(完整版)三菱plc编程实例,三菱plc编码器编程实例
本作品内容为(完整版)三菱plc编程实例,格式为 doc ,大小 18893538 KB ,页数为 22页
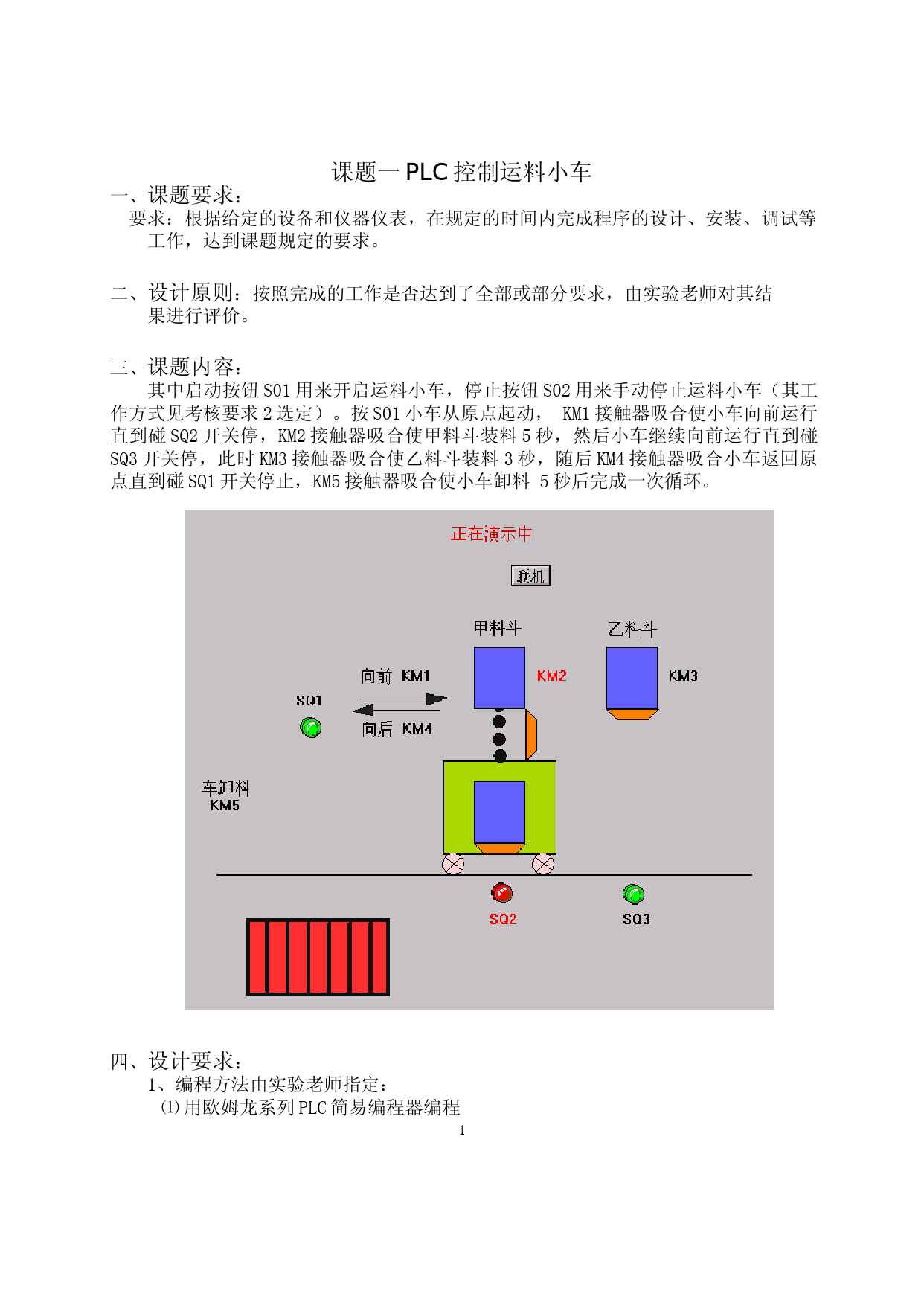
('一、课题要求:课题一PLC控制运料小车要求:根据给定的设备和仪器仪表,在规定的时间内完成程序的设计、安装、调试等工作,达到课题规定的要求。二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、课题内容:其中启动按钮S01用来开启运料小车,停止按钮S02用来手动停止运料小车(其工作方式见考核要求2选定)。按S01小车从原点起动,KM1接触器吸合使小车向前运行直到碰SQ2开关停,KM2接触器吸合使甲料斗装料5秒,然后小车继续向前运行直到碰SQ3开关停,此时KM3接触器吸合使乙料斗装料3秒,随后KM4接触器吸合小车返回原点直到碰SQ1开关停止,KM5接触器吸合使小车卸料5秒后完成一次循环。四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程1⑵用计算机软件编程2、工作方式:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02则小车完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置:输入设备输入端口编号接考核箱对应端口启动按钮S010000SO停止按钮S020001SO开关SQ10002电脑和PLC自动连接开关SQ20003电脑和PLC自动连接开关SQ30004电脑和PLC自动连接选择按钮S070005S0输出设备输出端口编号接考核箱对应端口向前接触器KM11000H0甲卸料接触器KM21001H0乙卸料接触器KM31002H0向后接触器KM41003H0车卸料接触器KM51004H02六、问题:小车工作方式设定:A.小车连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时小车连续循环,当S07为“1”时小车单次循环;B.小车连续循环,按停止按钮S02小车完成当前运行环节后,立即返回原点,直到碰SQ1开关立即停止;当再按启动按钮S01小车重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02小车完成一次循环后才能停止。1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序3、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入及调试。(1)小车连续循环与单次循环用S07选择,当S07(0005)=0时小车连续循环,当其等于1时,小车单次循环。(2)小车连续循环,按停止按钮S02(0001),小车一次循环后回到原点,遇SQ1停止,再按启动按钮S01(0000)小车重新运行(3)连续三次循环由CNT03计数,中途按S02小车完成一次循环后停止4、书面说明:(1)PLC有哪些特点?可靠性高,抗干扰能力强配套齐全,功能完善,适用性强易学易用,深受工程技术人员欢迎系统的设计、建造工作量小,维护方便,容易改造体积小,重量轻,能耗低(2)为什么PLC的触点可以使用无数次。PLC里的一个“继电器”其实只是PLC内部寄存器的一个位,当你在程序中用到该继电器时,只是重复的对存储器中的相应位作“读”操作。并不像我们平时所说的继电器那样有线圈和触点。虽然初学时可以那样理解,但要知道它们的区别。3控制流程图梯形图4一、课题要求:课题二PLC控制混料罐要求:根据给定的设备和仪器仪表,完成程序的设计、安装、调试等工作,达到课题规定的要求。二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、课题内容:1、有一混料罐装有二个进料泵控制二种液料的进罐,装有一个出料泵控制混合料出罐,另有一个混料泵用于搅拌液料,罐体上装有三个液位检测开关SI1、SI4、SI6,分别送出罐内液位低、中、高的检测信号,罐内与检测开关对应处有一只装有磁钢的浮球作为液面指示器(浮球到达开关位置时开关吸合,离开时开关释放)。见下图:在操作面板(见考核箱)设有一个混料配方选择开关S07,用于选择配方1或配方2。设有一个起动按钮S01,当按动S01后,混料罐就按给定的工艺流程开始运行。设有一个停止按钮S02作为流程的停运开关(其工作方式见考核要求2选定);循环选择开关S08作为流程的连续循环与单次循环的选择开关。52、混料罐的工艺流程按起动按钮S01SI4中液位有信号初始状态所有泵均关闭进料泵1打开S07=1选配方1:进料泵1关,进料泵2开S07=0选配方2:进料泵1、2均开延时3秒到泵1、2关,混料泵打开SI1低液位有信号SI6高液位有信号进料出料泵开、至中液位混料泵关混料泵关、出料泵开四、设计要求:为止,此时出料泵失电完成一次循环。1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程⑵用计算机软件编程2、工作方式:A.混料罐连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时混料罐连续循环,当S08为“1”时混料罐单次循环;B.混料罐连续循环,按停止按钮S02混料罐立即停止;当再按启动按钮S01,混料罐继续运行;C.连续作3次循环后自动停止,中途按停止按钮S02混料罐完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置输入设备输入端口编号接考核箱对应端口高液位检测开关SI60000电脑和PLC自动连接中液位检测开关SI40001电脑和PLC自动连接低液位检测开关SI10002电脑和PLC自动连接起动按钮S010003S0停止按钮S020004S0配方选择开关S070005S0循环选择开关S080006S0输出设备输出端口编号接考核箱对应端口进料泵11000H0进料泵21001H0混料泵1002H0出料泵1003H06六、问题:工作方式设定:A.混料罐连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时混料罐连续循环,当S08为“1”时混料罐单次循环;B.混料罐连续循环,按停止按钮S02混料罐立即停止;当再按启动按钮S01,混料罐继续运行;C.连续作3次循环后自动停止,中途按停止按钮S02混料罐完成一次循环后才能停止;1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序:3、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入及调试。(1)混料罐连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时混料罐连续循环,当S08为“1”时混料罐单次循环;(2)混料罐连续循环,按停止按钮S02混料罐立即停止;当再按启动按钮S01,混料罐继续运行;(3)连续作3次循环后自动停止,中途按停止按钮S02混料罐完成一次循环后才能停止;4、书面说明:⑴简述PLC梯形图“能流”的概念。梯形图中的“能流”不是实际意义的电流,而是“概念”电流,是用户程序解算中满足输出执行条件的形象表示方式。“能流”只能从左向右流动。⑵简述可编程序控制器梯形图基本结构的组成。基本结构由左、右母线,各类触点符号、各类线圈符号、文字符号和表示能流的连线、节点组成。7一、课题要求:课题三PLC控制机械滑台要求:根据给定的设备和仪器仪表,完成程序设计、安装、调试等工作,达到课题规定的要求。二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、设计内容:机械滑台上带有主轴动力头,在操作面板上装有起动按钮S01、停止按钮S02(其工作方式见设计要求2选定)。工艺流程如下:81、当工作台在原始位置时,按下循环启动按钮S01,电磁阀YV1得电,工作台快进,同时由接触器KM1驱动的动力头电机M起动。2、当工作台快进到达A点时,行程开关SI4压合,YV1、YV2得电,工作台由快进切换成工进,进行切削加工。3、当工作台工进到达B点时,SI6动作,工进结束,YV1、YV2失电,同时工作台停留3秒钟,当时间到,YV3得电,工作台作横向退刀,同时主轴电机M停转。4、当工作台到达C点时,行程开关SI5压合,此时YV3失电,横退结束,YV4得电,工作台作纵向退刀。5、工作台退到D点碰到开关SI2,YV4失电,纵向退刀结束,YV5得电,工作台横向进给直到原点,压合开关SI1为止,此时YV5失电完成一次循环。四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程⑵用计算机软件编程2、工作方式:A.机械滑台连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时机械滑台连续循环,当S07为“1”时机械滑台单次循环;B.机械滑台连续循环,按停止按钮S02机械滑台立即停止运行,当再按启动按钮S01,机械滑台继续运行;C.连续作3次循环后自动停止,中途按停止按钮S02机械滑台立即停止运行,并按原路径返回,直到压合开关SI1才能停止;当再按启动按钮S01,机械滑台重新计数运行。93、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置:输入设备输入端口编号接考核箱对应端口启动按钮S010000S0停止按钮S020001S0行程开关SI10002电脑和PLC自动连接行程开关SI40003电脑和PLC自动连接行程开关SI60004电脑和PLC自动连接行程开关SI50005电脑和PLC自动连接行程开关SI20006电脑和PLC自动连接选择按钮S070007S0输出设备输出端口编号接考核箱对应端口主轴电机接触器KM11000H0电磁阀YV11001H0电磁阀YV21002H0电磁阀YV31003H0电磁阀YV41004H0电磁阀YV51005H0六、问题:工作方式由实验老师设定:A.机械滑台连续循环与单次循环可按S07自锁按钮进行选择,当S07为“0”时机械滑台连续循环,当S07为“1”时机械滑台单次循环;B.机械滑台连续循环,按停止按钮S02机械滑台立即停止运行,当再按启动按钮S01,机械滑台继续运行;C.连续作3次循环后自动停止,中途按停止按钮S02机械滑台立即停止运行,并按原路径返回,直到压合开关SI1才能停止;当再按启动按钮S01,机械滑台重新计数运行。1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序:3、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入及调试。(1)机械滑台连续循环与单次循环可通过S07(0007)自锁按钮进行选择,S07=0时连续循环;S07=1时单次循环。10(2)机械滑台连续循环,按停止按钮S02(0001)机械滑台立即停止运行,再按启动按钮SO1,滑台继续运作。(3)连续三次循环后自动停止,中途按S02,滑台立即停止运作,并按原路返回,知道压合开关SI1(0002)才能停止,再按启动按钮S01,滑台重新计数运行。4、书面说明:⑴什么情况下允许双线圈输出?PLC双线圈输出的规则,一般情况下不允许出现双线圈输出,在三种特定的条件下允许双线圈输出。合理使用双线圈输出可以解决程序设计中的一些问题,还可以减少执行程序的时间⑵PLC机与继电控制系统之间有哪些差异?“继电器控制系统”已不适应需要,究其原因是:动作缓慢;寿命短、可靠性差;体积大、耗电多;设计制造周期长、程序修改费时;不能实现与计算机对话。1112课题四PLC控制机械手一、课题要求:要求:根据给定的设备和仪器仪表,完成程序设计、安装、调试等工作,达到课题规定的要求。二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、设计内容:1、机械手“取与放”搬运系统,定义原点为左上方所达到的极限位置,其左限位开关闭合,上限位开关闭合,机械手处于放松状态。2、搬运过程是机械手把工件从A处搬到B处。3、上升和下降,左移和右移均由电磁阀驱动气缸来实现。4、当工件处于B处上方准备下放时,为确保安全,用光电开关检测B处有无工件。只有在B处无工件时才能发出下放信号。5、机械手工作过程:启动机械手下降到A处位置→夹紧工件→夹住工件上升到顶端→机械手横向移动到右端,进行光电检测→下降到B处位置→机械手放松,把工件放到B处→机械手上升到顶端→机械手横向移动返回到左端原点处。13四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程⑵用计算机软件编程2、工作方式:A.机械手连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时机械手连续循环,当S08为“1”时机械手单次循环;B.机械手连续循环,按停止按钮S02机械手立即停止;当再按启动按钮S01,机械手继续运行;C.连续作3次循环后自动停止,中途按停止按钮S02机械手完成一次循环后才能停止;3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置输入设备输入端口编号接考核箱对应端口启动按钮S010010S0停止按钮S020011S0下降到位ST00002电脑和PLC自动连接夹紧到位ST10003电脑和PLC自动连接上升到位ST20004电脑和PLC自动连接右移到位ST30005电脑和PLC自动连接放松到位ST40006电脑和PLC自动连接左移到位ST50007电脑和PLC自动连接光电检测开关S070000S0循环选择开关S080001S0输出设备输出端口编号接考核箱对应端口下降电磁阀KT01000H0上升电磁阀KT11001H0右移电磁阀KT21002H0左移电磁阀KT31003H0夹紧电磁阀KT41004H014六、问题:工作方式由实验老师设定:A.机械手连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时机械手连续循环,当S08为“1”时机械手单次循环;B.机械手连续循环,按停止按钮S02机械手立即停止;当再按启动按钮S01,机械手继续运行;C.连续作3次循环后自动停止,中途按停止按钮S02机械手完成一次循环后才能停止;1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序:3、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入及调试。(1)机械手连续循环与单次循环可按S08自锁按钮进行选择,当S08为“0”时机械手连续循环,当S08为“1”时机械手单次循环;(2)机械手连续循环,按停止按钮S02机械手立即停止;当再按启动按钮S01,机械手继续运行;(3)连续作3次循环后自动停止,中途按停止按钮S02机械手完成一次循环后才能停止。4、书面说明:⑴简述可编程序控制器梯形图基本结构的组成。⑵PLC机内部有哪些等效元件?PLC机内部有许多具有不同功能的器件,实际上这些器件是由电子电路和存储器组成的。为了把它们与通常的硬器件分开,称之为软器件或等效元件,有X、Y、T、C、M、S、D、V/Z等等效元件。1516一、课题要求:课题五PLC控制红绿灯信号要求:根据给定的设备和仪器仪表,完成程序设计、安装、调试等工作,达到课题规定的要求。二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、设计内容:设置一个控制开关S01,当它接通时,信号灯控制系统开始工作,且先南北红灯亮,东西绿灯亮。设置一个控制开关S02,其工作方式见设计要求2选定。工艺流程如下:1、南北红灯亮并保持15秒,同时东西绿灯亮,但保持10秒,到10秒时东西绿灯闪亮3次(每周期1秒)后熄灭;继而东西黄灯亮,并保持2秒,到2秒后,东西黄灯熄灭,东西红灯亮,同时南北红灯熄灭和南北绿灯亮。2、东西红灯亮并保持10秒。同时南北绿灯亮,但保持5秒,到5秒时南北绿灯闪亮3次(每周期1秒)后熄灭;继而南北黄灯亮,并保持2秒,到2秒后,南北黄灯熄灭,南北红灯亮,同时东西红灯熄灭和东西绿灯亮。3、上述过程作一次循环;当强制按钮S03接通时,南北黄灯和东西黄灯同时亮,并不断闪亮(每周期2秒);同时将控制台指示灯点亮并关闭信号灯控制系统。控制台指示灯及强制闪烁的黄灯在下一次启动时熄灭。17四、设计要求:1、编程方法由实验老师指定:⑴用欧姆龙系列PLC简易编程器编程⑵用计算机软件编程2、工作方式:A.红绿灯连续循环与单次循环可按S07自锁按钮进行选择,当S07为0时红绿灯连续循环,当S07为1时红绿灯单次循环;B.红绿灯连续循环,按停止按钮S02红绿灯立即停止;当再按启动按钮S01红绿灯重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02红绿灯完成一次循环后才能停止。3、按工艺要求画出控制流程图;4、写出梯形图程序或语句程序;5、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入;6、在考核箱上接线,用电脑软件模拟仿真进行调试。五、输入输出端口配置输入设备输入端口编号接考核箱对应端口启动按钮S010000SO停止按钮S020001SO选择循环方式按钮S070002S0强制按钮S030003S0输出设备输出端口编号接考核箱对应端口南北红灯1000H0东西绿灯1001H0东西黄灯1002H0东西红灯1003H0南北绿灯1004H0南北黄灯1005H0控制台指示灯1006H018六、问题:红绿灯工作方式由实验老师设定:A.红绿灯连续循环与单次循环可按S07自锁按钮进行选择,当S07为0时红绿灯连续循环,当S07为1时红绿灯单次循环;B.红绿灯连续循环,按停止按钮S02红绿灯立即停止;当再按启动按钮S01红绿灯重新运行;C.连续作3次循环后自动停止,中途按停止按钮S02红绿灯完成一次循环后才能停止。1、按工艺要求画出控制流程图:2、写出梯形图程序或语句程序:3、用欧姆龙系列PLC简易编程器或计算机软件进行程序输入及调试。(1)红绿灯连续循环与单次循环可按S07自锁按钮进行选择,当S07为0时红绿灯连续循环,当S07为1时红绿灯单次循环;(2)红绿灯连续循环,按停止按钮S02红绿灯立即停止;当再按启动按钮S01红绿灯重新运行;(3)连续作3次循环后自动停止,中途按停止按钮S02红绿灯完成一次循环后才能停止。4、书面说明:⑴根据原理图画出相应的PCI/O接线图。⑵简述节点和梯级的含义。节点是触点的逻辑关系表示;梯级则是表示一段逻辑关系的刷新或输出。1920课题六PLC控制全自动洗衣机一、课题要求:要求:根据给定的设备和仪器仪表,完成程序设计、安装、调试等工作,达到课题规定的要求。二、设计原则:按照完成的工作是否达到了全部或部分要求,由实验老师对其结果进行评价。三、设计内容:1.设计带有洗涤方式选择、水位选择的全自动洗衣机控制程序(一洗二漂),要求如下:全自动洗衣机通过三个开关QS、SB1、SB2对洗衣机的洗涤过程进行控制;QS是系统运行控制开关,控制整个洗衣过程。SB1是洗涤方式选择按钮,控制强洗/弱洗两种洗涤方式的切换,即按一下,进入强洗状态,再按一下,又进入弱洗状态,如此反复循环。SB2是运行/暂停两种状态的选择按钮,即按一下,进入运行状态,再按一下,又进入暂停状态,如此反复循环。洗涤水位由机械方式实现控制,通过转换开关设置各种洗涤水位,由检测开关输出触点“通”、“断”信号,表示“水位到(ON)”以及“水排空(OFF)”两种状态。洗衣程序必须经过一洗二漂,洗衣结束,报警提示10秒。整个工作过程,参见工作流程框图。2.动作要求如下:洗衣机的进水、排水分别由进入电磁阀和排水电磁阀执行。洗涤正转、反转由洗涤电机驱动波盘正、反转来实现。脱水时,由脱水电磁离合器合上、排水电磁阀吸合,洗涤电机正转进行甩干。洗涤完成由蜂鸣器报警。3.洗衣机所需要的输入/输出信号有:名称符号名称符号启动按钮SA暂停状态指示LED1停止按钮SB运行状态指示LED2水位到/未排空检测开关ST进水电磁阀YV强洗/弱洗选择按钮SB排水电磁阀YV运行/暂停选择按钮SB电动机正转接触器KM电动机反转接触器KM强洗选定指示LED3蜂鸣器HA弱洗选定指示LED4脱水电磁阀YC2122',)
提供(完整版)三菱plc编程实例,三菱plc编码器编程实例会员下载,编号:1700759034,格式为 docx,文件大小为22页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载