.2713。0002.6752.459M3。50.60。3253。5003.1102。850M40。70.3794.0003.5453。242M4.50。750。4064。5004。0133.688鐵件樣品製造中心工程標準小五金工程評估手冊第4頁M50。80。4335。0004.4804.134M610。5416。0005.3504。9171.1。3英制細牙螺紋P=n/25.4H=0.866025Pd=(d)25.4D=dH1=0。541266Pd2=(d—0。649519/n)*25.4D2=d2D1=(d—1.082532/n*25.4D1=d1單位:MM螺紋標誌(Reference)nPH1d(D)d2(D2)d1(D1)No.0#80UNF0。0600-80UNF800.31750。1721.5241。3181。818No.1#72UNF0.0730-72UNF720.35280。9191.8541。6261.473No。2#64UNF0.0860—64UNF640.39690。2152。1841.9281.755No.3#56UNF0.0990—56UNF560.45360.2462.5152。2202.024No。4#48UNF0。1120—48UNF480。52950.2862。8452.5022.271No.5#44UNF0.1250-44UNF440。57730。3123。1752。7992。550No。6#40UNF0。1380—40UNF400.63500。3443。5053。0942。817No.8#36UNF0.1640-36UNF360.70560。3824。1663.7083。401No10#32UNF0。1900-32UNF320.79380。4304.8264。3104。967No。12#28UNF0.2160-28UNF280。90710。4915.4864.8974.503鐵件樣品製造中心工程標準小五金工程評估手冊第5頁1.1.3英制粗牙螺紋P=n/25。4H=0.866025Pd=(d)25。4D=dH1=0。541266Pd2=(d-0.649519/n)25。4D2=d2D1=(d-1.082532/n25.4D1=d1單位:MM螺紋標誌(Reference)nPH1d(D)d2(D2)d1(D1)No.1#64UNF0.0730—64UNF640.39690。2151.8541。5981。425No.2#56UNF0.0860—56UNF560.45360。2462.1841。8901。694No.3#48UNF0.0990-48UNF480.52920。2862.5152。1721。941No.4#40UNF0.1120—40UNF400。63500.3442。8452。4332。156No.5#40UNF0.1250—40UNF400。63500。3443。1752。7642.487No.6#32UNF0.1380—32UNF320。79380。4303.5052。9902.647No。8#32UNF0。1640—32UNF320.79380.4304。1663.6503。307No10#24UNF0.1900—24UNF241.05830.5734.8264.1383。680No。12#24UNF0。2160-24UNF241.05830。5735.4864.7984.3411.2通孔孔徑螺釘連接零件上預制之通孔如圖示鐵件樣品製造中心工程標準小五金工程評估手冊第6頁通孔孔徑之尺寸如下表(單位:mm)螺釘公稱直徑通孔直徑(d)mm一級二級三級四級11.11.21。31。21.31.41。51.41.51.61。81。61.71。821.71。822。11.82.02。12。222。22.42.62。22。42。62.82。32.52.72。92.52.72.93.12.62.833.233。23。43。63.53.73。94.244.34.54。85.51.54.855。3655.35.55.86。566。46.677。81.3攻螺紋孔孔徑與螺釘相配的螺紋攻絲孔孔徑取決外內螺紋結合比之大小。螺紋結合比(%)=[(螺釘公稱直徑—攻絲孔直徑)÷(2螺紋結合高度)]100%鐵件樣品製造中心工程標準小五金工程評估手冊第7頁1.3。1米制細牙螺紋(單位:mm)螺紋標誌公稱直徑螺紋結合比(%)1009590858075706560M11。0000.780。790.810.820。830。840.850。860。87M1.11。1000.880。890.910。920。930。940.950。960。97M1.21.2000。980.991。011.021.031。041.051。061。07M1.41.4001。181.191。211。221。231.241.251。261。27M1。61.6001.381。391。411.421。431。441。451。461。47M1。81.8001.581.591.611.621。631。641。651.661。67M22。0001。731.741.761.771.781。801。811。821.84M2。22。2001。931.941.961.971。982。002.012.022。04M2.52.5002.122。142.162。182.102。222。242.252。27M33。0002。622.642。662。682.602。722。742.752.77M3.53。5003。123.143.163。183。103。223。243.253。27M44.0003。463.493。513.543.573。593。623。653.68M4。54。5003。963.994.014。044。074。094。124。154.18M55.0004。464。494.514.544。574.594。624。654。68M5。5*5。5004.964。995.015.045.075。095。125。155.18M66.0005。195。235.275。315。355。395。435.475.511.3.2米制細牙螺紋(單位:mm)螺紋標誌公稱直徑螺紋結合比(%)1009590858075706560鐵件樣品製造中心工程標準小五金工程評估手冊第8頁M11。0000.730.740。760。770。780.800。810.820。84M1.11.1000。830。840.860。870.880.900.910.920。94M1。21.2000.930。940.960。970。981。001.011。021。04M1.41。4001.081。091。111。121.141。161。171.191。21M1.61.6001。221。241.261。281.301.321。331。351.37M1。81.8001.421。441.461。481.501.521.531。551。57M22.0001.571.591.611.631。651。681.701.721。74M2。22。2001。711。741。761。791.811。831.861。881.91M2。52.5002.012.042。062。092.112。132.162。182。21M3*0.53.0002。462。492。512.542。572。592.622。652。68M3.53。5002.852.882.922。952.983.013.053.083。11M40。74。0003.243。283。323。363.393。433.473.513。55M4。54。5003.693.733.773.813。853.893。933.974.01M5*0.85。0004。134.184.224.264.314.354.394。444。48M66。0004。924.975。035.085。135.195。245。305.351.3。3英制細牙螺紋(單位:MM)螺紋標誌公稱直徑1009590858075706560No.0#80UNF1。5241.181。201。211.231.251.271。281。301.32No.1#72UNF1。8541。471。491.511。531。551。571。591.611.62No。2#64UNF2.1841。751。781.801。821。841.861.881。901.93No.3#56UNF2。5152.022.052。072.102.122。152。172.202。22No.4#48UNF2.8452。272.302。332.362。392.422.442。472.50No。5#443。1752.552.582.612.642。682。712。742.772.80鐵件樣品製造中心工程標準小五金工程評估手冊第9頁UNFNo.6#40UNF3.5052.822。852.892.922。962.993.023。063。09No.8#36UNF4.1663。403.443。483.523。553.593。633.673.71No10#32UNF4。8263。974.014。054.104.144。184.224。274.31No。12#28UNF5。4864。504。554.604.654。704.754。804.854.901。3.4英制粗牙螺紋(單位:MM)螺紋標誌公稱直徑1009590858075706560No.1#64UNF1。8541。421。451.471。491。511.531。551.571。60No。2#56UNF2。1841。691.721。741。771。791.821。821.861。89No.3#48UNF2.5151.941。972。002。032。062。092.092.142。17No。4#40UNF2。8452.162。192.232.262.302。332.332.402。43No.5#40UNF3.1752.492。522.562。592.632。662.662。732.76No.6#32UNF3。5052。652.692。732.772。822.862。862。952.99No.8#32UNF4.1663。313.353.393。443.483。523。523.613。65No10#24UNF4.8263。683。743.793。853。913.973.973。084.14No.12#24UNF5。4864.344.404.454.514。574。634.634.744.801。3。5板材上孔與板邊間距(對所有螺釘適用)板材上螺紋孔與材這間距如圖要求b≧2T(b為孔與板邊的距離,T為板材厚度)鐵件樣品製造中心工程標準小五金工程評估手冊第10頁1.4配合尺寸同種規格的螺釘需與同種規格螺紋的螺母或與預攻同規格螺紋孔和,鋼板配合,如對M3的螺釘需與M3的螺母配合,或者與在鋼板上攻出M3的螺紋孔相配合。1。5機械性能(包括材質與熱處理)。一般用C<0.20%的低碳鋼制造,拉伸強度要求不小於330Mpa,硬度不小於95HV(90HB或52HRB),屈服強度不小於190Mpa,延伸率不小於25%,部分螺釘拉力如下表螺紋標誌M1。6M2M2.2M2.5M3M3.5M4M5M6最小拉力4206206801120166022402900469066301。6鋼板厚度(取決於螺釘與內螺紋的結合長度,鋼板厚度要大於實際螺紋要求的旋合長度,單位mm)螺紋標誌旋合長度>≦M10.61.7M1.10。61。7M1.20。61.7M1.40.72M1。60。82。6M1.80.82.6M21。03M2。21.33。8鐵件樣品製造中心工程標準小五金工程評估手冊第11頁M2.51。33。8M31.54。5M3。51。75M426M4.52。26.7M52。27.5M639M1*0。20。51。4M1。10。20。51。4M1。2*0。20.51.4M1。4*0。20。51.4螺紋標誌旋合長度>≦M1。6*0.20。51。5M1.8*0.20.51。5M20.250。61。9M2.2*0。250。61.9M2.50。350.82.6M3*0。3513M3.5*0.3513M4*0。51.54。5M4。5*0。51.54.5鐵件樣品製造中心工程標準小五金工程評估手冊第12頁M5*0.51.54。5M5。5*0.51。54。5M60.752.47.1注:對薄材,鋼板厚度至少要大於2-3個螺距1。7特殊螺釘1.7。1自攻螺釘硬化層深度一般要進行表面處理,表面滲碳或碳氮共滲層深度如下錶表(單位mm)螺紋標誌硬化層深度MinMax1#642#563#480.040.104#405#406#300.050。188#3010#2412#240。100。23硬度表面滲碳或碳氮共滲處理後硬度之一般要求:表面硬度不小於HRC[或450HV]芯部硬度26-40HRC[270—390HV]尺寸自攻螺釘截面要為弧形三角形,如圖(L為導引長度,a為收尾長度)鐵件樣品製造中心工程標準小五金工程評估手冊第13頁C,D值如下表。螺紋標誌CDMaxMinMaxMin00#900。04810.04610。04590.04390#800。06130。05930。05880。05681#640.07450.07250.07100.06902#560.08750。08400。08400。08053#480。10100.09750.09700.09354#400。11450.11150.10950.10605#400.12750。12400.12250。11906#320。14100。13600.13500。13008#320.16700。16200.16100.156010#240。19400.18900。18500.180010#320。19300.18800。18700.1820鐵件樣品製造中心工程標準小五金工程評估手冊第14頁12#241022000。21500.21100.2060對螺紋長度大於/6inch,L應為2-3個螺距,對螺紋長度小於1/6inch,L應為1—2個螺距.對螺紋收尾長度小於一個螺距.工作扭力對不同厚度鋼板及預制孔,自攻螺釘之工作扭力如下表(單膳1bf.inch)螺紋標誌鋼板厚(inch)孔徑(inch)攻牙扭力第一次拆卸扭力攻螺紋後安裝扭力破壞扭力2#560。04690。07540.5-11-26-70.06250。07640。5—11—28—100。09380.07950.5—11—211—143#480.06250.08761-23-414-150.09380.08971-23—515—160.12500。09071-24—615—184#400.03120。09861—22—38-110。06250.10291-23—415-180.09380。102111—23-422—275#400.06250.111122-34-522-290。09380。113183—44-734-410。12500.116204-56—838—466#320.06250。120143—44—725—300.09380。120203-56—935-45鐵件樣品製造中心工程標準小五金工程評估手冊第15頁0。12500.125224-66—939—458#320.09380.147305—710-1365-750.12500.150454—711—1475-850。18750。150458—1116—2075-9510#240。09380。172355—814—1865-800.12500。172455-814—1880-900.18750。172559—1317-22100—11510#320.09380。173359-1311—1480—950。12500.177509-1312—16100—1200.18750。1777012-1619-25115—14012#240。12500.196659-1219-2495—1150。18750.199759—1321-26135-1550.25000.2038510—1421—26150—170結合比(%)與預衝孔尺寸(單位inch)關系如下表所示結合比%100959085807570656055502—560.07440.07500。07560.07610.07670。07700.07790.07850.07900。07960。08203-480.08550.08610。08680.08750.08820.08880.08950。09020。09090.09160。09224—400.09580。09660。09740.09820。09900.09980。10060.10140。10230。10310.10395—400.10880.10960.11040.11120。1120。1120.11360.11440。1150。1160。116鐵件樣品製造中心工程標準小五金工程評估手冊第16頁083196—320。11770.11870。11970。12070。12180.12280。12380.12480.12580。12680.12788—320。14370.14470.14570.14670。14780.14880。14980。15080.15180.15250。153810—240。16290.16430.16560.16700.16830。16970。17100.17240.17380。17510。176510—320.16970.17070。17170.17270。17380。17480。17580。17680。17780.17880。179812-240。18890。19030。19160。19300。19430。19570。19700。19840。19980。20110.2025對不同的金屬材料要選用不同的旋合比,建議選用範圍如下:粉末合金或錛鐵50-65%冷軋鋼板65-70%鋁材70—80%金屬薄材80-95%鋼板孔徑及抽芽高度鐵件樣品製造中心工程標準小五金工程評估手冊第17頁不同規格自攻螺釘所需鋼板預制孔孔徑及抽攻孔高尺寸如下(單位inch):鋼板厚度T0.020。030.040.060。09螺紋標誌抽牙孔孔徑D6#320。118-0.1200。118—0。1210.119—0。1220.120-0。1230。122—0。1258#320.114-0。1460。144—0。1470。145-0。1480.146—0.1490。147—0.15010#240。163-0.1650。163-0。1660.164-0。1670.165—0.1680.166-0.17010#320.170-0.1720.170-0。1730。171-0。1740.172-0.1750。173—0。17612#241。089—0.1910.189—0.1920。190-0.1930.191—0.1940.192—0.196板厚T(inch)0.024-0。0350.042-0.0480。0600。0900。1060.122孔徑D(inch)HRHRHRHRHRHR0。081-0.1000。0400.0050.0400.0050。0400.0060。0430。0100。101-0.1300。0470。0050。0470.0050。0470.0060.0520.0100.0540。0100。131—0.1500.0530。0050.0530.0050。0530。0060。0600.0100.0630.0100.0720.013鐵件樣品製造中心工程標準小五金工程評估手冊第18頁0。151—0。1800.0600.0050.0600.0060.0700.0100.0750。0100.0870。0130.181—0。2200。0700.0050.0700.0060.0900。0100.0950.0100.1040。0130.221—0。2600。0750.0060。1000.0100.1050.0100。1200。0130。261-0。3000。0830。0060.1160.0100.1250。0100.1400。0130。301—0.3400.1300.0100。1400。0100.1640。0130。341-0。3800。1400。0100。1550。0100。1700。0130。381-0.4300。1500。0100。1700。0100。1840。013塑膠螺釘螺紋形狀鐵件樣品製造中心工程標準小五金工程評估手冊第19頁硬度:一般要求硬度範圍在33-39HRC[310-370HV](必要時可採表面滲碳或碳氮共滲處理)螺紋尺寸(單位mm)公稱直徑d螺紋小徑d1螺距PB(Max)公稱直徑d螺紋小徑d1螺距PB(Max)尺寸偏差尺寸偏差1。61.20/-0。250。80.2542。80/-0。401.60.321。40.94。53。20/-0。481。82.51.8153。5232.11.25.53.82.242.50/—0。401。40.3064。22。5浮動螺釘浮動螺釘形狀鐵件樣品製造中心工程標準小五金工程評估手冊第20頁基本要求浮動螺釘鉚合後與板材之間的間隙應在0-0。35mm.螺釘的驗證方法螺紋其它尺寸化學成份硬度鍍層扭力環規卡尺或千分尺化學或光譜分析顯微硬度計X-Ray膜厚計,鹽霧宵驗扭力計*注:對自攻螺釘用環規測量螺紋有困難時,可僅測試其C值,此時應採用特殊之三棱千分尺,且避過引導區進行。相關資料A.螺釘常見穴型間介穴型傳遞最大扭力比(%)以六方型為100%同規格螺紋螺釘圖示TorxPlus345Torx314方型276鐵件樣品製造中心工程標準小五金工程評估手冊第21頁十字型183六字型100B.常用板材硬度GI料:牌號C155-67HRB;C250—65HRB;C340—53HRBEG料:45-58HRBCRS料:45—56HRBC.電獵層1.在工作環境濕度低於70%的室內條件下使用的小五金,鍍鋅層不小於0.005mm,鍍鎳層不小於0.010mm。2.在城市的室外或可產生冷凝作用的室外條件下使用的小五金,對鍍鋅層不小於0。008mm,對鍍鎳層要不小於0.020mm.2.螺母定義螺母是帶有內螺紋的緊固件,配合帶有外螺紋的螺釘,利用內外螺紋邊接形式,作緊固邊接兩個被邊件之用.本手冊所討論的是自鉚螺母,亦即壓鉚於衝件衝孔,用於固定或邊接其他零件的一類螺母。2.1制造材料一般只用到下列兩種材料JISSUS303不銹鋼和JISSUM22易削鋼材質及化學成份化學成份材料CMnSiCrNiPS其它鐵件樣品製造中心工程標準小五金工程評估手冊第22頁SUS303≤0.15≤2。0≤1。017—198-10≤0。02≤0.015≤0。6SUM22≤0.130.7-1。00.10—0。350.07—0.120.24—0。330。10—0。35機械性能規格材料拉伸性能硬度(表面測試)屈服強度(Mpa)抗拉強度(Mpa)伸長率(%)收縮率(%)HVSUS303196Min520Min40Min50Min250-310SUM22未熱處理235-284372—46016-2713-22200—250滲碳熱處理350—400螺母材料的選取。自鉚螺母型號型號說明材料適合板材硬度SUM22熱處理SUS303SUM22不處理預硬SUS303≦90HRB≦80HRB≦70HRB≦60HRBS用易削鋼制造,機加工後熱處理SS為個別規格形式ꉩꉩSSꉩꉩCLS用為銹鋼制造CLSS為個別規格特別形式ꉩꉩCLSSꉩꉩH易削鋼造,機加工後熱處理之防鎖螺母ꉩꉩ鐵件樣品製造中心工程標準小五金工程評估手冊第23頁N易削鋼造,機加工後不熱處理之防鎖螺母ꉩꉩHNL易削鋼造,機加工後不熱處理之防鎖螺母ꉩꉩSP不銹鋼造,機加工後預硬用於不銹鋼板ꉩꉩ2.2尺寸用公差D.型號為SS,S,CLS以及CLSS的自鉚螺母尺寸單位居要(mm)表格1螺紋型號螺紋板材厚壓入深度最小板材板材孔徑CE孔邊緣至對鐵件樣品製造中心工程標準小五金工程評估手冊第24頁及螺距代號度代碼A(Max)厚度+0。08/-0(Max)邊之最小距離(b)易削鋼不銹鋼M2*0。4SCLSM200。760.8-14.254。226。31.54。810.97121。371.4M2.50。45SCLSM2.500.760.8—14。254。226。31。54。810.97121.371.4M30。5SCLSM300。760.8—14.254。226。31。54。810。97121.371.4M3.50。6SCLSM3。500。760.8-14。754。737.11。55。610。97121.371.4M4*0.7SCLSM400。760.8-15。45。387.926。910.97121。371。4M50.8SSCLSSM500.760。8—16。46。388.727.110。97121。371.4M6*1SCLSM601.151。28。758.7211.054.088.611.371。422。212.3鐵件樣品製造中心工程標準小五金工程評估手冊第25頁M8*1。25SCLSM811.371.410。510。4712.655.479.722.212。3M10*1.5SCLSM1012.212。311413。9717。357。4813.523。053。18單位(inch)螺紋及螺距型號螺紋代號板材厚度代碼壓入深度A(Max)最小板材厚度板材孔徑+0。03/-0C(Max)E孔邊緣至對邊之最小距離(b)易削鋼不銹鋼0。086—56#2-56SCLS25600。0300。0300.1660。1650.250。0.70.1910.0380。04020。0540.0560.099-48#3—48SCLS34800。0300。0300.1660。1650.250。070.1910.0380.04020.0540。0560。112—40#4—40SCLS44000.0300.0300.1660.1650.250.070.1910。0380.04020。0540。05630。0400.0910.138-32#6-32SCLS63200。0300。0300。18750。1870。280.070。2210.0380.04020.0540。056鐵件樣品製造中心工程標準小五金工程評估手冊第26頁30。0870.0910.164—32#8—32SCLS83200.0300。0300.2130。2120。310.090.2710.0380。04020。0540。05630.0870。0910。190—24#10—24SSCLSS03200.0300。0300.2500。2490.340。090。2810.0380。0400.190—24#10—24SSCLSS83220.0540.0560.2500。2490.340.090.2830.0870.0910。190—32#10-32SSCLS02400。0300。0300.2500.2490。340。090.2810.0380.04020.0540。05630。0870.0910.216-24#12—24SCLS03200.0380。0400。2770.2760.380。130.3110。0540.05620。0870。091鐵件樣品製造中心工程標準小五金工程評估手冊第27頁型號為SP,專用於不銹鋼衝壓板件上的自鉚螺母尺寸(M制單位為mm,英制單位為inch)螺紋及螺距類型螺紋代號板材厚度代碼壓入深度A(Max)最小板材厚度板材孔徑+0.03/—0C(Max)ET孔邊緣至對邊之最小距離(b)M30.5SPM300。760。8—14。254.226.31.54。810。970。10-0.13921.371。4鐵件樣品製造中心工程標準小五金工程評估手冊第28頁M4*0。7SPM400。760。8-15。45。387.826.910.970.10—0。13921。371.4M50。8SPM500。760。8—16。46。388.727。110.970.10—0.13921.371。4M6*1SPM611.371。48.758.7211。14.18。6螺紋及螺距類型螺紋代號板材厚度代碼壓入深度A(Max)最小板材厚度板材孔徑+0。03/-0C(Max)ET孔邊緣至對邊之最小距離(b)0.112-404#40SP44000.0300。030-0.0390。1660。1650.250。070。1910.0380.040-0。05520.0540。0560.138—326#32SP63200。0300。030—0。0390。18750。1870。280。070.2210。0380。040-0。05520。0540.056鐵件樣品製造中心工程標準小五金工程評估手冊第29頁0.164—328#32SP83200.0300。030-0。0390.2130。2120.310.090。2810。0380.040—0.05520.0540.0560.190-3210#32SP03210.0300。030-0。0390.2500.2490。340。090。2820.0380。040-0.05530.0540。056型號H,HN,HNL之易削鋼制自鎖和防鎖螺母的尺寸。單位mm螺紋及型號螺紋代壓入深板材最板材孔CET1T2孔邊緣至對邊之鐵件樣品製造中心工程標準小五金工程評估手冊第30頁螺距號度A(Max)小深度徑最小距離(b)防鎖自鎖防鎖自鎖M61NAHNLM61。481。488。878。7212。7510M81。25NHNLM81。481.4810。510。4714。66.311M101。5HHNLM101。481.4812。712。6716.57.912HN型號為F,的自鉚螺母尺寸單位mm.螺紋規格及螺柱型號螺紋代碼板材厚度代號壓入深度板材最小厚度板材孔徑C最大值H孔邊緣至對邊之最小距離(b)M2*0.4FM211.51.5—2。34。44.344。8622。32.32-UP鐵件樣品製造中心工程標準小五金工程評估手冊第31頁M2.5*0.45FM2.511。51。5—2.34。44。344。8622.32.32—UPM30.5FM311.51.5—2.34。44.354.8622.32。32-UPM40。7FM411.51。5-2。37.47.347.97.222。32。32—UPM5*0。8FM511。51。5-2。37。97.878.7822。32。32—UPM6*1FM633.13.2—3。98。758。719.58.843。94-4。754.74.72-UP尺寸公差一般沒有注公差:M制尺寸為整數的公差為正負0。30mm;尺寸之小數點後面一位公差為正負0.2mm;小數點後面兩位的公差為正負0。13mm,英制尺寸小數點後面二位的公差為正負0。01inch;小數點有三位的公差為正負0。005inch。壓鉚要求(壓鉚力為參考項目)鐵件樣品製造中心工程標準小五金工程評估手冊第32頁螺母定位準確,壓入深度A要與下模面平齊,上下模鉚合高度要為一個板厚。鉚合後自鉚螺母鉚合部位要完全深入母材,不能出現間隙.目前選用材質對100噸以下的衝床設備完全適應,若因超出此範圍而發生母之變形失效,則考慮選用另外的材料制造,如中碳鋼等。螺母類型螺紋代碼板材厚度代碼板材壓鉚力KN推力N(Min)扭力N。M(Min)SCLSM2M2.5M305052—H34鋁板6.7-8。92800.914001.1327501。470鋼板11.2-15。64701。4715500.7鐵件樣品製造中心工程標準小五金工程評估手冊第33頁210102。03SCLSM3。505052—H34鋁板11.2-13。52801。814001.9228402。50鋼板13。4—26.74801。815702。3212102。3螺母類型螺紋代碼板材厚度代碼板材壓鉚力KN推力N(Min)扭力N。M(Min)SCLSM405052-H34鋁板11.2—13.43002。3714702.6297040鋼板18—274902.95164542125605.1SCLSM505052—H34鋁板11.2—15。6300314803。6211905。70鋼板18-385303.618004.5鐵件樣品製造中心工程標準小五金工程評估手冊第34頁214106。8SCLSM605052—H34鋁板18-329707。91158010。2214.10鋼板27-3613801311760172SCLSM815052—H34鋁板18-32157013。6218。11鋼板27—36187018.7220.3SCLSM1015052—H34鋁板22—36176032。721202036.22螺母類型螺紋代碼板材厚度代碼板材壓鉚力KN推力N(Min)扭力N。M(Min)SPM30304不銹鋼板13—225751。5817251。92212902.03SPM40304不銹鋼板22—316453.38鐵件樣品製造中心工程標準小五金工程評估手冊第35頁18004.18216005。08SPM50304不銹鋼板26—408003。95110255.08217756.77螺母類型螺紋代碼板材厚度代碼板材壓鉚力KN推力N(Min)扭力N.M(Min)SPM61304不銹鋼40200017HM1002。29mm5052-h34.鋁板22176021。512。24mm冷軋鋼板33202027.1FM28.913。30.90。9M2。58.913。30.90。9M38.913。30.90。9M48。913。31。11.1M511.112。81.11.1鐵件樣品製造中心工程標準小五金工程評估手冊第36頁M615.6202.83.7配合尺寸同種規格的螺母需與同種規格的螺釘相配合,如對M4的螺母需與4販螺釘相配合。螺母驗證方法螺紋其它尺寸化學成份硬度鉚合間隙鍍層推力扭力塞規卡尺或千分尺化學或光譜分析顯微硬度計目視或塞規X-Ray膜厚計,鹽霧宵驗推力計扭力計3。螺柱定義:壓鉚於衝件預孔內,帶有螺紋,用於固定或連接其他零件的一類緊固件。材料:材料牌號:一般只用到下列三種材料:JISSUS303不銹鋼,JISSUM22易削鋼和JIS7075—T6鋁合金.化學成份化學成份材料CMnSiCrNiPS其它鐵件樣品製造中心工程標準小五金工程評估手冊第37頁SUS303≦0。15≦2.0≦1。017-198—10≦0。02≦0.015≦0。6SUM22≦0。130.7-1。00。10—0。35-——-——--0。07-0.120。24-0.330。10—0。357075-T6≦Fe:50≦0。30≦0。400。18-0.28Cu1.2-2.0Mg2.1-2.9Zn5。1—6。1Zr+T≦0.25機械性能規格材料拉伸試驗硬度(表面測試)屈服強度(Mpa)抗拉強度(Mpa)伸長率(%)收縮率(%)HVSus303198Min520Min40Min50Min250-310SUM22未熱處理235—284372-46016—2713-22200—250滲碳熱處理350—4007075-T64615307Min螺柱材料的選取根據衝壓板材硬度的不同選取不同材質的螺柱,如下表.螺柱型號型號說明材質板材硬度SUM22熱處理SUM22未處理7075-T6SUS303≦80HRB≦70HRB≦60HRB≦50HRBSO用易削鋼制造,機械加工後進行熱處理●●SOA用鋁合制造●●鐵件樣品製造中心工程標準小五金工程評估手冊第38頁SOS用不銹鋼制造●●BSO為肓孔,其它同SO●●BSOA為肓孔,其它同SOA●●BSOS為肓孔,其它同SOS●●SON用易削鋼制造,機械加工後不進行熱處理●●BSON為肓孔,其它同SOS●●注:SO-——StandOffA-———AluminumS———-SainlessSteelB——-—BindN—————Non—HeatTreated尺寸型號為“SO,SON,SOA,SOS”的通孔螺柱`鐵件樣品製造中心工程標準小五金工程評估手冊第39頁一般尺寸螺紋代碼板材厚度(min)板材孔徑(+0.08/-0)內孔徑BC(+0/-0.13)H孔邊緣至對邊之最小距離(b)M314。23.24.194。863。5M315.43。25。386。46。8M3.515.43.95。386.46。8M41。37.24.87。117.98M51.37。25。357.117.98注:3。5M3是在原有M3基礎上將壁厚加厚,螺紋尺寸保持不變。單位居要:inch螺紋代碼板材厚度(min)板材孔徑(+0.08/-0)內孔徑B+—0.005C(+0/-0.005)H孔邊緣至對邊之最小距離(b)4400.0400。1660.1250.1653/1660。23644030.0400.2130.1250。2121/40。2763250.0400.2130。1560.2121/40.2786320.0500。2810。1560.2805/160。318320.0500。2810.1880。2805/160.310320。0500.2810.2030.2805/160.31螺紋規格和螺柱長度鐵件樣品製造中心工程標準小五金工程評估手冊第40頁螺紋規格型號螺紋規格尺寸L(公差+0。05/-0。03)SUM22熱處理SUM22未處理SUS3037075-T6M30。5SOSONSOSSOAM334681012141618N/AN/AN/A3.5M3M3。5*0.6SOSONSOSSOAM3。534681012141618202225M4*0。7M4M50。8M5D尺寸正負0.15無4811鐵件樣品製造中心工程標準',)
提供小五金手册【范本模板】会员下载,编号:1700744522,格式为 docx,文件大小为40页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载