钢卷尺检定规程 (1),钢卷尺检定规程1999
本作品内容为钢卷尺检定规程 (1),格式为 doc ,大小 131584 KB ,页数为 7页
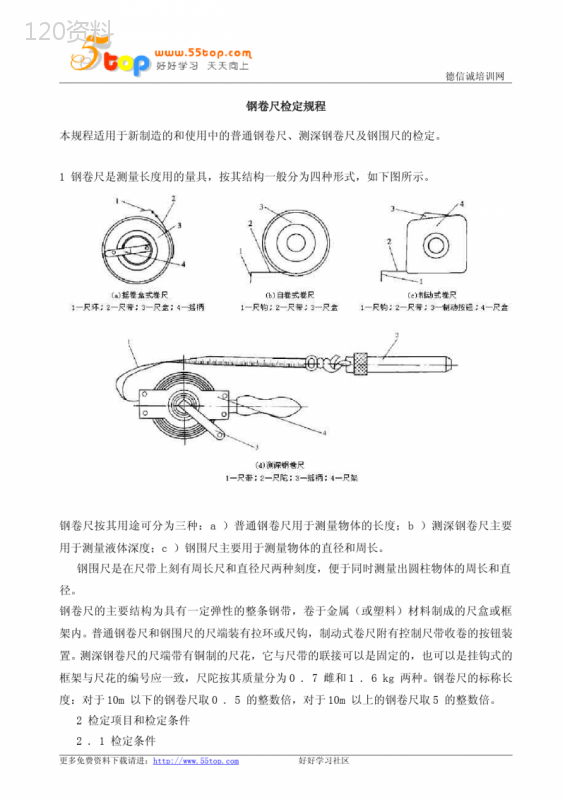
('德信诚培训网钢卷尺检定规程本规程适用于新制造的和使用中的普通钢卷尺、测深钢卷尺及钢围尺的检定。1钢卷尺是测量长度用的量具,按其结构一般分为四种形式,如下图所示。钢卷尺按其用途可分为三种:a)普通钢卷尺用于测量物体的长度;b)测深钢卷尺主要用于测量液体深度;c)钢围尺主要用于测量物体的直径和周长。钢围尺是在尺带上刻有周长尺和直径尺两种刻度,便于同时测量出圆柱物体的周长和直径。钢卷尺的主要结构为具有一定弹性的整条钢带,卷于金属(或塑料)材料制成的尺盒或框架内。普通钢卷尺和钢围尺的尺端装有拉环或尺钩,制动式卷尺附有控制尺带收卷的按钮装置。测深钢卷尺的尺端带有铜制的尺花,它与尺带的联接可以是固定的,也可以是挂钩式的框架与尺花的编号应一致,尺陀按其质量分为0.7雌和1.6kg两种。钢卷尺的标称长度:对于10m以下的钢卷尺取0.5的整数倍,对于10m以上的钢卷尺取5的整数倍。2检定项目和检定条件2.1检定条件更多免费资料下载请进:http://www.55top.com好好学习社区德信诚培训网2.1.1检定温度检定工级钢卷尺时应为(20士5)℃;检定11级钢卷尺时应为(20士8)℃;钢围尺的检定温度为(20士8)℃。2.1.2钢卷尺检定时的张紧力2.1.2.1检定普通钢卷尺和钢围尺时的张紧力为49N。2.1.2.2检定测深钢卷尺时的张紧力,根据其尺花质量分别为轻陀尺为9.8N,重舵尺为15.7N。2.1.2.3标称长度小于sm和弧形尺带的钢卷尺在检定时的张紧力不作规定。注:张紧力也可根据用户的要求确定,但要在出具的检定证书上注明,并给出修正量及测量不确定度。张紧力的误差应小于IN。2.1.3检定前被检尺在规定温度下恒温时间不得少于4ho2.2钢卷尺的检定项目和检定工具钢卷尺的检定项目和检定工具列于表1序号检定项目主要检定工具检定类别新制的使用中1外观及各部分相互作用检定台,5kg、1kg、1.6kg重锤++2线纹宽度分度值为0.01~读数显微镜+-3示值误差标准钢卷尺、零位检定器、检定台、分度值为001~读数显微镜、重锤++3技术要求和检定方法3.1外观及各部分相互作用3.1.1要求3.1.1.1钢卷尺尺带的拉出和收卷应轻便灵活、无卡阻现象,各功能装置应能有效控制尺带收卷。3.1.1.2将尺带平铺在检定台上,加上规定的张紧力,尺面不应有凹凸不平及扭曲现象,尺带两边缘必须平滑,不应有锋口和毛刺,尺带宽度应均匀。尺钩应保持直角,不得有目力可见的偏差。3.1.1.3尺带表面应有防腐层,且要牢固、平整光洁,色泽应均匀,无明显的气泡、脱皮和皱纹,无锈迹、斑点、划痕等缺陷。更多免费资料下载请进:http://www.55top.com好好学习社区德信诚培训网3.1.1.4尺带全部分度线纹必须均匀、清晰并垂直到尺边,不能有重线或漏线。个别线纹允许有不大于线纹宽度的断线。3.1.1.5摇卷式普通钢卷尺和钢围尺的零值线纹一般距拉环100~。终点线纹距尺盒口250~。测深钢卷尺的零位在尺陀的端部,终点线纹距尺盒口250~。3.1.1.6普通钢卷尺的分度值为1~、5~、10~三种,它们的线纹长度应有明显区别,测深钢卷尺和钢围尺的分度值为1~。同类线纹应等长。3.1.1.7在每一分米(dm)内,厘米(cm)分度线纹应标上以厘米(Cm)为计数单位的数值。全长在sm以下的钢卷尺,分米(dnl)和米(m)分度的线纹应自零点线纹算起,标上以厘米(cm)为计数单位的数值。全长在sm以上的钢卷尺,分米(dm)分度线纹应在每一米(m)内标上以厘米(cm)为计数单位的数值,米分度线纹自零位线纹算起,逐米(m)标上以米(m)为计数单位的量值;10m以后可不标注单位m。3.1.1.8钢卷尺各连接部分应牢固可靠,且不易产生拉伸变形。3.1.1.9尺带截面为弧形的普通钢卷尺的挺直度应为:当尺带沿水平方向伸出如表2所规定的长度时,不能出现下折现象。3.1.1.10钢围尺的尺带在任意部位围成直径为30mm的圆时,尺带不出现曲折现象,放开后应自然恢复,不允许产生塑性变形,涂层不允许出现裂纹。3.1.1.11钢卷尺的尺带或尺盒上,应标明全长、型号、制造厂名(或商标)、mc标志出厂编号和生产年月。数字和文字必须清晰、工整。尺盒(或框架)表面应光洁,不允许有裂纹、锈迹及残缺现象新制的钢卷尺的外观及各部分相互作用应符合以匕要求,使用中的钢卷尺不应有影响准确度的外观缺陷。3.1.2检定方法更多免费资料下载请进:http://www.55top.com好好学习社区德信诚培训网试验和目力观察。3.2线纹宽度3.2.1要求线纹宽度及误差见表33.2.2检定方法目力观察,发现有疑问时,可用分度值为0.01mm的读数显微镜进行检定口3.3示值误差3.3.1要求3.3.1.1零值误差测深钢卷尺的零值误差是从尺陀的端部到500mm线纹处的误差,其允许误差为士0.5mm。3.3.1.2任意两线纹间的允许误差二,在检定的标准条件下钢卷尺按不同准确度等级由下列公式求出:工级:△=士(0.1+0.IL)mm且级:△=士(0.3+0.2L)mm式中,L是以米为单位的长度,当长度不是米的整数倍时,取最接近的较大的整“米”数。对拉环或尺钩型普通钢卷尺(即零点在拉环或尺钩的端面上),由该卷尺的一个端面至任一线纹间隔长度的允许误差△的绝对值可增加:对工级尺为0.1?;对11级尺为0.2mm。注:测深钢卷尺的△是指500~线纹后任意两线纹间的允许误差。3.3.1.3毫米分度和厘米分度的允许误差见表4。更多免费资料下载请进:http://www.55top.com好好学习社区德信诚培训网使用中的工级钢卷尺,经检定不符合工级要求时允许降级使用。3.3.2检定方法3.3.2.1零值误差的检定方法将尺端装有尺钩或拉环的普通钢卷尺平铺在钢卷尺检定台上,加上规定的拉力后,与经检定合格的工级标准钢卷尺进行比较。使表示零位位置的尺钩(或拉环)与标准钢卷尺的零值线纹对准,在100~处读出误差值。测深钢卷尺的零值误差是用零位检定器进行检定如图2所示。更多免费资料下载请进:http://www.55top.com好好学习社区德信诚培训网1—挡板;2—V型支架;3—尺花;4—尺带;5—滑轮;6—标尺首先将被检测深钢卷尺的尺陀置于零位检定器的V型支架上,使其前端面与零位检定器零位挡板靠紧,将尺带沿尺陀轴线方向平辅于检定器台面上,此时在检定器台面上标有500mm线纹处读出其零值误差。3.3.2.2任意段钢卷尺示值误差的检定方法在钢卷尺检定台上用经检定合格的Ⅰ级标准钢卷尺与被检尺进行比较测量(钢卷尺检定台面与被检尺的摩擦力应≤4N)。首先用压紧装置将标准钢卷尺和被检钢卷尺紧固在检定台上,分别在标准尺及被检尺的另一端按规定加上拉力。调整检定台上的调零机构,使被检尺的零值线纹与标准尺的零值线纹对齐(测深钢卷尺是用500~处线纹与标准钢卷尺零值线纹对齐),按每米逐段连续读取各段和全长误差。全长不足3m的钢卷尺,受检段应不少于3段。任意两线纹间的示值误差是在逐米进行检定的同时在全长范围内任选2一3段进行评定,其示值误差不得超过相应段允许误差的要求。当被检尺全长大于检定台面长度时,可用分段法进行检定,其全长误差为各段误差的代数和。钢围尺应首先检定周长尺示值误差,再检定直径尺示值误差,此时必须用分度值为0.01mm的读数显微镜瞄准读数毫米和厘米分度示值误差是在发现有疑问时,用分度值为0.01mm的读数显微镜进行检定。示值误差的检定也可用测量不确定度为被检尺示值允许误差的1/4~1/10的其他方法检定。3.4被检钢卷尺的示值误差应是受检点的读数值与标准钢卷尺的修正值的代数和。更多免费资料下载请进:http://www.55top.com好好学习社区德信诚培训网测深钢卷尺的示值误差是其零值误差与500mm以后的尺带示值误差的代数和。4检定结果的处理和检定周期4.1检定结果的处理经检定符合本规程各项规定的钢卷尺,应加盖相应等级的印记,并填发检定证书,测深钢卷尺在检定证书中给出修正值。不合格者开具检定结果通知书。4.2检定周期使用中的钢卷尺的检定周期,一般为半年,最长不得超过l年。更多免费资料下载请进:http://www.55top.com好好学习社区',)
提供钢卷尺检定规程 (1),钢卷尺检定规程1999会员下载,编号:1700742520,格式为 docx,文件大小为7页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载