车工实训图纸,车工实训图纸如何按一比一比例画
本作品内容为车工实训图纸,格式为 doc ,大小 1612800 KB ,页数为 12页
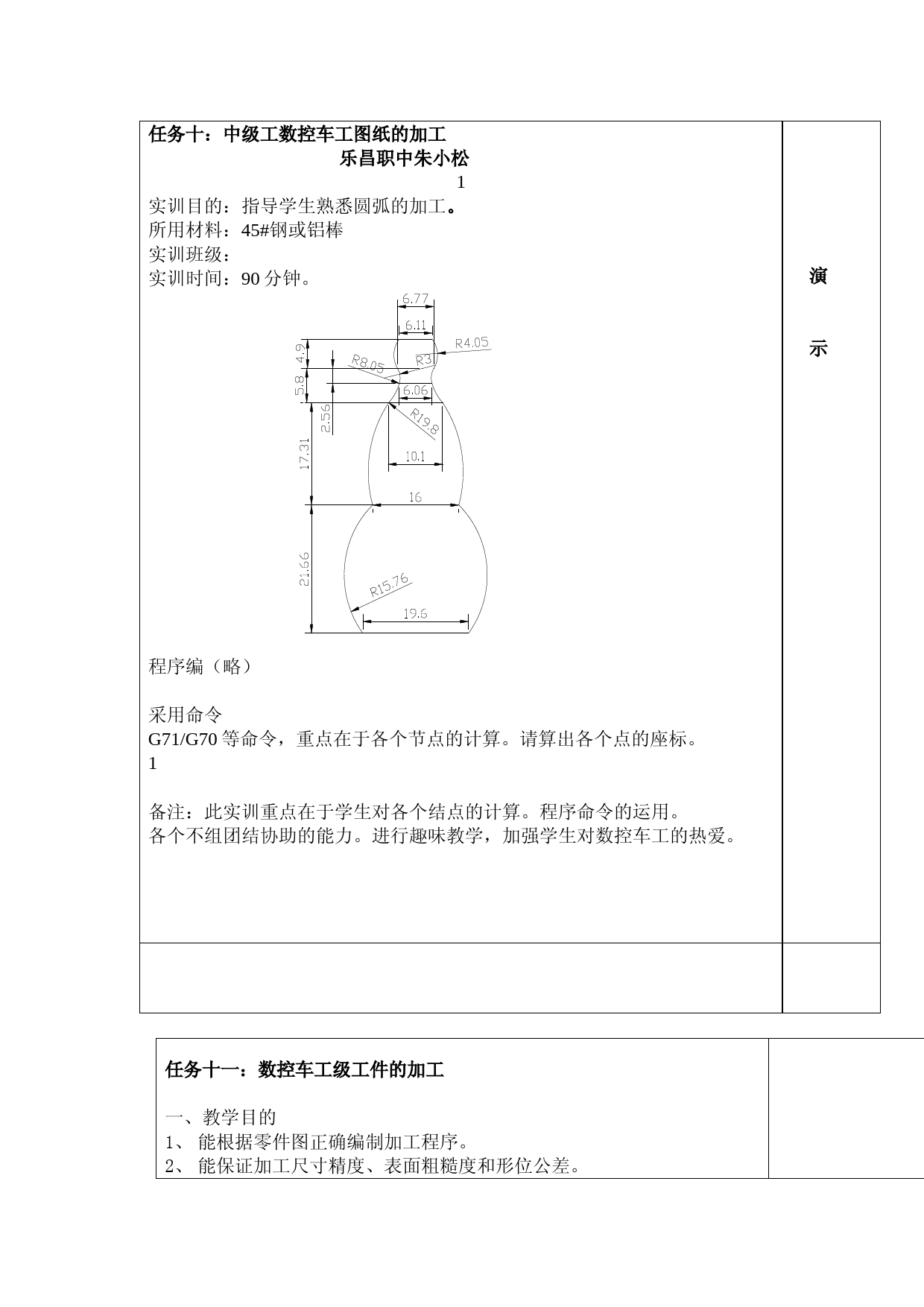
('任务十:中级工数控车工图纸的加工乐昌职中朱小松1实训目的:指导学生熟悉圆弧的加工。所用材料:45#钢或铝棒实训班级:实训时间:90分钟。程序编(略)采用命令G71/G70等命令,重点在于各个节点的计算。请算出各个点的座标。1备注:此实训重点在于学生对各个结点的计算。程序命令的运用。各个不组团结协助的能力。进行趣味教学,加强学生对数控车工的热爱。演示任务十一:数控车工级工件的加工一、教学目的1、能根据零件图正确编制加工程序。2、能保证加工尺寸精度、表面粗糙度和形位公差。二、加工工艺分析:3、此类工件为二头加工工件4、采用由远到近、由内到外、由粗到精的原则加工三、刀具的分析:5、外圆粗加工刀。6、外圆精加工刀、球刀。TAN20=0.648四:程度编制(略)五:实训小结重点在于加工工艺的分析,采用格式运用调子程序或G73U-R-P-Q-U-W-F-格式及各个节点的计算。备注:最大外径¢48根据材料改为¢40根据公式可以算出锥度边是24.08(mm)任务十二:数控车工中级工图纸培训一、教学目的:指导学生根据图纸进行加工二、教学方法:实操+演示三、工艺分析。1、以小批量生产进行加工。2、以小批量生产条件编程3、不准用砂布及锉刀等修饰表面。4、未注倒角0.5×45o。5、未注公差尺寸按GB1804-M。四、加工图纸Ra1.6五:考核要求如下表格。定额时间150分钟考核日期技术等级中级总得分序号考核项目考核内容及要求配分评分标准检测结果扣分得分备注1外圆φ28IT10超差0.01扣2分2Ra4降一级扣2分3φ18IT10超差0.01扣2分4Ra4降一级扣2分5锥度12超差0.010扣2分6Ra4降一级扣2分7长度806超差0.01扣2分8146超差0.01扣2分9球面R2010超差0.01扣2分10过渡平滑411Ra4降一级扣2分12螺纹M1214不合格不得分13Ra4降一级扣2分14形位公差圆度4超差0.01扣2分15同心度4超差0.01扣2分161718192021文明生产按有关规定每违反一项从总分中扣3分,发生重大事故取消考试。扣分不超过10分22其他项目一般按照GB1804-M。扣分不超过10分工件必须完整,考件局部无缺陷(夹伤等)。23程序编制程序中有严重违反工艺的则取消考试资格,小问题则视情况酌情扣分。扣分不超过25分24加工时间90分钟后尚未开始加工则终止考试;150min后,每超过1分钟扣1分,180min时,停止考试。记录员监考人检验员考评人任务十三:数控车工中级工图纸培训一、教学目的:指导学生具有中级数控车工加工能力。二、教学重点:顺时针圆弧节点的计算(运用三角知识)三、工艺分析:1、二头加工采用先运后近、先粗后精加工原则。2、刀具分析、需粗精外圆车刀,螺纹刀等。3、量具游标卡尺、千分尺。四、图纸分析:1、采用命令G71/G70/G73格式。2、实训重点在于节点的计算。五、程序编制(略)六、考核要求如下:1、以小批量生产条件编程。2、不准用砂布及锉刀等修饰表面。3、未注倒角0.5×45o。4、未注公差尺寸按GB1804-M。5、材料45#钢材六、实训小结:很多学生由于数学比较差,讲解三角公式不能理解,对命令的运用不熟练。以后教学过程中应加入一些三角公式方面的教学。课题十四:数控车工中等工件的加工教学目的:G92车外螺纹格式的掌握教学重点:G92命令的运用教学难点:小径的计算课型:新课教学方法:讲述+实操一:外螺纹格式的讲解G92X—Z---F----注意,此时的F—有些学生会把它当成了进给量。容易犯主观错误此中的F—是指外螺纹的螺距小径d=D-1.3F着重于理解。二:加工图纸如下毛坯φ40尼龙棒一.刀具及装夹方式1号为90°偏刀;2号刀为45°偏刀;3号刀为切断刀(刀宽3mm);4号刀为60°螺纹刀,采用三爪卡盘工件伸长75mm二.确定加工路线1.设置工件零点,定车工件右端面中心2.取2号刀车端面,退回换刀点3.取1号,粗精车R10圆弧,1:3锥度,M30.M36外螺纹大径,及各段外圆右侧倒角,回换刀点4.取3号刀车M30、M36两处退刀槽及左侧倒角,回换刀点1.取4号刀车两处螺纹,回换刀点2.取3号刀切断工件四、程序编制序号程序序号程序N0010G50X60Z60N0290G0X38N0020M03S02T0202N0300W2N0030G0X42Z2N0310G01X34Z-68F50N0040G94X0Z0F80N0320G0X60Z-21N0050G0X60Z60N0330Z60N0060T0101N0340S01N0070G0X42Z2N0350T0404N0080G71U2R1N0360G0X32Z-2N0090G71P100Q190U0.5W0.3F120N0370G92X29Z-51.5F2N0100G0X0N0380X28.2N0110G01Z0F60N0390X27.6N0120G03X20Z-10R10N0400X27.45N0130G01X25Z-25N0410X27.4N0140X26N0420G0X38N0150X29.8Z-27N0430Z-50N0160Z-53N0440G92X35Z-66.5F1.5N0170X34N0450X34.4N0180X35.85W-1N0460X34.1N0190Z-68N0470X34.05N0200G70P100Q190N0480G0X60Z60N0210G0X60Z60N0490S02N0220T0303N0500T0303N0230G0X38Z-53N0510G0X40Z-67.95N0240G01X22F50N0520G01X1N0250G04X1N0530G0X60Z60N0260G0X42N0540T0100N0270Z-68N0550M05N0280G01X34F50N0560M30五.加工操作(略)课题十五:数控车工高级工图纸分析加工教学目的:指导学生了解数控车工中宏程序的格式。1、B类宏程序中椭圆的加工方法。2、锥螺纹的加工。教学方法:以小组为单位进行工件加工。教学过程“1、图纸分析、确定刀具。2、程序编制(略)(图中椭圆与轴线的偏距为5)实训总结“此类工件为高级工图纸,大部份学生是看不太懂图纸,不能注意一些小细节,加工时间过长而缺少耐心。(公司里的加工图纸)',)
提供车工实训图纸,车工实训图纸如何按一比一比例画会员下载,编号:1700742672,格式为 docx,文件大小为12页,请使用软件:wps,office word 进行编辑,PPT模板中文字,图片,动画效果均可修改,PPT模板下载后图片无水印,更多精品PPT素材下载尽在某某PPT网。所有作品均是用户自行上传分享并拥有版权或使用权,仅供网友学习交流,未经上传用户书面授权,请勿作他用。若您的权利被侵害,请联系963098962@qq.com进行删除处理。

 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载 下载
下载